Impact of Preheating Temperatures and RAP Characteristics on the Activation of RAP Binder

The Key Laboratory of Road and Traffic Engineering, Ministry of Education, Tongji University, Shanghai 201804, China
*
Author to whom correspondence should be addressed.
Appl. Sci. 2020, 10(23), 8378; https://0-doi-org.brum.beds.ac.uk/10.3390/app10238378
Submission received: 21 October 2020
/
Revised: 21 November 2020
/
Accepted: 23 November 2020
/
Published: 25 November 2020
(This article belongs to the Special Issue Feasibility of Using Alternative Asphalt Binders for Sustainable Pavements)
Abstract
:Reclaimed asphalt pavement (RAP) is preheated to 120 °C or lower in hot central plant recycling due to specification and equipment limitations. However, the insufficient activation of reclaimed asphalt (RA) caused by low preheating temperature may affect the final properties of reclaimed asphalt mixtures (RAM) and lead to insufficient utilization of RA binder. This study evaluated the influence of preheating temperature and aging of RA binder on binder activation by producing specimens with 100% RAP. The volumetric and mechanical properties of specimens were analyzed to reflect the effect of activation. The results indicate that preheating temperature has a significant impact on the activation of RA binder. Regardless of the source of RAP, RA binder can be highly activated at 180 °C, while the degree of activation decreases significantly at 120 °C. By using an artificial RAP with different degrees of aging, the aging of RA binder is found to be harmful to activation only when the preheating temperature is low (such as 120 °C). Hence, if the equipment is capable of doing so, it is better to raise the preheating temperature of RAP to improve the activation of RA binder, especially for binder with a higher degree of aging.
1. Introduction
With increasing emphasis on the sustainable development of resources, various techniques are attracting much attention in road construction and maintenance, such as hot central plant recycling [1,2,3,4] and full-depth reclamation (FDR) [5,6]. Full-depth reclamation is a cold technique that blends the existing asphalt layer with underlying base material and stabilizing agent to produce a new base layer, while hot recycling can activate the reclaimed asphalt (RA) and apply RA pavement (RAP) to the production of surface layers. Since the less expensive RA binder can replace a portion of the more expensive virgin binder, the use of RA binder is economical and may also help to reduce a set of environmental burdens [2,7,8]. With the rapid rise of asphalt prices [9], there have been several research efforts made towards maximizing the quantity of RAP used in the production of recycled asphalt mixtures (RAM) [10,11,12,13]. Many successful applications incorporating high RAP content have proved the great potential of RAP in road construction [1,14,15,16]. However, there are still some problems associated with the activation of RA binder, namely the treatment of RAP and mixture design.
The problem of treatment of RAP is mainly related to the preheating temperature. Considering that the processes of binder aging and binder activation occur simultaneously during the preheating process of RAP, it is generally believed that higher preheating temperature and longer preheating time may cause excessive aging of RA binder. In the production process of RAM, when using a continuous asphalt mixing plant, RAP materials are typically dried and mixed with superheated virgin aggregate in double drums for 60–90 s without preheating [17,18,19,20]. When using an intermittent asphalt mixing plant, a second drying drum is usually used to preheat the RAP before the mixing process. The preheating temperature and time are generally restricted by the current Chinese standards [21], where the preheating temperature should not be higher than 130 °C and the preheating time should not exceed 2 h. Similar limitations can also be found in the National Cooperative Highway Research Program (NCHRP) Report 452 [16], which states that the preheating temperature should not be higher than 110 °C. However, it is also found that the preheating conditions are of great significance for the performance and workability of RAM [22]. It is necessary to determine an appropriate preheating temperature during the recycling process.
At present, the activation degree of RA binder is not considered in the mixture design, and the state of RAP is generally assumed to be “black rock” in cold recycling or “full blending” in hot recycling, where 0% or 100% of the RA binder, respectively, is considered to be combined with new materials. Under the “black rock” assumption, the RAP is considered to be a kind of aggregate, while full blending assumes that all of the RA binder is activated and can be included in the total binder content of the recycled asphalt mixture. In fact, the RA binder is not completely inactivated or fully activated, but in a state between 0% and 100% activated, as affected by the property of reclaimed materials and processing conditions. In this condition, the inaccurate estimation of RA binder activation may lead to insufficient or excessive amounts of asphalt in the mixture design. Rutting may occur when the asphalt content is higher than expected, while insufficient binder content may lead to fatigue and thermal cracking [23]. When the content of RAP is relatively high, the effect of adding softer virgin binder becomes less evident, and measures must be taken to improve the activation of RA binder, such as using a rejuvenator or warm-mix technology [24,25,26,27]. Therefore, it is necessary to make reasonable assumptions about the degree of RA binder activation and improve the activation of RA binder, so as to improve the blending and obtain reclaimed asphalt mixtures with higher quality.
The efficient utilization of RAP has become a key concern in recent years, and questions mainly revolve around how much RA binder can be activated and participate in the blending between RA binder and virgin binder during the recycling process. The degree of binder activity (DoA) and degree of blending (DoB) are two indicators used by many scholars to quantify the utilization effect of RA binder [18,19,28,29,30,31,32,33]. The concept of DoA proposed by Lo Presti et al. [29] is an intrinsic property of RAP and is only affected by RAP components and processing conditions. It is detailed as “an index indicating the minimum percentage of active RA binder that a designer can consider for a selected RAP and a selected asphalt manufacturing process”, and should be determined before incorporating virgin binder, virgin aggregate and rejuvenator. Previous studies mainly focused on the DoB [34,35], but in recent years, scholars have turned their attention to DoA, trying to better understand the activation mechanism of RA binder, assessing DoA through mechanical blending and numerical simulation techniques [36] and evaluating the potential environmental impacts of improving the activation of RA binder.
Huang et al. [37] developed a procedure called coating study to estimate how much RA binder will transfer to virgin aggregates during the mixing process. Without addition of a rejuvenator, the RA fine particles were blended with virgin coarse aggregate particles at the mixing temperature of 190 °C for 3 min. Then, the fine particles and coarse particles were separated using a “threshold” sieve, and the amount of RA binder transferred from RA to virgin aggregate could be determined. It was found that the DoA of the RA binder was approximately 11% when only using mechanical action.
Camper developed the cohesion test [38] to study the activation of RA binder from different sources. In the cohesion test, the RAP was preheated at different temperatures (20 °C, 75 °C and 100 °C) for 4 h and then mixed at the same temperature. Finally, the Marshall compaction method was used to compact specimens with 100% RAP. The indirect tensile strength (ITS) results of specimens tested at 25 °C were used as an indicator to evaluate the activation of RA binder. Compared with the inactivated RA binder, it is believed that the activated RA binder will result in higher ITS values. In addition, the preheating process softens the RA binder and results in lower air voids, which also improves the strength of specimens. This procedure provides a useful method of assessing the activation of RA binder, which is also easy to perform.
Menegusso Pires et al. [28] proposed a method to quantify DoA based on the cohesion test. In this method, 100% RAP specimens were produced following the procedure of the cohesion test. Meanwhile, an artificial RA binder with similar characteristics to the original RA binder was prepared using the high-shear mixer aging method [39]. The artificial RA binder was then mixed with virgin aggregate to produce a control mixture, assuming a situation where the RA binder was 100% activated. By comparing the ITS results of the 100% RAP mixture and the control mixture, it was possible to estimate the DoA. Different preheating temperatures (70 °C, 100 °C, 140 °C and 170 °C) and mixing times (30 s, 60 s, 90 s and 180 s) were considered, and the results showed that the ITS value and energy pre-peak had good correlations with temperature. In addition, the DoA analysis was found to be a useful tool for quantifying the degree of RA binder activation and improving the mix design.
Zhang et al. [40] conducted laboratory experiments and discrete element method (DEM) simulations to investigate the mixing behavior between superheated virgin aggregate and RAP materials. Different RA contents (10–50%), virgin aggregate temperatures (160–190 °C) and RA moisture contents (0–5%) were used to study their influence on temperature evolution and RAP binder transfer between the two materials. It was concluded that the DoA decreases with the increase of moisture content and RAP content, and a higher temperature of superheated virgin aggregate or a longer mixing time is therefore needed. Furthermore, the amount of binder transfer increases as the temperature of superheated virgin aggregate increases and reaches its maximum at 180 °C. The DEM simulations were found to be a good method for studying the process of superheated virgin aggregate blended with RAP materials and have shown the potential for evaluating DoA under different conditions.
Bressi et al. [8] evaluated the environmental impacts of using RAP with different degrees of binder activation (0, 20, 50, 70, 80 and 100%) by means of a life cycle assessment (LCA). With the increase of DoA, great benefits can also be seen from other impact categories (especially marine ecotoxicity, fossil fuel depletion and human toxicity).
This previous research clarified the definition of DoA and tried to establish an indicator to represent DoA, while less attention was paid to improving the activation of RA binder. In addition, the preheating temperature used in practical construction is still limited by standards and equipment. Due to the low preheating temperature, the activation of RA binder may be adversely affected, which will also have an impact on the performance of RAM. Therefore, it is necessary to study the feasibility of increasing preheating temperature and take measures to improve the activation of RA binder.
2. Objective
In order to study the activation of RA binder and improve the utilization efficiency of RA binder in the recycling process, this study will conduct research from the following two aspects:
- (1)
- The influence of preheating temperature on the activation of RA binder;
- (2)
- The influence of aging of RA binder on the activation of RA binder.
3. Materials and Methods
3.1. Materials
The influencing factors can be divided into two categories: internal factors related to the characteristics of RAP, and external factors related to the processing conditions. In this study, two types of materials (RAP from different old roads and artificial RAP produced in the laboratory) were used to evaluate the influence of preheating temperature and aging of RA binder, respectively, on the activation of RA binder.
3.1.1. RAP from Old Roads
Three sources of RAP (RAP-A, RAP-B and RAP-C) from different old roads were used to study the influence of preheating temperature on the activation of RA binder. The characteristics of RAP was evaluated in terms of asphalt content, gradations of RAP and extracted RAP aggregates and properties of RA binder.
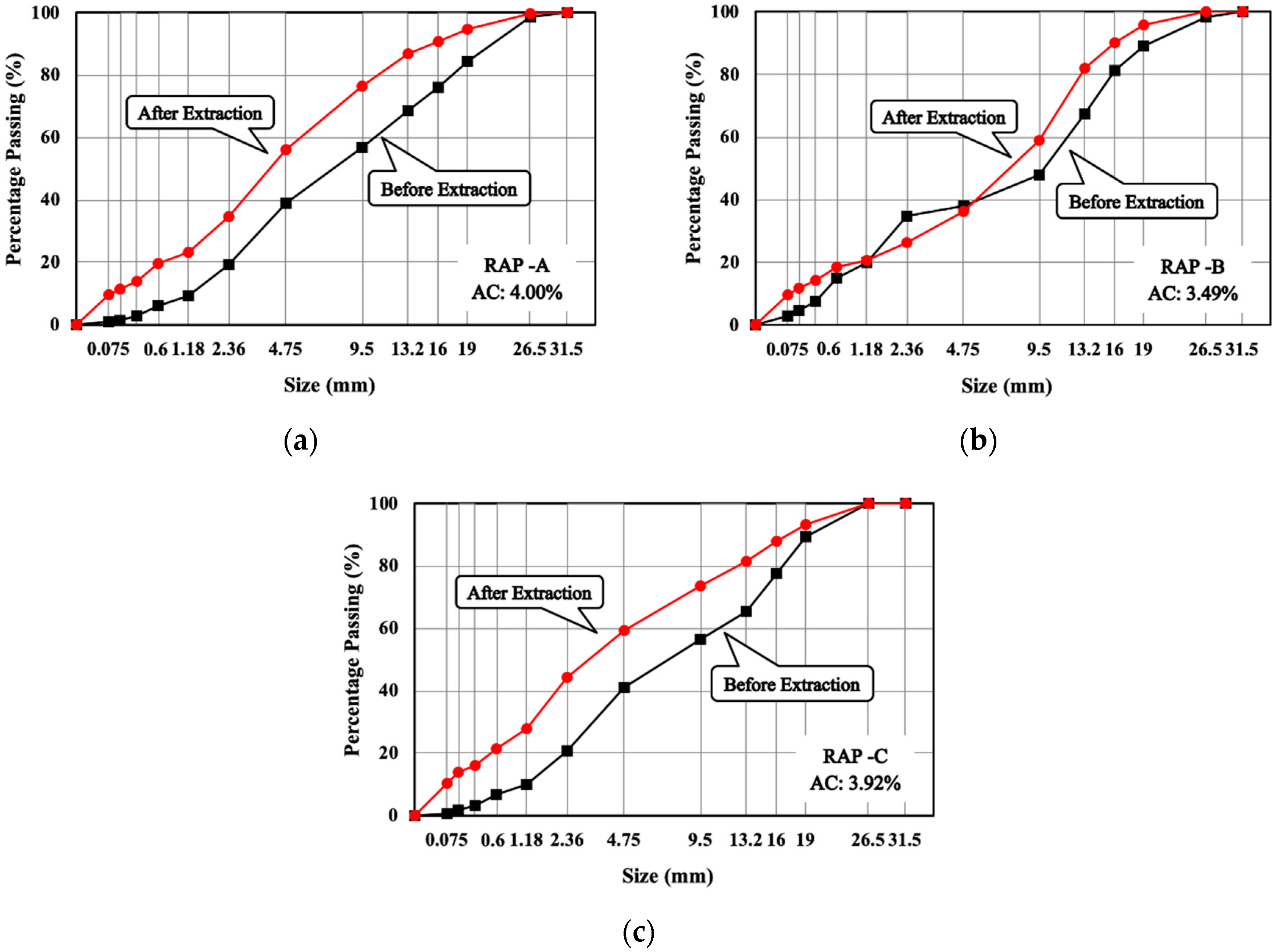
Generally, RAP from the old road is divided into two or three grades according to the particle size. In order to form a specimen composed only of RAP, it is necessary to redesign the gradation of the mixture and combine each grade of RAP in a certain proportion. According to the nominal maximum particle size of different sources of RAP, asphalt concrete 25 (AC-25) was selected as the designated gradation of mixture. The asphalt content, gradations of RAP and extracted RAP aggregates of each source of RAP are shown in Figure 1.
It can be seen from Figure 1 that the gradations of extracted RAP aggregates and the gradations of RAP are different. When the two curves are close to each other, it means the gradation is relatively stable; otherwise, the variability of gradation is large. Due to the influence of various factors, the gradation variability of RAP obtained from different sources may also vary greatly. For RAP-A (Figure 1a) and RAP-C (Figure 1c), their grading curves before and after extraction are quite different, while the difference in RAP-B is relatively small.
3.1.2. Artificial RAP
Since RAP from different old roads has differences in gradation, asphalt content, asphalt type and aging, it is hard to evaluate the effect of aging on activation using different sources of RAP. Therefore, the accelerated aging method was used to produce artificial RAP (RAP-Art) with different degrees of aging, but the same gradation, asphalt content and asphalt type. Three aging conditions (unaged, with short-term aging and with long-term aging) and two types of asphalt, namely penetration grade #70 from Korea (SK70) and styrene–butadiene–styrene (SBS) modified bitumen, were considered for RAP-Art.
3.2. Methods
In order to study the activation of RA binder under different influencing factors, a preheating and compaction procedure was used in this study to produce specimens with 100% RAP. It is believed that as the activation degree of RA binder increases, more RA binder will participate in strengthening the bond between RAP particles, and the strength of specimens will also increase. On the other hand, the activated RA binder will become softer and its viscosity will decrease, improving the compaction and resulting in a denser and stronger specimen. Therefore, the volumetric and mechanical properties of specimens were used to indicate the activation of RA binder. The methods used in the study are detailed as follows.
3.2.1. Producing RAP-Art with Different Degrees of Aging
- Accelerated aging procedure
The accelerated aging method was conducted on hot mixture asphalt (HMA) according to the standard (T 0734, 2000) [41] and recommendations provided by the NCHRP Report 871 [42]. First, the HMA was produced and cooled to room temperature in a loose state. Then, a short-term aging procedure (4 h, 135 °C) was conducted on loose HMA using an oven. The long-term aging procedure (5 days, 95 °C) was conducted on loose asphalt mixtures that had undergone the short-term aging procedure. The three kinds of loose asphalt mixtures (unaged, with short-term aging and with long-term aging) are regarded as artificial RAP with different levels of oxidation, prepared for the preheating and compaction procedure.
- RA binder recovery
The 20-11100 asphalt mixture analyzer and R-215 rotary evaporator were used in this study to extract and recover the RA binder from RAP following the standard procedure (T 0722, 1993) [41] and (T 0727, 2011) [41]. Considering that a small amount of mineral powder still remains in the extract, a laboratory centrifuge was used to separate the mineral powder before the evaporation.
- Inspection of aging
Before studying the influence of aging on the activation of RA binder, the oxidation levels of artificial RA binder need to be verified. In this study, the stiffness of artificial RA binder in different aging conditions was tested and compared using the dynamic shear rheometer (DSR) test. In addition, gel permeation chromatography (GPC) and Fourier-transform infrared spectroscopy (FTIR) tests were also conducted on SBS-modified binder. To verify the aging of artificial RA binder, six kinds of loose RAP-Art were prepared especially for asphalt tests given different aging conditions (i.e., unaged; aged at 135 °C for 4 h; aged at 95 °C for 1 day, 3 days or 5 days; and 8 days after short-term aging).
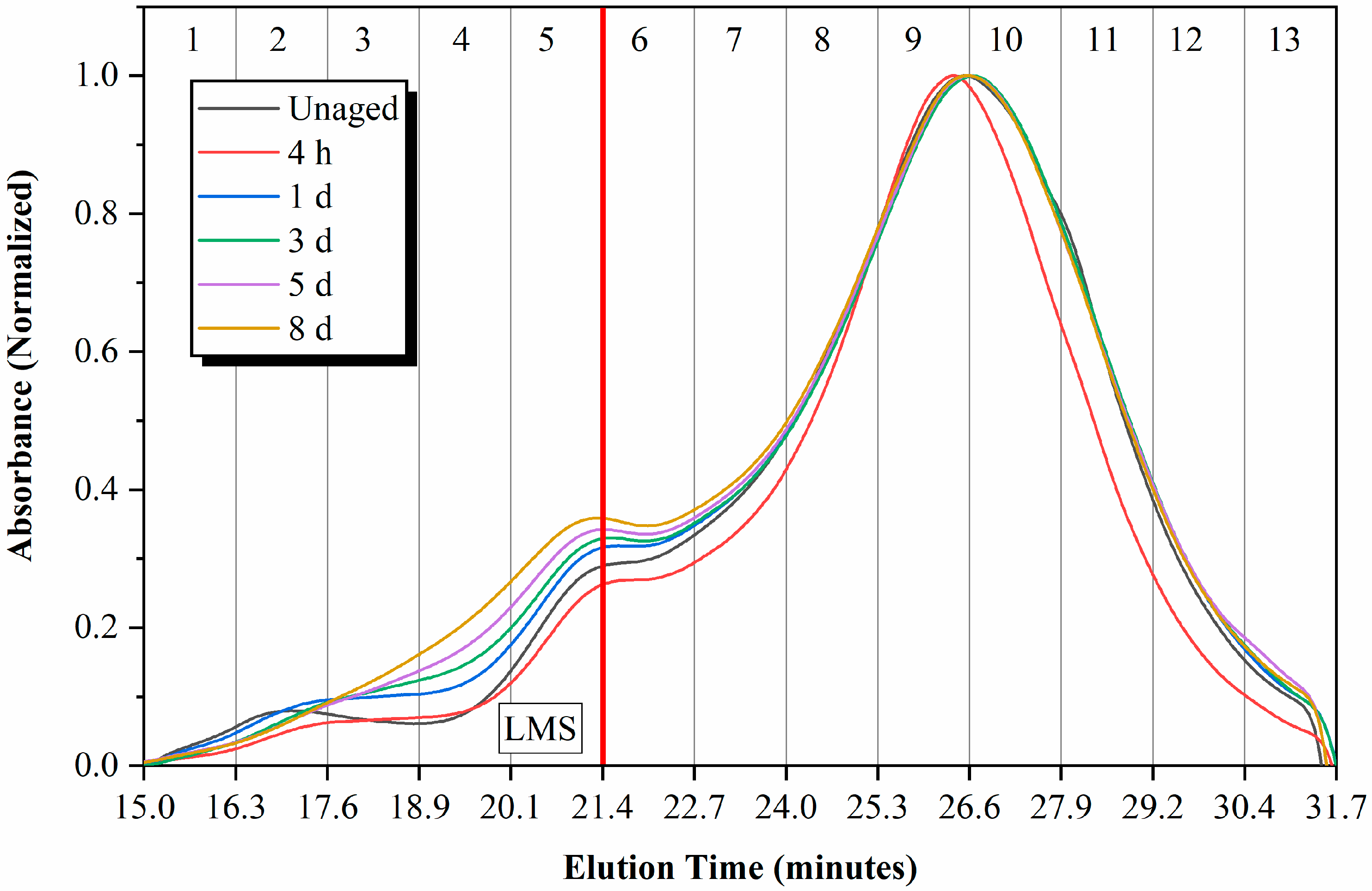
In the GPC tests, according to previous studies [43], the large molecular size (LMS) of RA binder shows an increase due to aging, and the percentage of LMS is usually used to indicate the aging of asphalt binder [44,45]. In this study, the chromatogram was divided into 13 slices, and the first 5 slices of chromatogram were used to determine the percentage of LMS, reflecting the aging of RA binder.
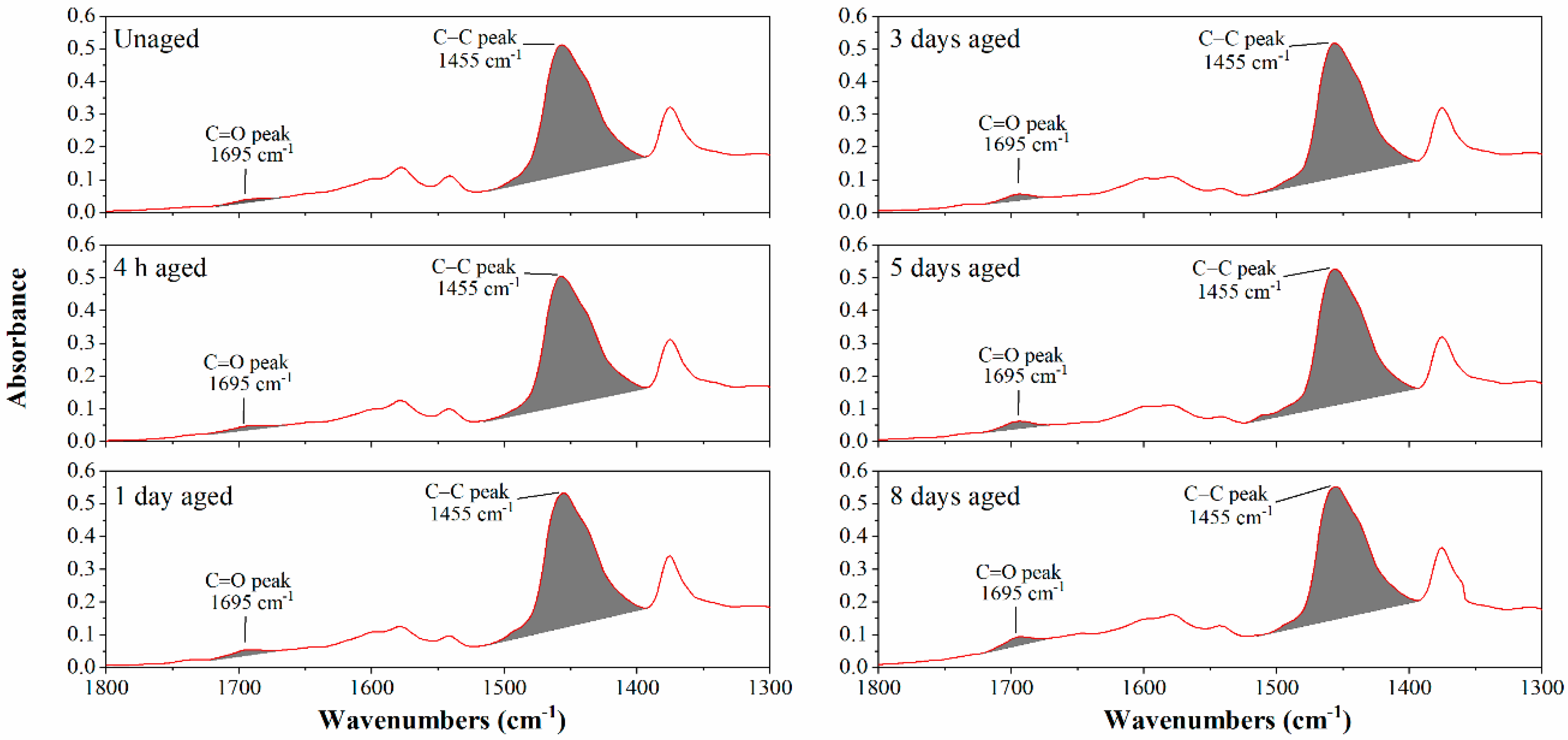
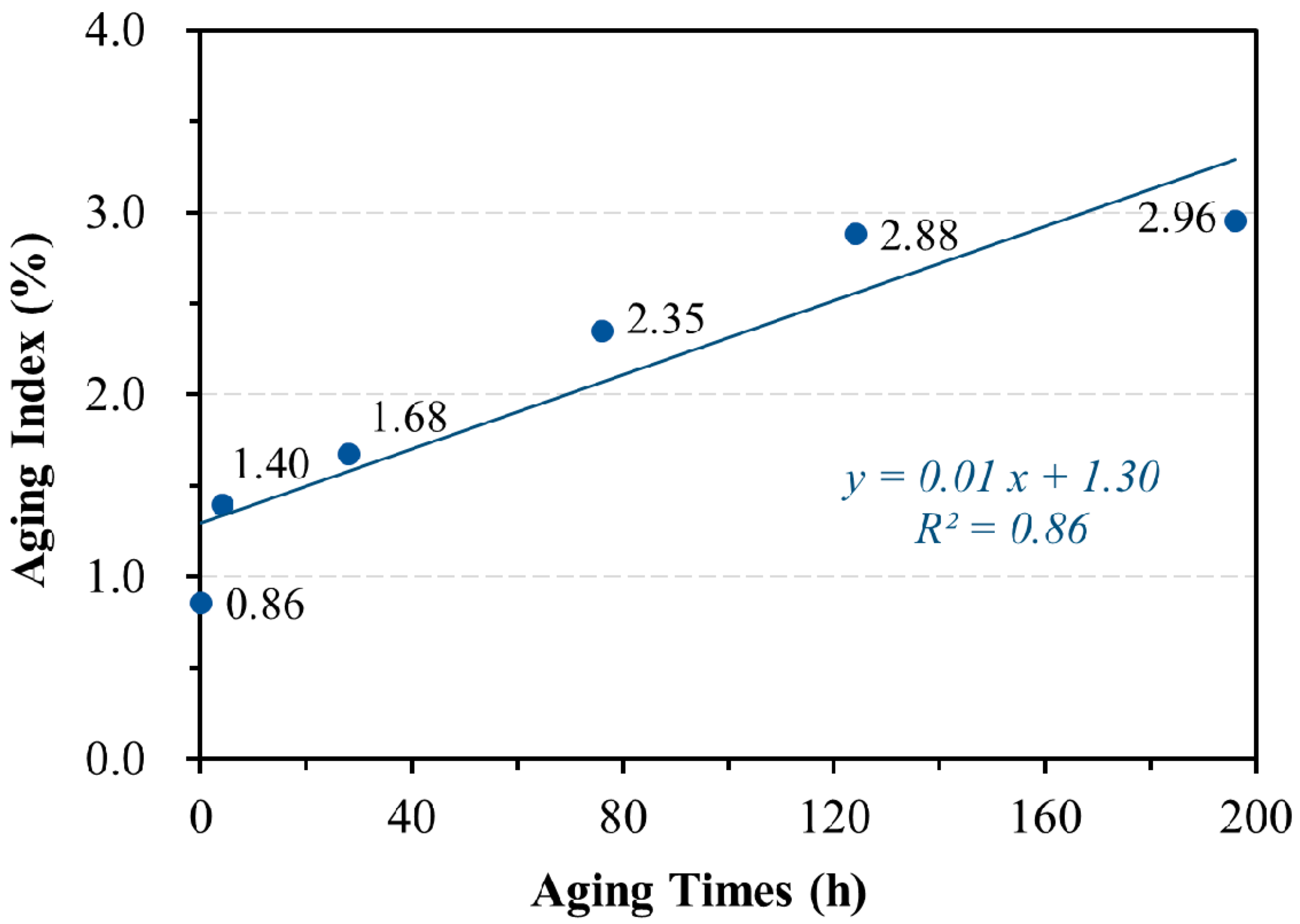
Based on the FTIR spectrum, the carbonyl (C=O) band occurring at the wavelength of 1695 cm−1 and the saturated C-C vibration band at 1455 cm−1 are commonly used to study the oxidation of asphalt binder [19,44,46]. During the oxidation process, the carbonyl (C=O) band grows, while the saturated C-C band remains relatively constant. In this study, the ratio of the area beneath the C=O and C-C peaks, called the aging index (AI), was used to compare the level of oxidation in asphalt binder under different aging conditions.
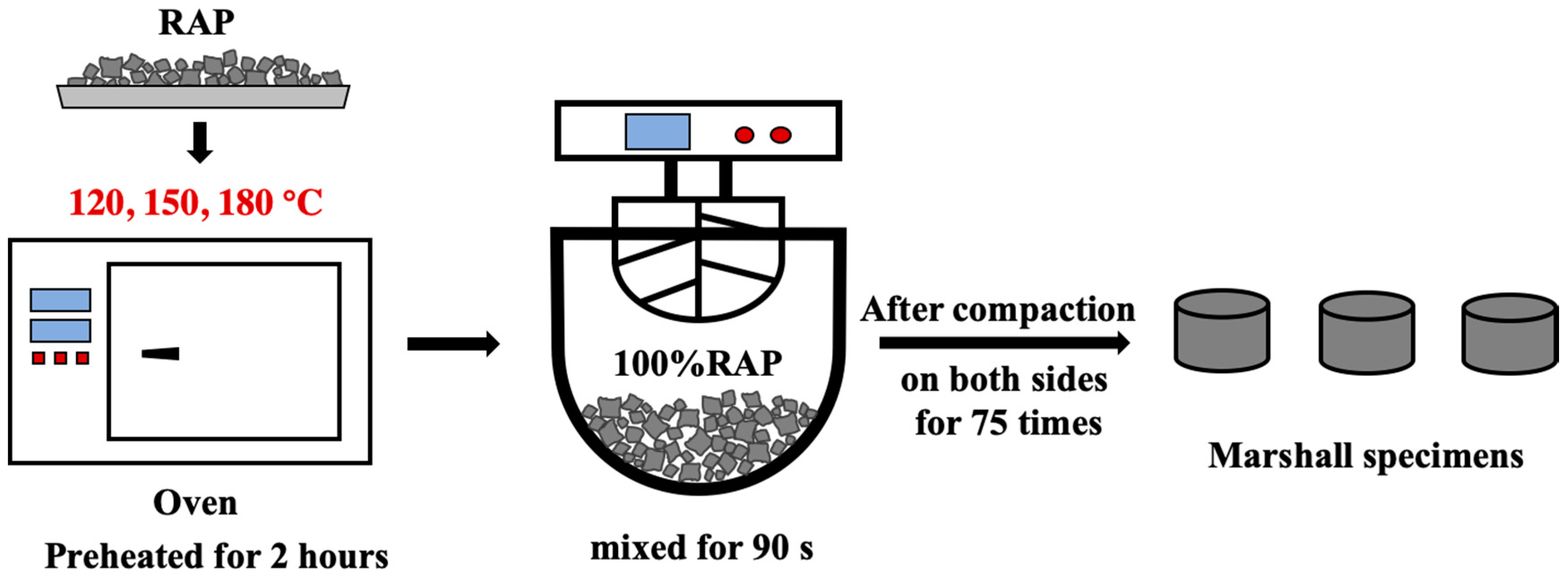
3.2.2. Preheating and Compaction Procedure
By preheating, the RA binder in the RAP will be activated and show a tendency to a fluid state, making it softer and easier to blend with other materials. In order to study the activation of RA binder in the preheating stage, RAP was preheated and compacted to produce specimens with 100% RAP. The procedure of preheating, mixing and compaction is shown in Figure 2. First, the RAP needs to be preheated in the oven at different temperatures (i.e., 180 °C, 150 °C and 120 °C) for 2 h, and then mixed for 90 s at the same temperature as the preheating temperature. Then, the 100% RA mixture was compacted using a Marshall compactor following the standard procedure (T 0702, 2011) [41].
3.2.3. Properties of Specimens with 100% RAP
Previous studies have found that the ITS values at 25 °C from the indirect tensile test (ITT) have a good correlation with the activation degree of RA binder [28,38]. This study performed some other test methods (i.e., Marshall stability, 15 °C splitting tensile strength, −10 °C splitting tensile strength and freeze–thaw splitting tensile strength ratio) to see if similar conclusions can be drawn. This study is regarded as an initial stage of research, with the purpose being to pave the way for future research. Therefore, only the volumetric and basic mechanical properties of specimens with 100% RAP were tested and used to indicate the activation of RA binder.
The influence of preheating temperature on the activation of RA binder was the primary objective of this study. In order to explore the effect of increasing temperature on the improvement of binder activation, three sources of RAP (RAP-A, RAP-B and RAP-C) and three preheating temperatures (180 °C, 150 °C and 120 °C) were used. For RAP-A, three lower preheating temperatures (90 °C, 60 °C and 30 °C) were also implemented to study the influence of preheating temperature on binder activation in a larger temperature range.
The influence of aging of RA binder is another key concern in this study. In general, the stiffness of RA binder obtained from the old pavement tends to be higher than that of the virgin binder. As the viscosity of asphalt is related to aging, the adhesive properties and coating ability of aged asphalt binder will also be affected. In this study, three kinds of artificial RAP with different aging conditions (unaged, with short-term aging and with long-term aging) were preheated at two temperatures (120 °C and 180 °C) to evaluate the influence of aging on binder activation.
4. Results
4.1. Influence of Preheating Temperature
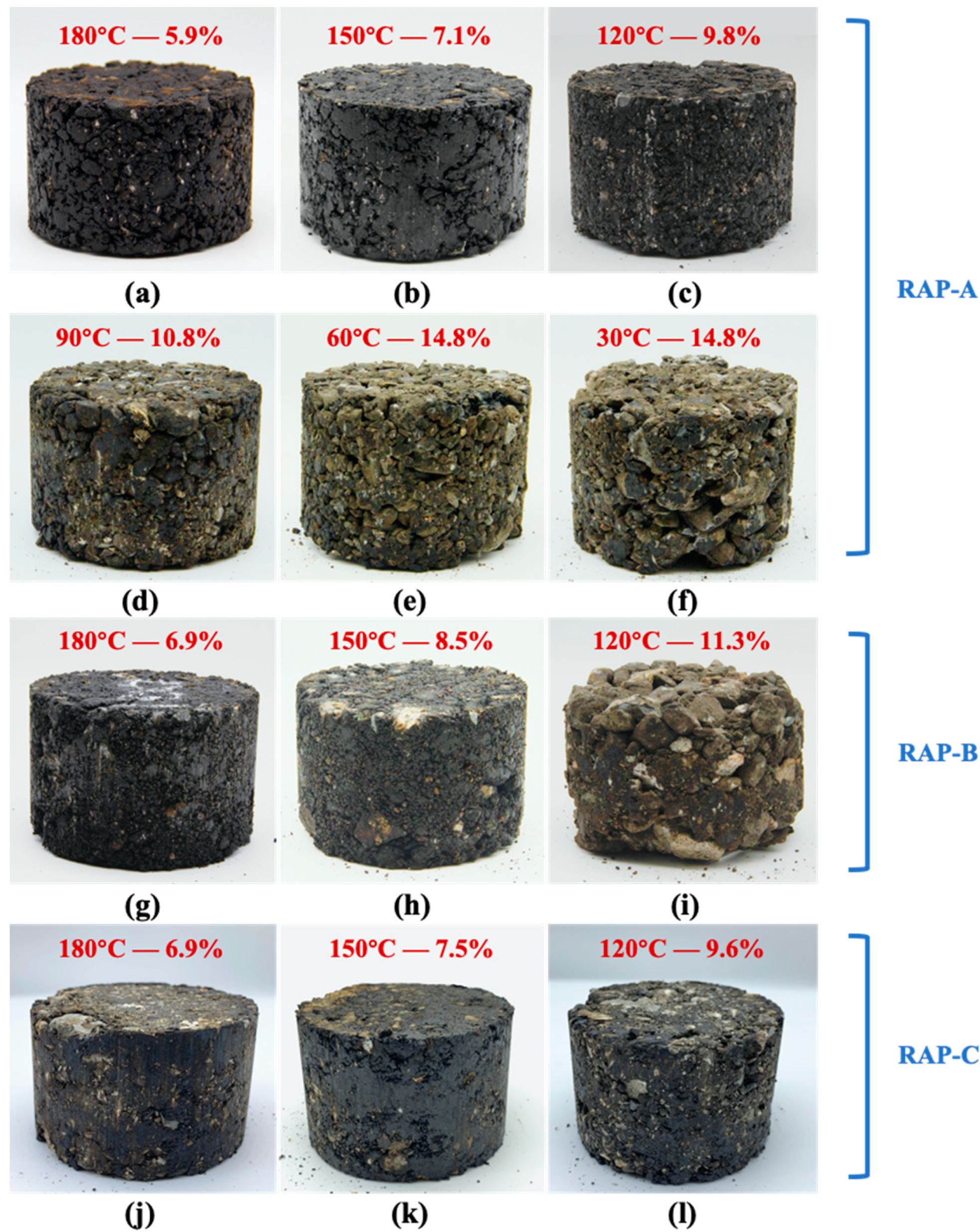
Figure 3 shows the specimens of three sources of RAP preheated at different temperatures and their air voids. The results show that the air voids of specimens increase significantly with the decrease of preheating temperature regardless of the RAP source. Figure 3a–f shows the specimens of RAP-A preheated at six temperatures from 180 °C to 30 °C. As the preheating temperature decreased from 180 °C to 30 °C, the appearance of the specimens changed from good to bad. Looseness and spalling appeared in specimens with low preheating temperatures (i.e., 90 °C, 60 °C and 30 °C), which means that the activation effect of RA binder is poor in these conditions. In addition, due to the poor activation effect, specimens of RAP-B and RAP-C cannot be formed at a preheating temperature lower than 120 °C.
Regarding the preheating temperatures of 150 °C and 180 °C, for all three sources of RAP, no obvious difference was found in the appearance of the specimens at the two temperatures. However, compared with the compaction effect at 150 °C and 180 °C, the compaction effect of all the RAP-B specimens decreased significantly at 120 °C (Figure 3i) and the increase in air voids was greater than that of RAP-A and RAP-C.
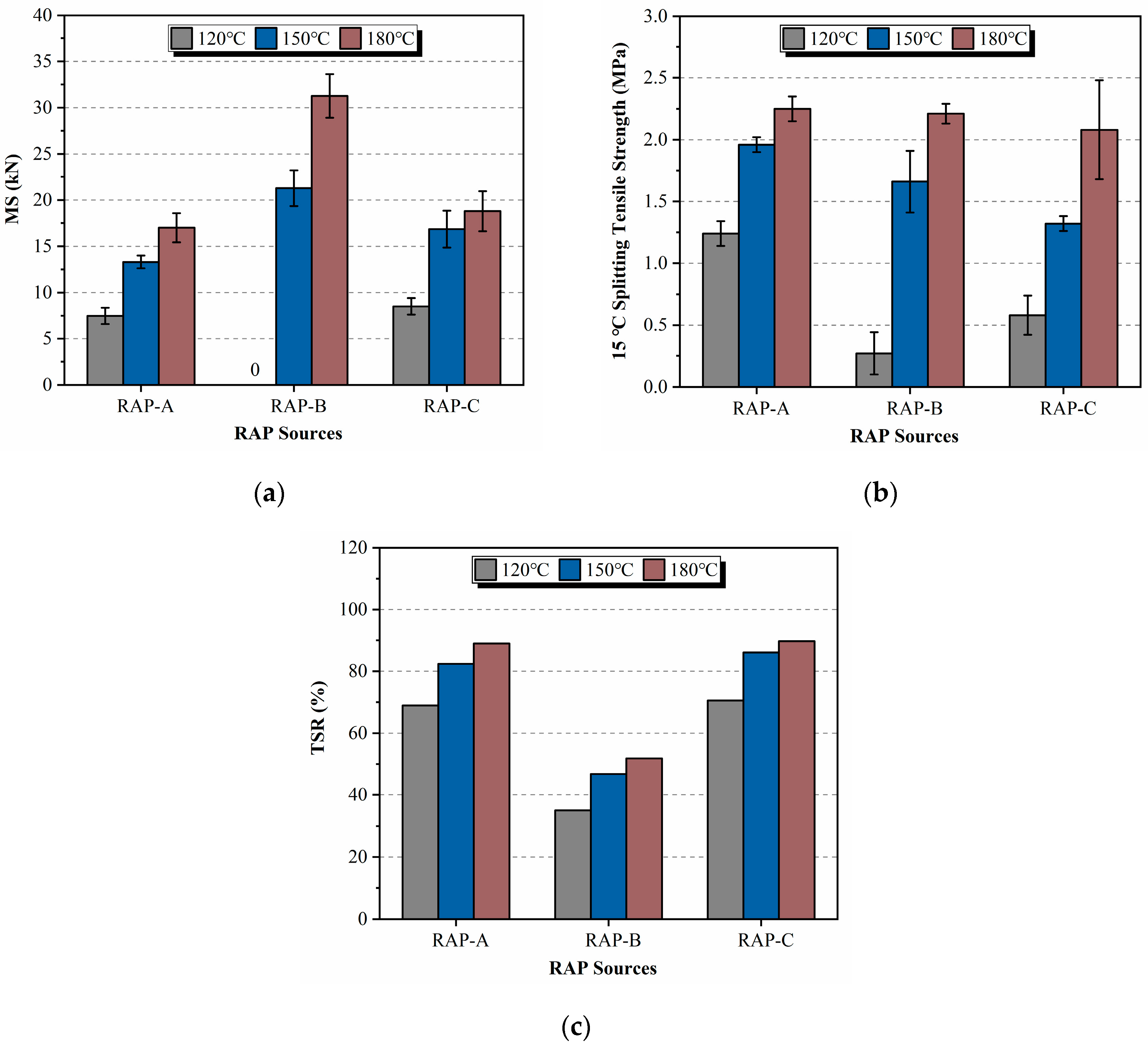
Figure 4a–c shows the results for Marshall stability (MS), splitting tensile strength at 15 °C and tensile strength ratio (TSR) of specimens with 100% RAP. According to the results, it is clear that increasing preheating temperature improves the mechanical properties of specimens. Moreover, the influence of preheating temperature is significant for all the sources of RAP. Regarding the splitting tensile strength, the RAP preheated at 180 °C presented a high and similar value for all three RAP sources, where the RA binder seemed to be highly activated regardless of the RAP source. Compared to the results at 150 °C, all the RAP preheated at 120 °C presented a sharp decrease in MS values and splitting tensile strength, indicating a poor activation effect. It can be seen from this comparison that a large amount of RA binder is still not activated at the preheating temperature of 120 °C.
The effect of RA binder activation can be explained in terms of workability and cohesion. On the one hand, high preheating temperature reduces the viscosity of RA binder, resulting in better compaction effect (low air voids). On the other hand, more RA binder is activated by high temperature during the preheating process, increasing the effect of coating and cohesion. Other factors such as the binder stiffness and asphalt content also seem to have an impact on the results. Regarding the TSR results, although increasing the preheating temperature improved the activation of RA binder, the TSR value of RAP-B was lower than those for RAP-A and RAP-C. Moreover, large differences in MS values can also be observed when comparing RAP-B and the other two RAP sources. Therefore, experiments were designed to study the impact of aging of RA binder on the activation.
4.2. Influence of RA Binder Aging
4.2.1. Inspection of Aging
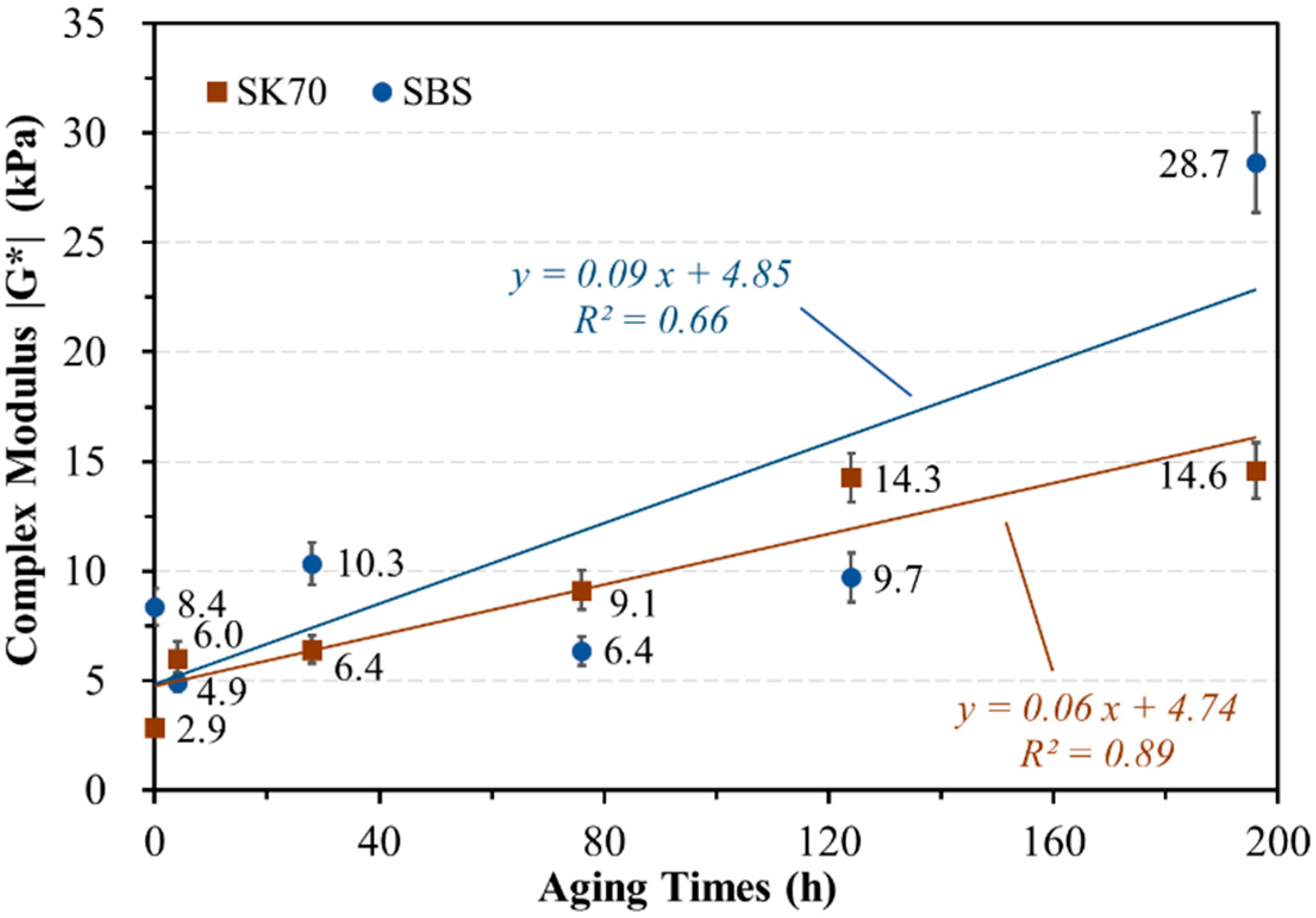
Figure 5 presents the rheological properties of two types (SK70, SBS) of RA-Art binder under different aging times. It can be seen from the results that the complex modulus of RA-Art binder increases with aging time from the unaged (0 h) to the 8 day (196 h)-aged samples. In addition, from the regression results, the value of the complex modulus (|G*|) of SK70 asphalt has a good correlation (R2 = 0.89) with aging time. However, the complex modulus values of SBS binder fluctuate with aging time, which may be related to the degradation of SBS modifier. Therefore, GPC and FTIR tests were conducted on the SBS-modified asphalt based on the molecular and chemical characteristics.
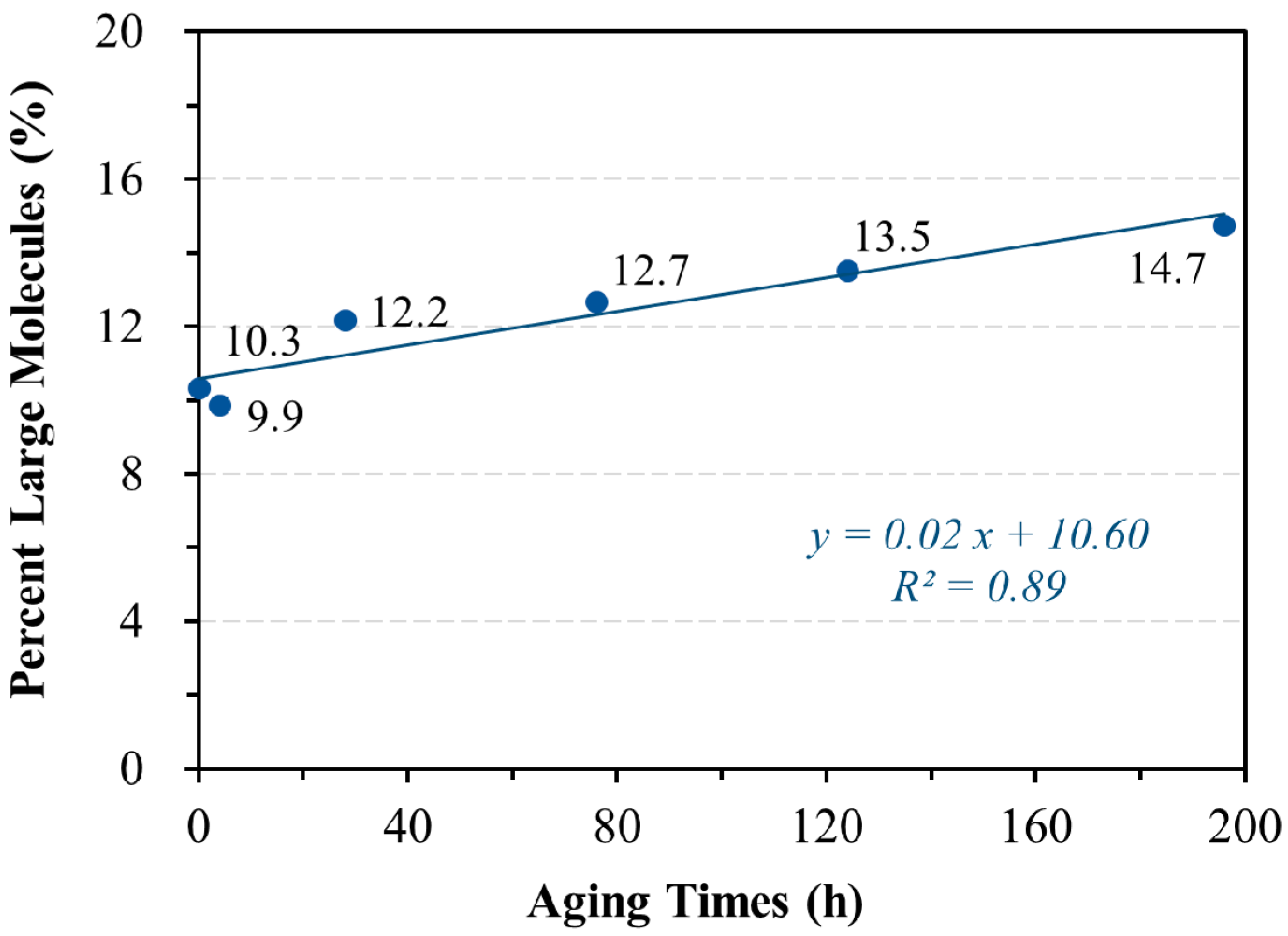
In this study, the chromatogram was evaluated between ~15.0 min and ~31.7 min and was divided into 13 slices, as shown in Figure 6. The first five slices of the chromatogram were used to determine the percentage of LMS, reflecting the aging of RA binder. Figure 7 shows the LMS% of artificial RA binder with different aging times. The LMS% increases with the aging time ranging from 10.3% to 14.7%, except for the results of 4 h-aged binder. The data yields a linear trend (R2 = 0.89), which is attributed to the oxidation during the asphalt mixture aging process.
The FTIR spectrum of SBS-modified binder is shown in Figure 8. The value of A1695/A1455, called the aging index (AI), is shown in Figure 9. The FTIR evaluation of artificial RA binder found similar results to that of the GPC. The AI gradually increases with the aging time with a good correlation (R2 = 0.86). The AI ratios of unaged (0 h), 4 h-aged and 5 day (124 h)-aged binder were 0.86%, 1.40% and 2.88%, respectively, showing an increasing trend with the aging times. It also indicates that the SBS-modified binder in the mixtures was aged to different degrees during the aging process.
4.2.2. Evaluation of Binder Activation
Due to the results shown in the previous section, two preheating temperatures (120 °C and 180 °C) were chosen to activate the RA binder, representing the low and high preheating temperature conditions, respectively. The activation of two types (SK70 and SBS) of asphalt binder under three aging conditions (unaged, with 4 h (short-term) aging and with 5 day (long-term) aging) were considered in this section. Considering that the aging of RA binder may have significant impacts on the low-temperature performance of mixture, the Marshall stability test was replaced by the splitting strength test at −10 °C.
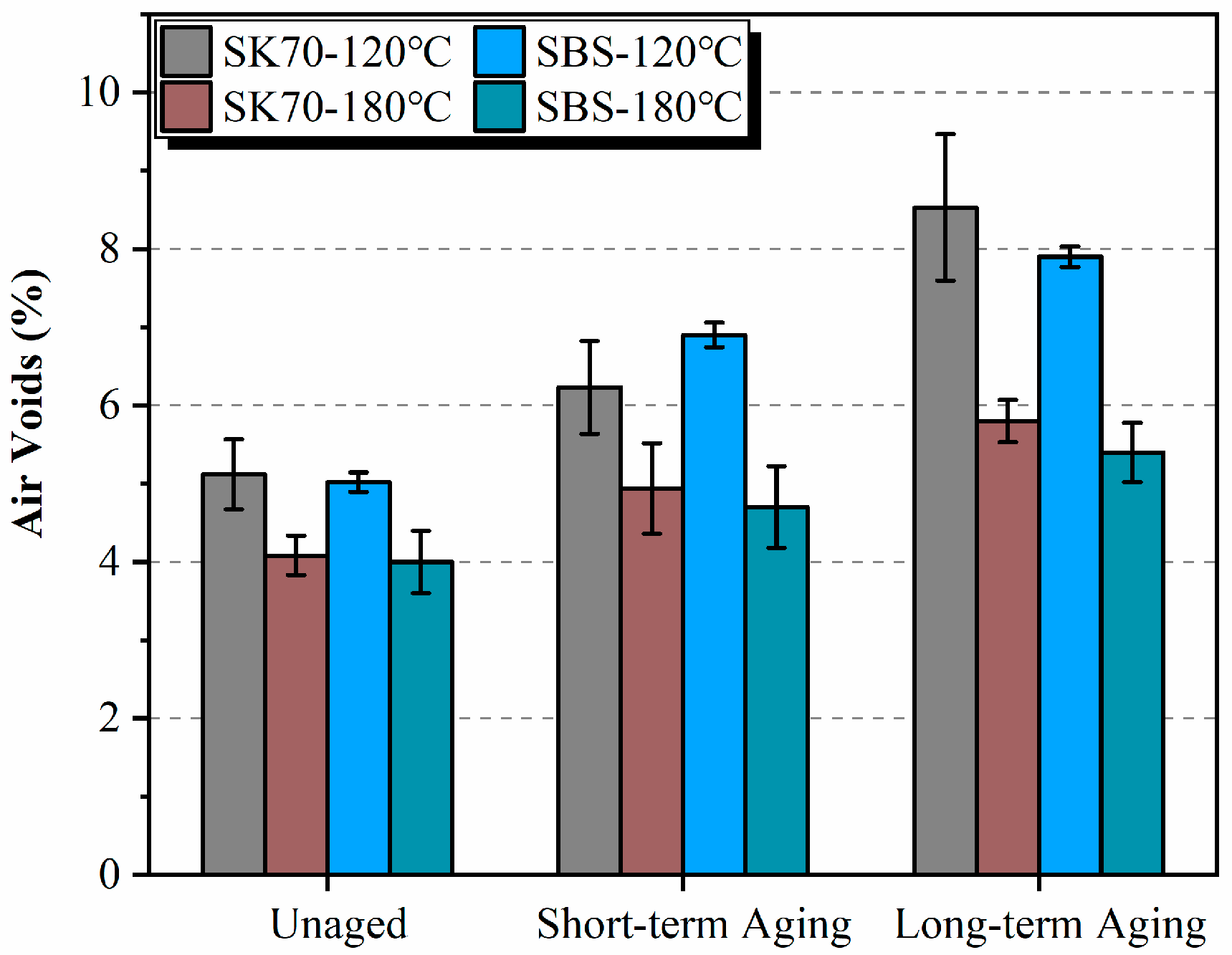
The air voids as a function of aging and preheating temperature for the two types of mixture (SK70 and SBS) are shown in Figure 10. It can be seen from the results that a higher level of oxidation leads to an increase of air voids regardless of the preheating temperature and binder type. This is because the RA binder with higher stiffness is difficult to soften and contributes less to compaction.
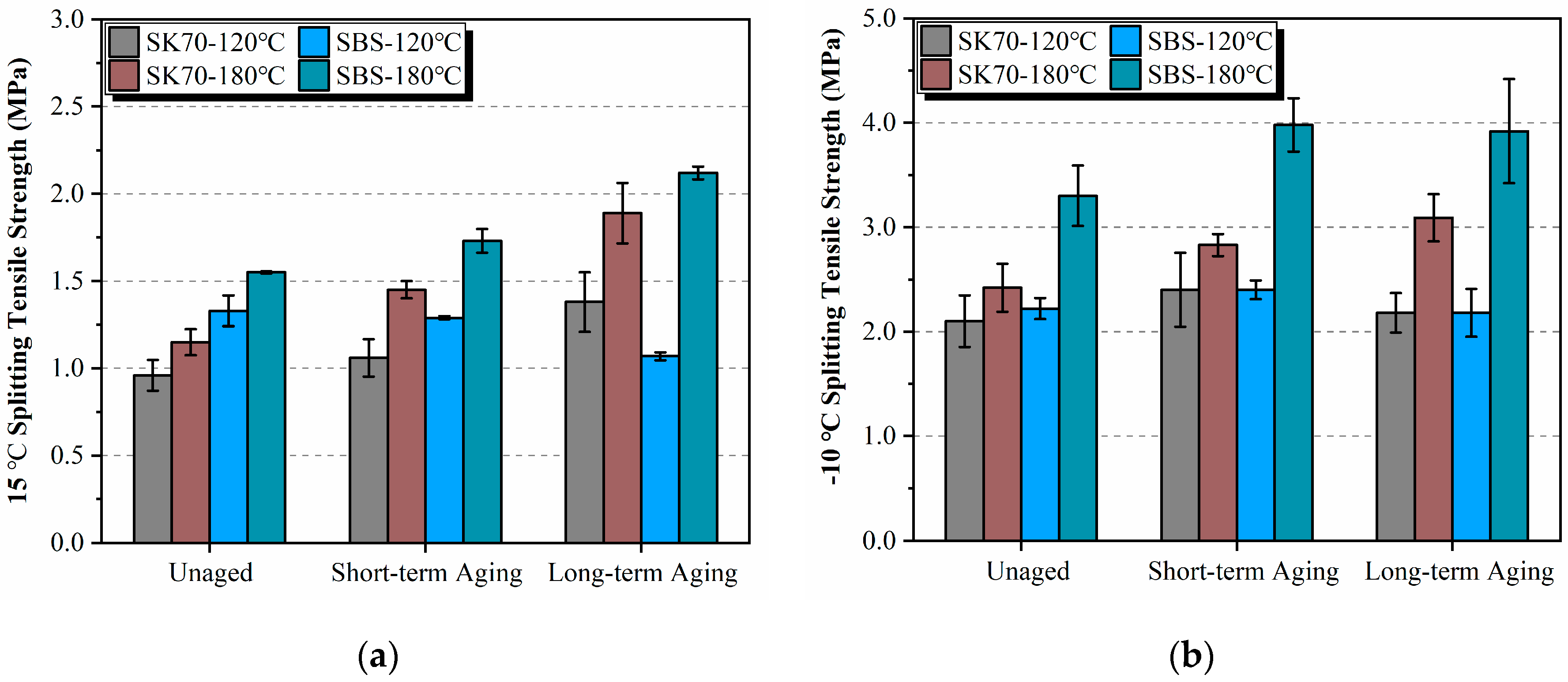
Figure 11a presents the splitting tensile strength results of specimens tested at 15 °C. It can be seen from the results that when the preheating temperature is 180 °C, the splitting tensile strength increases with the increase of oxidation level regardless of the binder type. It seems that aging does not show any negative influence on the activation of RA binder preheated at 180 °C, which also means that preheating temperature has a significant impact on the activation of RA binder.
The strength of the two types of specimens at 120 °C showed different trends, where the strength of SK70 increased while the strength of SBS decreased. It seems that the aging of RA binder not only indirectly affects the strength by affecting activation, but also directly affects the strength. However, it was found that the difference in splitting tensile strength between 120 °C and 180 °C had a tendency to become larger when the degree of aging of the RA binder increased. For the SK70 binder with no aging (unaged), short-term aging and long-term aging, the splitting tensile strength at 120 °C was 16.5%, 26.9% and 39.2% lower, respectively, than that at 180 °C. For the SBS-modified binder, the corresponding percentage decreases were 14.2%, 25.4% and 49.5%, respectively. This would imply that aging has an adverse effect on the activation of RA binder preheated at 120 °C.
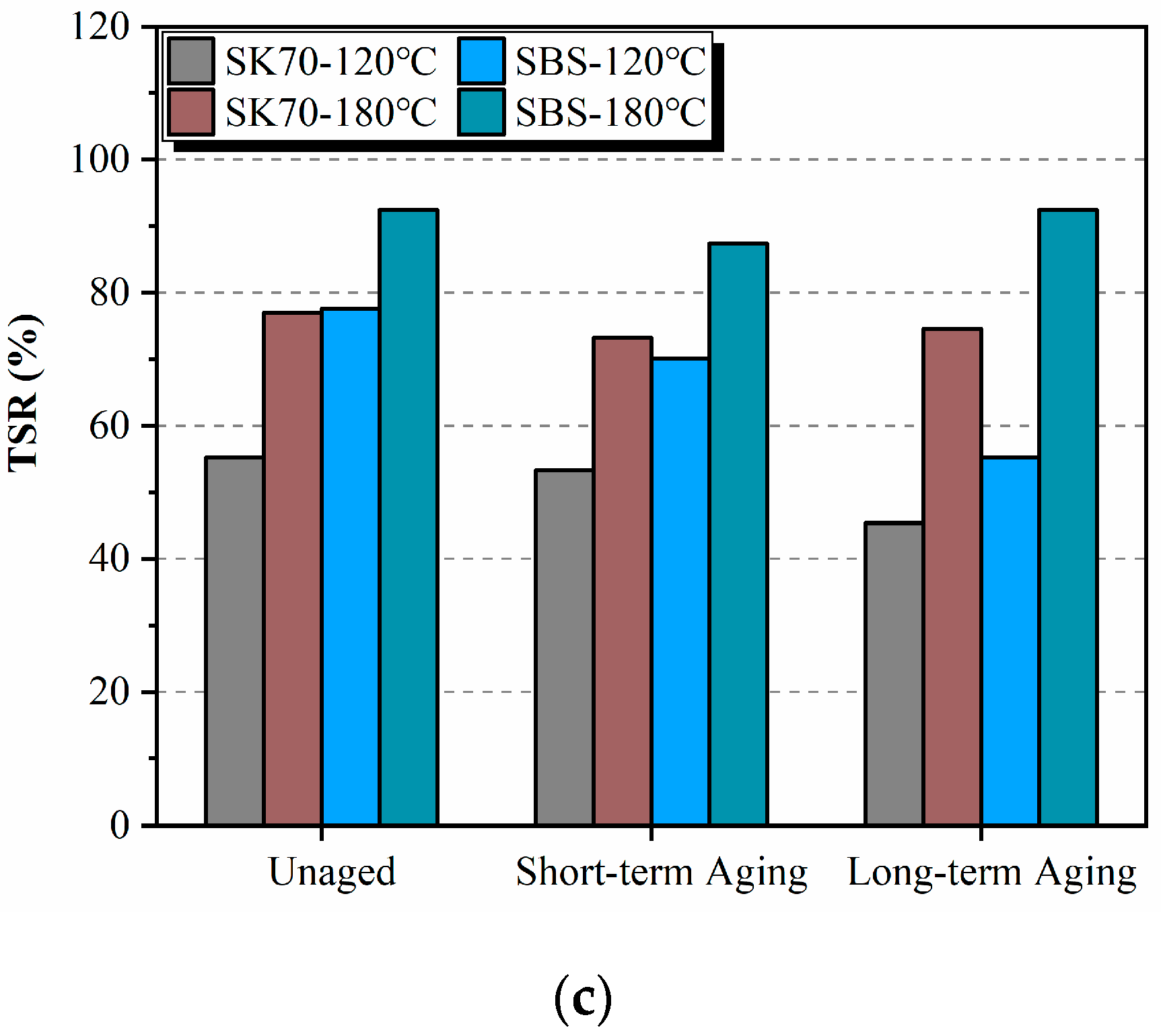
Similar tendencies were observed from the results of splitting tensile strength tested at −10 °C and TSR, as shown in Figure 11b,c. Regardless of the asphalt type, the TSR values of the specimens preheated at 180 °C were relatively high and stable. However, the TSR values at 120 °C decreased with the increase of oxidation level, indicating the decrease of binder activation.
5. Conclusions
This paper aims at evaluating the effects of preheating temperature and binder aging on the activation of RA binder. On the basis of the results shown in the paper, the following conclusions can be drawn:
- Since the air voids and splitting tensile strength at 15 °C results are easy to obtain and presented a good correlation with binder activation in this study, it is recommended to use the two indicators to measure the activation of RA binder.
- The preheating temperature was found to have a significant effect on the activation of RA binder. As the preheating temperature increases to 180 °C, RA binder from all the sources can be highly activated. However, the strength of specimens decreased significantly at 120 °C, indicating that the activation degree of RA binder is quite low under the limiting preheating temperature (120 °C) of RAP according to the standard. In the current preheating method used for RAP, most of the RA binder is not activated.
- The artificial RAP produced through the accelerated aging method can be used to represent RAP with different oxidation levels and investigate the influence of aging on binder activation. Regarding the RAP preheated at a high temperature (180 °C), the aging of RA binder does not show any negative effect on binder activation. However, when the preheating temperature is low (120 °C), the aging of RA binder shows a significant adverse effect on binder activation. According to the presented test results, it is recommended to increase the preheating temperature of RAP during the production process to improve the activation of RA binder, especially when the oxidation level of RA binder is high.
Author Contributions
Conceptualization, L.L.; methodology, L.L. and Y.M.; validation, Y.M.; formal analysis, L.L. and Y.M.; investigation, L.L. and Y.M.; resources, L.L.; data curation, Y.M.; writing—original draft preparation, Y.M.; writing—review and editing, L.L. and Y.M.; visualization, Y.M.; supervision, L.L.; project administration, L.L.; funding acquisition, L.L. All authors have read and agreed to the published version of the manuscript.
Funding
The authors gratefully acknowledge the financial support obtained from the National Natural Science Foundation of China (Project No. 51778483).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Alqadi, I.L.; Elseifi, M.; Carpenter, S. Reclaimed Asphalt Pavement–A Literature Review; Technical Report for Illinois Center for Transportation; Technical Report No. FHWA-ICT-07-001; University of Illinois at Urbana-Champaign: Champaign, IL, USA, 2007. [Google Scholar]
- Copeland, A. High Reclaimed Asphalt Pavement Use; Technical report for FHWA; Technical Report No. FHWA-HRT-11-057; Federal Highway Administration: Washington, DC, USA, 2011.
- Zaumanis, M.; Mallick, R.B. Review of very high-content reclaimed asphalt use in plant-produced pavements: State of the art. Int. J. Pavement Eng. 2015, 16, 39–55. [Google Scholar] [CrossRef]
- Haghshenas, H.F.; Kim, Y.R.; Nxengiyumya, G.; Kommidi, S.R. Research on High-RAP Asphalt Mixtures with Rejuvenators–Phase II; Report No. SPR-1(18) M070; University of Nebraska: Lincoln, NE, USA, 2019. [Google Scholar]
- Gonzalo-Orden, H.; Linares-Unamunzaga, A.; Pérez-Acebo, H.; Díaz-Minguela, J. Advances in the Study of the Behavior of Full-Depth Reclamation (FDR) with Cement. Appl. Sci. 2019, 9, 3055. [Google Scholar] [CrossRef] [Green Version]
- Fedrigo, W.; Núñez, W.P.; Visser, A.T. A review of full-depth reclamation of pavements with Portland cement: Brazil and abroad. Constr. Build. Mater. 2020, 262, 120540. [Google Scholar] [CrossRef]
- Farina, A.; Zanetti, M.C.; Santagata, E.; Blengini, G.A. Life cycle assessment applied to bituminous mixtures containing recycled materials: Crumb rubber and reclaimed asphalt pavement. Resour. Conserv. Recycl. 2017, 117, 204–212. [Google Scholar] [CrossRef]
- Bressi, S.; Santos, J.; Orešković, M.; Losa, M. A comparative environmental impact analysis of asphalt mixtures containing crumb rubber and reclaimed asphalt pavement using life cycle assessment. Int. J. Pavement Eng. 2019, 1, 1–15. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Bressi, S.; Dumont, A.G.; Partl, M.N. A new laboratory methodology for optimization of mixture design of asphalt concrete containing reclaimed asphalt pavement material. Mater. Struct. 2016, 49, 4975–4990. [Google Scholar] [CrossRef]
- Abed, A.; Thom, N.; Presti, D.L. Design considerations of high RAP-content asphalt produced at reduced temperatures. Mater. Struct. 2018, 51, 91. [Google Scholar] [CrossRef] [Green Version]
- Presti, D.L.; Carrión, A.J.D.B.; Airey, G.; Hajj, E. Towards 100% recycling of reclaimed asphalt in road surface courses: Binder design methodology and case studies. J. Clean. Prod. 2016, 131, 43–51. [Google Scholar] [CrossRef]
- Menegusso Pires, G.; Carrión, A.J.D.B.; Airey, D.; Lo Presti, D. Maximising asphalt recycling in road surface courses: The importance of a preliminary binder design. In Proceedings of the Tenth International Conference on the Bearing Capacity of Roads, Railways and Airfields, Athens, Greece, 28–30 June 2017. [Google Scholar] [CrossRef]
- Lo Presti, D.; Airey, G.; Liberto, M.; Noto, S.; Di Mino, G.; Blasl, A.; Falla, G.; Wellner, F. AllBack2Pave: Towards a sustainable recycling of asphalt in wearing courses. In Proceedings of the AIIT International Congress on Transport Infrastructure and Systems, Rome, Italy, 10–12 April 2017. [Google Scholar] [CrossRef]
- Kennedy, T.W.; Tam, W.O.; Solaimanian, M. Optimizing Use of Reclaimed Asphalt Pavement with the Superpave System. Asph. Paving Technol. 1998, 67, 311–333. [Google Scholar]
- Mcdaniel, R.S.; Soleymani, H.; Anderson, R.M.; Turner, P.; Peterson, R. Recommended Use of Reclaimed Asphalt Pavement in the Superpave Mix Design Method; NCHRP Report 452; Transportation Research Board National Research Council: Washington, DC, USA, 2000. [Google Scholar]
- Kandhal, P.S.; Mallick, R.B. Pavement Recycling Guidelines for State and Local Governments: Participant’s Reference Book: Chapter 6 Hot-Mix Asphalt Recycling-Drum Plant (Construction Methods and Equipment). 1997. Available online: https://www.fhwa.dot.gov/pavement/recycling/98042/98042.pdf (accessed on 1 October 2020).
- Shirodkar, P.; Mehta, Y.; Nolan, A.; Sonpal, K.; Norton, A.; Tomlinson, C.; Dubois, E.; Sullivan, P.; Sauber, R. A study to determine the degree of partial blending of reclaimed asphalt pavement (RAP) binder for high RAP hot mix asphalt. Constr. Build. Mater. 2011, 25, 150–155. [Google Scholar] [CrossRef]
- Ding, Y.; Huang, B.; Shu, X. Characterizing blending efficiency of plant produced asphalt paving mixtures containing high RAP. Constr. Build. Mater. 2016, 126, 172–178. [Google Scholar] [CrossRef]
- Bowers, B.F.; Moore, J.; Huang, B.; Shu, X. Blending Efficiency of Reclaimed Asphalt Pavement: An Approach Utilizing Rheological Properties and Molecular Weight Distributions. Fuel 2014, 135, 63–68. [Google Scholar] [CrossRef]
- JTG/T 5521-2019: Technical Specifications for Highway Asphalt Pavement Recycling; Ministry of Transport of the People’s Republic of China: Beijing, China, 2019.
- Liu, Y.; Wang, H.; Tighe, S.L.; Zhao, G.; You, Z. Effects of preheating conditions on performance and workability of hot in-place recycled asphalt mixtures. Constr. Build. Mater. 2019, 226, 288–298. [Google Scholar] [CrossRef]
- Alqadi, I.L.; Carpenter, S.H.; Roberts, G.L.; Ozer, H.; Aurangzeb, Q. Investigation of Working Binder in Hot-Mix Asphalt Containing Recycled Asphalt Pavements. In Proceedings of the 88 TRB Annual Meeting, Washington, DC, USA, 11–15 January 2009. [Google Scholar]
- West, R.; Willis, J.R.; Marasteanu, M. Improved Mix Design, Evaluation, and Materials Management Practices for Hot Mix Asphalt with High Reclaimed Asphalt Pavement Content; NCHRP Report 752; Transportation Research Board National Research Council: Washington, DC, USA, 2013. [Google Scholar]
- Alqadi, I.L.; Aurangzeb, Q.; Carpenter, S.H.; Pine, W.J.; Trepanier, J. Impact of High RAP Contents on Structural and Performance Properties of Asphalt Mixtures; Rea. Rep. No. FHWA-ICT-12-002; Illinois Center for Transportation: Urbana, IL, USA, 2012.
- Zaumanis, M.; Mallick, R.B.; Frank, R. Determining optimum rejuvenator dose for asphalt recycling based on Superpave performance grade specifications. Constr. Build. Mater. 2014, 69, 159–166. [Google Scholar] [CrossRef]
- Haghshenas, H.F.; Nabizadeh, H.; Kim, Y.R.; Kommidi, S.R. Research on High-RAP Asphalt Mixtures with Rejuvenators and WMA Additives; Report No. SPR-P1(15) M016; University of Nebraska: Lincoln, NE, USA, 2016. [Google Scholar]
- Menegusso Pires, G.; Lo Presti, D.; Airey, G.D. A practical approach to estimate the degree of binder activity of reclaimed asphalt materials. Road Mater. Pavement Des. 2019, 1–24. [Google Scholar] [CrossRef]
- Lo Presti, D.; Vasconcelos, K.; Oreskovic, M.; Menegusso Pires, G.; Bressi, S. On the degree of binder activity of reclaimed asphalt and degree of blending with recycling agents. Road Mater. Pavement Des. 2019, 1–20. [Google Scholar] [CrossRef]
- Navaro, J.; Bruneau, D.; Drouadaine, I.; Colin, J.; Dony, A.; Cournet, J. Observation and evaluation of the degree of blending of reclaimed asphalt concretes using microscopy image analysis. Constr. Build. Mater. 2012, 37, 135–143. [Google Scholar] [CrossRef]
- Gaspar, M.; Vasconcelos, K.; Lopes, M.; Bemucci, L. Evaluation of Binder Blending on Warm Mix Recycling. In Proceedings of the 2018 ISAP Conference, Fortaleza, Brazil, 19–22 June 2018. [Google Scholar]
- Yu, S.; Shen, S.; Zhang, C.; Zhang, W.; Jia, X. Evaluation of the Blending Effectiveness of Reclaimed Asphalt Pavement Binder. J. Mater. Civ. Eng. 2017, 29, 04017230. [Google Scholar] [CrossRef]
- Sreeram, A.; Leng, Z.; Zhang, Y.; Padhan, R. Evaluation of RAP binder mobilisation and blending efficiency in bituminous mixtures: An approach using ATR-FTIR and artificial aggregate. Constr. Build. Mater. 2018, 179, 245–253. [Google Scholar] [CrossRef]
- Booshehrian, A.; Mogawer, W.S.; Bonaquist, R. How to Construct an Asphalt Binder Master Curve and Assess the Degree of Blending between RAP and Virgin Binders. J. Mater. Civ. Eng. 2013, 25, 1813–1821. [Google Scholar] [CrossRef]
- Zhao, S.; Huang, B.; Shu, X.; Woods, M. Quantitative evaluation of blending and diffusion in high RAP and RAS mixtures. Mater. Des. 2016, 89, 1161–1170. [Google Scholar] [CrossRef]
- Oreskovic, M.; Menegusso Pires, G.; Bressi, S.; Vasconcelos, K.; Lo Presti, D. Quantitative assessment of the parameters linked to the blending between reclaimed asphalt binder and recycling agent: A literature review. Constr. Build. Mater. 2020, 234. [Google Scholar] [CrossRef]
- Huang, B.; Li, G.; Vukosavljevic, D.; Shu, X.; Egan, B. Laboratory Investigation of Mixing Hot-Mix Asphalt with Reclaimed Asphalt Pavement. Transp. Res. Rec. J. Transp. Res. Board 2005, 1929, 37–45. [Google Scholar] [CrossRef]
- Camper, L. Herwonne Asfalt: Hoe Effektief is Verouderde Bitumen in Bitumen Stabliliseerde Materiale? Bachelor’s Thesis, University of Stellenbosch, Stellenbosch, South Africa, 2012. [Google Scholar]
- Wu, J. The Influence of Mineral Aggregates and Binder Volumetrics on Bitumen Ageing. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2009. [Google Scholar]
- Zhang, K.; Wen, H.; Hobbs, A. Laboratory Tests and Numerical Simulations of Mixing Superheated Virgin Aggregate with Reclaimed Asphalt Pavement Materials. Transp. Res. Rec. J. Transp. Res. Board 2015, 2506, 62–71. [Google Scholar] [CrossRef]
- JTG E20-2011: Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering; Ministry of Transport of the People’s Republic of China: Beijing, China, 2011.
- Kim, Y.R.; Castorena, C.; Elwardany, M.D.; Rad, F.Y.; Underwood, S.; Akshay, G.; Gudipudi, P.; Farrar, M.J.; Glaser, R.R. Long-Term Aging of Asphalt Mixtures for Performance Testing and Prediction; NCHRP Report 871; The National Academies Press: Washington, DC, USA, 2018. [Google Scholar]
- Zhao, S.; Huang, B.; Shu, X.; Woods, M.E. Quantitative Characterization of Binder Blending: How Much Recycled Binder is Mobilized during Blending? Transp. Res. Rec. J. Transp. Res. Board 2015, 2506, 72–80. [Google Scholar] [CrossRef]
- Bowers, B.; Huang, B.; Shu, X.; Miller, B. Investigation of Reclaimed Asphalt Pavement Blending Efficiency through GPC and FTIR. Constr. Build. Mater. 2014, 50, 517. [Google Scholar] [CrossRef]
- Zhao, S.; Bowers, B.; Huang, B.; Shu, X. Characterizing Rheological Properties of Binder and Blending Efficiency of Asphalt Paving Mixtures Containing RAS through GPC. J. Mater. Civ. Eng. 2014, 26, 941–946. [Google Scholar] [CrossRef]
- Qtaish, A.; Nazzal, L.; Abbas, A.; Kaya, S.; Akinbowale, S.; Arefin, M.S.; Kim, S.-S. Micromechanical and Chemical Characterization of Foamed Warm-Mix Asphalt Aging. J. Mater. Civ. Eng. 2018, 30. [Google Scholar] [CrossRef]
Figure 1.
The asphalt content, gradations of reclaimed asphalt pavement (RAP) and extracted RAP aggregates of (a) RAP-A, (b) RAP-B and (c) RAP-C. Percentage passing (%) is the percentage by mass of material passing a sieve of a selected size (mm).
Figure 1.
The asphalt content, gradations of reclaimed asphalt pavement (RAP) and extracted RAP aggregates of (a) RAP-A, (b) RAP-B and (c) RAP-C. Percentage passing (%) is the percentage by mass of material passing a sieve of a selected size (mm).

Figure 2.
Preheating, mixing and compaction procedure.

Figure 3.
Specimens of three sources of RAP preheated at different temperatures. (a) RAP-A preheated at 180 °C; (b) RAP-A preheated at 150 °C; (c) RAP-A preheated at 120 °C; (d) RAP-A preheated at 90 °C; (e) RAP-A preheated at 60 °C; (f) RAP-A preheated at 30 °C; (g) RAP-B preheated at 180 °C; (h) RAP-B preheated at 150 °C; (i) RAP-B preheated at 120 °C; (j) RAP-C preheated at 180 °C; (k) RAP-C preheated at 150 °C; (l) RAP-C preheated at 120 °C.
Figure 3.
Specimens of three sources of RAP preheated at different temperatures. (a) RAP-A preheated at 180 °C; (b) RAP-A preheated at 150 °C; (c) RAP-A preheated at 120 °C; (d) RAP-A preheated at 90 °C; (e) RAP-A preheated at 60 °C; (f) RAP-A preheated at 30 °C; (g) RAP-B preheated at 180 °C; (h) RAP-B preheated at 150 °C; (i) RAP-B preheated at 120 °C; (j) RAP-C preheated at 180 °C; (k) RAP-C preheated at 150 °C; (l) RAP-C preheated at 120 °C.

Figure 4.
Test results of three RAP sources and three preheating temperatures. (a) Marshall stability (MS); (b) Splitting tensile strength (15 °C); (c) Tensile strength ratio (TSR).
Figure 4.
Test results of three RAP sources and three preheating temperatures. (a) Marshall stability (MS); (b) Splitting tensile strength (15 °C); (c) Tensile strength ratio (TSR).

Figure 5.
Complex modulus at 58 °C for two types of recovered binder (SK70, SBS) from the dynamic shear rheometer test.
Figure 5.
Complex modulus at 58 °C for two types of recovered binder (SK70, SBS) from the dynamic shear rheometer test.

Figure 6.
Gel permeation chromatography (GPC) chromatograms for recovered styrene–butadiene–styrene (SBS) binder based on elution time.
Figure 6.
Gel permeation chromatography (GPC) chromatograms for recovered styrene–butadiene–styrene (SBS) binder based on elution time.

Figure 7.
Percent of large molecules for recovered SBS binder with different aging times.

Figure 8.
Area under carbonyl and saturated C-C peaks in FTIR spectra for recovered SBS binder with different aging times.
Figure 8.
Area under carbonyl and saturated C-C peaks in FTIR spectra for recovered SBS binder with different aging times.

Figure 9.
Aging index for recovered SBS binder with different aging times.

Figure 10.
Air voids of specimens with different aging conditions.

Figure 11.
Test results of different asphalt types and different aging conditions. (a) Splitting tensile strength (15 °C); (b) Splitting tensile strength (−10 °C); (c) Tensile strength ratio (TSR).
Figure 11.
Test results of different asphalt types and different aging conditions. (a) Splitting tensile strength (15 °C); (b) Splitting tensile strength (−10 °C); (c) Tensile strength ratio (TSR).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Characteristics of RA binder.
| Index | Unit | Test Results | ||
|---|---|---|---|---|
| RA-A | RA-B | RA-C | ||
| Softening point (Ring and Ball Test) | °C | 67.0 | 83.5 | 64.2 |
| Penetration (25 °C, 100 g, 5 s) | 0.1 mm | 30.0 | 21.1 | 26.6 |
| Ductility (15 °C, 5 cm/min) | cm | 8.0 | 0 | 12.3 |
RA-A, RA-B and RA-C are recovered from RAP-A, RAP-B and RAP-C, respectively.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Meng, Y.; Liu, L. Impact of Preheating Temperatures and RAP Characteristics on the Activation of RAP Binder. Appl. Sci. 2020, 10, 8378. https://0-doi-org.brum.beds.ac.uk/10.3390/app10238378
AMA Style
Meng Y, Liu L. Impact of Preheating Temperatures and RAP Characteristics on the Activation of RAP Binder. Applied Sciences. 2020; 10(23):8378. https://0-doi-org.brum.beds.ac.uk/10.3390/app10238378
Chicago/Turabian StyleMeng, Yifu, and Liping Liu. 2020. "Impact of Preheating Temperatures and RAP Characteristics on the Activation of RAP Binder" Applied Sciences 10, no. 23: 8378. https://0-doi-org.brum.beds.ac.uk/10.3390/app10238378
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.