1. Introduction
The additive fabrication is a common topic in various domains of activity (industry, biology, medicine). The compliance with precision conditions of 3D-printed parts (shape and dimensions tolerances, surface quality, etc.) becomes more and more a critical issue. Their use in some technical applications where precision and accuracy (P&A) are required is severely restricted since, for the present, other manufacturing technologies offer better results. Many studies in engineering and scientific research are focused on ensuring the P&A of 3D printers by error avoidance [
1]. Other studies are involved in experimental research (measurements and data processing) in order to verify and to correct the errors generated by the lack of P&A on 3D printers by error compensation [
1].
There are many issues involved in the appearance of errors in additive fabrication. Not surprisingly, some of them are not related with the 3D printer features (e.g., structure, P&A of kinematics, dynamics, position control, deposition process, temperature, etc.). For example, in [
2] is established that the accuracy of STL (.stl) files (from Standard Tessellation Language or Standard Triangle Language, commonly used by Fused Deposition Modelling on 3D printers) essentially depends on the design of 3D CAD models (six different CAD systems generate STL files with different accuracies). In [
3], is established that the conversion in STL format is done with errors by some CAD software products. The software interface used to drive the printer (slicer software, establishing the way the model is built) is often a source of inaccuracy [
4] when inappropriate values of setting parameters are suggested by the software and accepted by user [
5].
Sometimes the CAD models are generated with errors (and these errors are transferred to the printed object), especially when these models are generated as a virtual copy of a real object, e.g., by imaging, segmentation, and post processing of medical models [
6,
7] or by reverse engineering using a 3D-scanning and design process [
8,
9].
Some sources of errors are related to material deposition during additive manufacturing (e.g., flow properties) as susceptible to random variations [
5]. The effect of print layer height on the accuracy of orthodontic models is considered in [
10]. The effect of orientation (effect of gravity) and the effect of the support are investigated by [
1]. A study on the influence of the accuracy related to size/position of printed benchmarks and the position of working planes on 3D printers is revealed in [
11].The influence on P&A and mechanical properties (measured by tensile test) of a specimen object related to the print position of a specimen object is presented in [
12,
13].
The influence of different common printing technologies on the accuracy of mandibular models was considered in the research results shown in [
14]. The influence of different types of thermoplastic filament materials used in additive fabrication on surface roughness was evaluated in [
15].
The evolution in time of internal material tension, dimension and shape (by aging) as source of errors in 3D printing is a topic studied in [
16]. A simple method to appreciate the P&A of 3D printers (and to calibrate it as well) is the measurement of a printed object (the most common being “#3D Benchy” from Creative Tools) or the quality of a printed structure (e.g.,“#All in one test 3D printer”). In [
17], an insitu measurement method (by the scanning of layers) during the additive manufacturing process is proposed. The use of a coordinate measurement machine is proposed to describe the accuracy of medical models in [
18,
19]) and the optical scanning is mentioned in [
6]). A metrology feedback procedure is used in [
20,
21] to improve the geometrical accuracy by errors compensation using a 3D scanning on sacrificial printed objects.
The displacement errors and the errors of the relative position of movable parts are often related by kinematics of a 3D printer. Frequently, the contouring errors due to axis misalignment (also a relevant topic, investigated in our study) are involved in a bad P&A. The measurement of these errors and their compensation in the computer numerical control system of the printer is a major challenge in improving the additive fabrication performances. Thus, in [
22] is proposed a simple compensation model for kinematic errors based on measurement results done on the printer using a Renishaw QC10 ball bar device (from Renishaw, UK). For the 3D printers based on parallel robotic systems, in [
23,
24] some theoretical kinematic error models useful in automatic compensation are proposed. A volumetric experimental compensation technique for kinematic errors is exposed in [
25]. In order to minimize the tracking errors of desired trajectories, a feed forward control procedure is proposed in [
26].
This brief study of the literature reveals that few reports are focused on non-contact measurement methods of the errors produced by the kinematics of a 3D printer during complex motions of the extruder related to the print bed (especially 2D closed trajectories).
Our approach on this paper was based on this obvious remark: the open-loop computer-aided control of each of three motions of a printer (usually 3D printers don’t use feedback control related to real position) is vulnerable to some uncontrollable (constant or variable) phenomena generated by mechanical parts (elastic deformations in toothed belts, mechanical backlashes, hysteresis behaviour, errors in lead screw threads, variation of friction forces in axes carriages, mechanical wear, structural vibrations induced by stepper motors, etc.). Because the 3D printing is achieved by deposition of material layer by layer (in a horizontal plane), an important characterization of P&A for any printer should be done by the P&A displacement, position and, especially, of 2D complex closed trajectories with the printer running in absence of the printing process. On this line of thinking we consider that a circular trajectory (of the extruder system related to the print bed) is one of the best theoretical approaches mainly because two simultaneous, strictly correlated linear motions are involved (on the
x and
y-axis). With a constant speed on the circular trajectory, these motions should be described by two almost identical harmonic evolutions (except the π/2 phase shift between), with periodic changes of the position, direction, speed and acceleration. An important argument for our approach based on circular trajectories is this one: the 2D circular trajectories are systematically involved in ISO standards methods for P&A evaluation of CNC manufacturing systems (ISO 230-4, [
27]).
The benefits of this approach with 2D circular trajectories in P&A evaluation is confirmed by the work from [
22].
In addition, from an experimental point of view, it is appropriate to work with circular trajectories generated by two simultaneous, simple harmonic linear motions (cosine motion of the extruder system on the
x-axis, sine motion of the print bed on the
y-axis) measured with a computer-assisted experimental setup based on two optical (non-contact) position sensors. We consider that this is a better approach, in contrast with the measurement system proposed in [
22], which uses a ball bar measurement device placed between the extruder and the print bed. Because of this device, the relative motion of the extruder related to the print bed is not totally free.
The
Section 2 of this paper presents the computer-aided experimental measurement setup, the
Section 3 presents the theoretical and experimental considerations and comments related with the results (signal processing and P&A estimation, based mainly on real trajectory circular fitting), and the
Section 4 is dedicated to conclusions and future work.
2. Experimental Setup
The experimental research was done on an Anet A8 3D printer [
28], previously used in additive manufacturing for 230 operating hours. The 3D printer has the print bed movable on the
y-axis, while the extruder system moves along the
x and
z-axes independently. On the
x-axis, motion is numerically controlled (in open loop) via a stepper motor and a toothed belt (similarly on the
y-axis); on the
z-axis, the motion is controlled (in open loop) with two synchronized stepper motors with screw-nut systems. The absolute displacement measurement on the
y-axis is done with a non-contact ILD 2000-20 [
29] laser triangulation sensor (from MICRO-EPSILON MESSTECHNIK GmbH & Co, Ortenburg, Germany) with 20 mm measurement range (1 μm resolution and 10,000 s
−1 sampling rate) with the laser beam placed perpendicularly on the target (the print bed) as
Figure 1 indicates. Here the point of incidence is placed in the center of the red rectangle. An identical sensor is firmly placed on the print bed, with the laser beam placed perpendicularly to the extruder system (which moves as a sensor target in
x-direction), as
Figure 2 indicates.
The signals generated by these sensors are two voltages proportional with the displacements (with 1.975 mm/V as proportionality factor for the x-axis sensor and 2.0185 mm/V for the y-axis sensor) related to the middle of the measurement range.
These signals are simultaneously numerically described (by sampling and data acquisition)with a PicoScope 4824 numerical oscilloscope (from PicoTechnology UK, 8 channels, 12 bits, 80 MS/s maximum sampling rate, 256 MS memory) and delivered in numerical format to a computer for processing and analysis.
Figure 3 presents a scheme of the computer-assisted experimental setup with only the movable parts of the 3D printer involved in 2D circular trajectories (the extruder and the print bed), the optical sensors for
x and
y-motion non-contact measurement, the power supply for sensors, the numerical oscilloscope and the computer.
Using an appropriate programming of the drive system written in G-code, the 3D printer was programmed to generate some identical repetitive circular trajectories of the extruder system related to the print bed (with 8.987 mm radius, each one covered in 8.987 s) for 50 s (for almost 5.5 complete trajectories). There are not special reasons to have this coincidence of values for radius and time, except the fact that these values should be accurately found by curve fitting (with the sine model) of the motions involved in the achieving of circular trajectory. However, these values assure a relatively small speed on the 2D circular trajectory. These trajectories are generated using two theoretical pure harmonic motions (
x-motion accomplished by the extruder system,
y-motion accomplished by the print bed) on the
x and
y-axes (both having a period
T of 8.987 s), experimentally revealed by the computer measurement setup, as a detail in
Figure 4 indicates. Here the blue-colored curve describes the motion on the
x-axis; the one colored in red describes the motion on
y-axis, both with 20,000 s
−1 sampling rate. The choosing of this sampling rate is based on this argument: it should be at least two times bigger than the sampling rate of the sensors (10,000 s
−1). The sampling rate of the sensors acts as the Nyquist frequency for the sampling rate of the oscilloscope. It is not difficult to remark the resources of these two simultaneous evolutions for P&A evaluation. In
Figure 5, a zoomed in detail in area A of
Figure 4 proves that each of two real
x and
y-motions are not strictly pure, simple harmonic shapes (especially the
y-motion). As a result, in a summary valuation, the trajectory of the extruder system related to the print bed does not have a strictly circular shape as expected.
These two evolutions are useful for P&A evaluation of the circular trajectories on a 3D printer in experimental terms. For this purpose, some different techniques of computer-aided signal processing will be applied (e.g., the recurrent periodical pattern detection on x and y-motion, curve fitting, circular fitting, low pass numerical filtering).
3. Experimental Results and Discussion
There are many important exploitable resources of
x and
y-motions description already partially revealed in
Figure 4 and
Figure 5. As a first interesting approach, we propose the signals fitting, each one with a single harmonic function (fitting with a sine model). The Curve Fitting Tool from Matlab provides the best analytical approximation
xa and
ya of
x and
y-motion, as follows:
The fitting quality is confirmed for both motions by the same amplitude (8.987 mm, this being the radius of the circular trajectory) and angular frequency ω = 0.6991 rad/s (for a period T = 2π/ω = 8.987 s). These values found by curve fitting were already used in circular trajectory programming. However, there is a shift of phase by 1.5863 radians between motions (1.5863 > π/2 = 1.5707). This means that the x and y-axes are not rigorously perpendicular (there is an axes misalignment), as a first indicator for the lack of P&A. The printer works in a non-orthogonal x0y system (with an angle of 90.893 degrees between axes). As a result, a programmed circular trajectory will be executed as an elliptical one. Nevertheless, this non-perpendicularity of x and y-axes revealed here can be compensated by programming. In a short definition, this compensation should solve this question: what kind of elliptical trajectory should be programmed in order to achieve a desired circular trajectory?
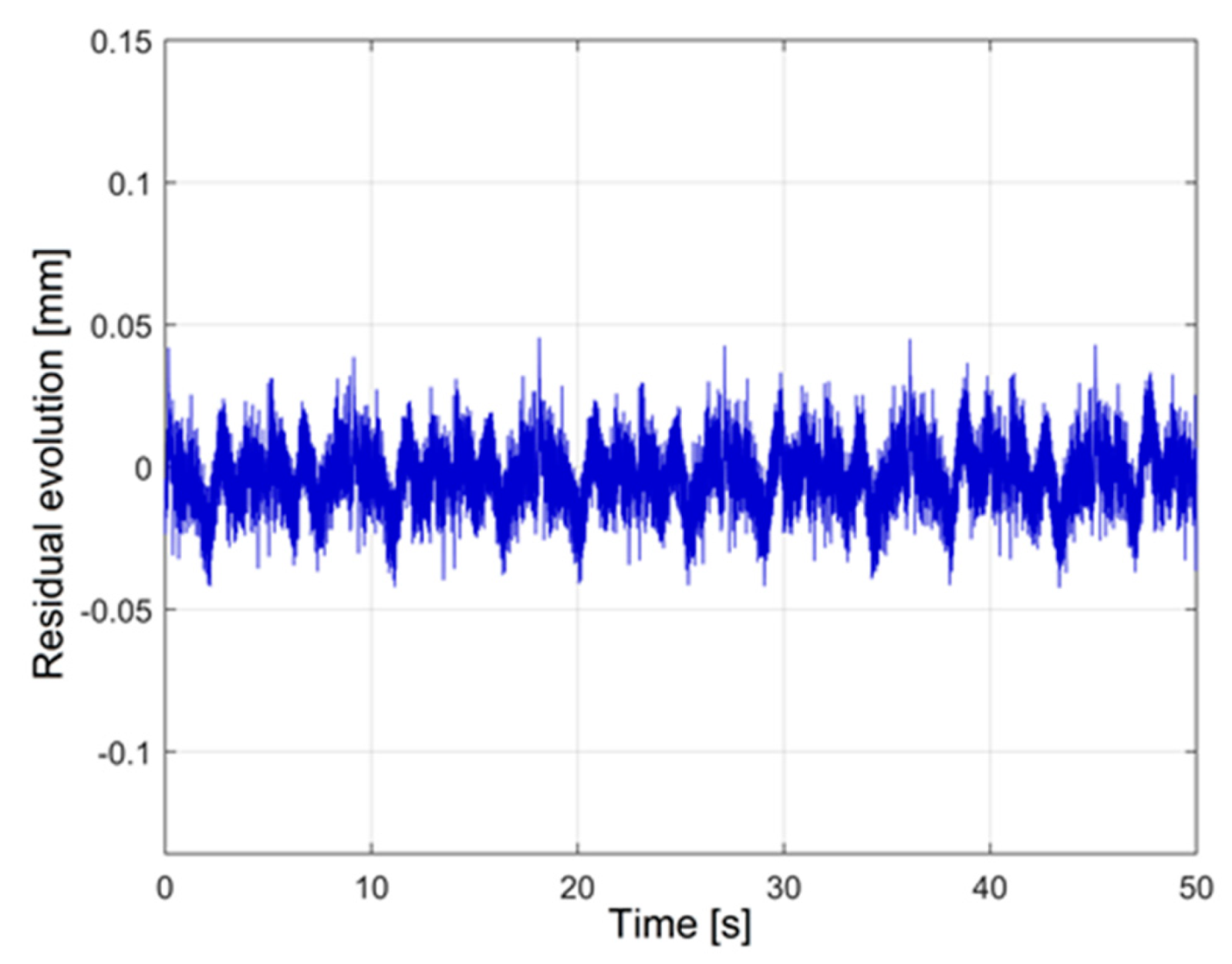
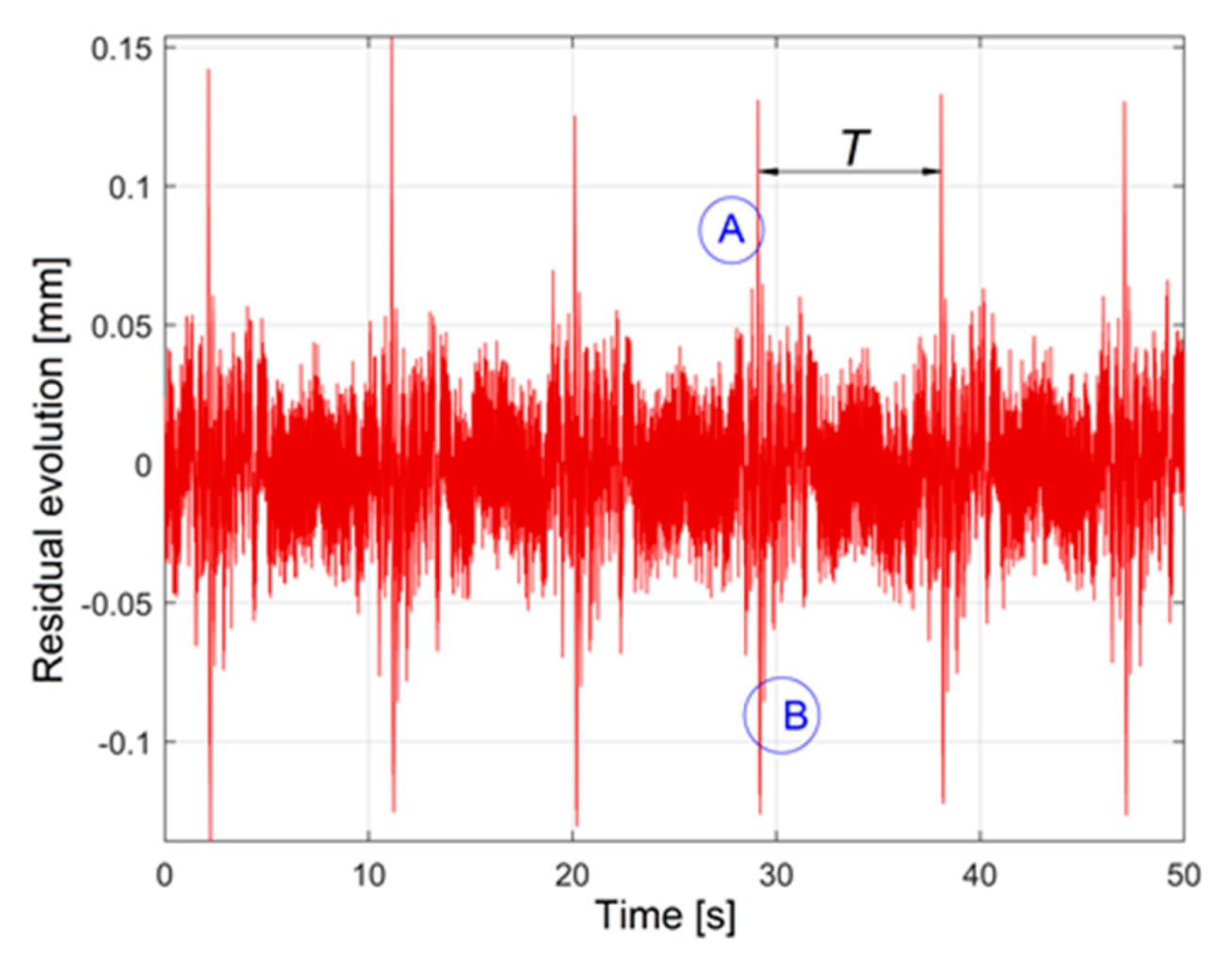
The evolution of residuals
xr(
t) =
x(
t) −
xa(
t) and
yr(
t) =
y(
t) −
ya(t) from curve fitting of
x and
y-motions using a sine model are described in
Figure 6 and
Figure 7 (with the same scale). The shape and the magnitude of residuals proves that
x and
y-motions are not perfectly harmonic (as expected), as a new indicator for the lack of P&A of circular trajectories.
The evolution of residuals from
Figure 6 and
Figure 7 indicates that the negative effect on P&A of
x-motion errors is smaller than of
y-motion errors.
It is interesting to find out if there is a recurrent (or repeating)periodical pattern of the residual evolutions (
xr,
yr) on a complete period
T of each motion (
x,
y). A simple way to check if there is a recurrent periodical pattern on
xr, and
yr evolutions is to build an average evolution of the residual (
xAr,
yAr) on a single period
T with these definitions:
Figure 8 presents the evolution of
xAr(
t = 0 ÷
T, with 179,740 samples) with
k = 5 (for five completely circular trajectories), each sample of
xAr being an average of
k correlated samples of
xr. It is obvious that the
x-motion has a well-defined repetitive periodical pattern, with systematic errors. In other words,
xr (and
x-motion as well) is well correlated with itself.
The curve fitting of
xAr evolution using a sum of sine model delivers the analytical evolution
xaAr of
xAr as
Figure 9 indicates. In Equation (3) is depicted the analytical model for
xaAr as it follows:
With
n = 16, the values of
axj,
bxj and
cxj involved in
xaAr model from Equation (3) are depicted in
Table 1 (as results of
xAr curve fitting).
A better model xaAr for xAr is available by increasing the value of n. There is not a total fit between xaAr and xAr, mainly because the model is not able to describe the phenomena characterized by temporary variations of amplitudes.
On this subject,
Figure 10 presents a detail with
xaAr and
xAr evolutions located in the area A of
Figure 8 with
n = 105 (105 components in sum of sine model from Equation (3)). The strong variation of displacement depicted here is likely the result of structural vibrations of the 3D printer induced by the stepper motor.
The
xAr and
xaAr evolutions are certain arguments that the experimental setup is able to describe the P&A of
x-motion. Moreover, the analytical model from Equation (3) and
Table 1 helps (at least in theoretical terms) to compensate for the errors of
x-motion.
Figure 11 presents the evolution of
yAr with
k = 5 (for five completely circular trajectories, each sample of
yAr being an average of
k correlated samples of
yr). As with
x-motion, it is obvious that the
y-motion also has a well-defined periodic recurrent pattern (the same period
T as
xAr), having systematic errors. In other words,
yr (and
y-motion as well) is well correlated with itself. Unfortunately, it was not possible to find an acceptable analytical model
yaAr with harmonic components (similar to the
xaAr model for
xAr based on Equation (3)). A very high number of harmonic components (
n) is necessary in this sum of sine model. A future approach intends to identify a more appropriate analytical model. There are strong repetitive irregularities on
y-motion (and
yr and
yAr as well) revealed in A, B areas of
Figure 8 and
Figure 11. Likely they are irregularities generated by a suddenly releasing of a mechanical stress inside the toothed belt used to produce the
y-motion.
It is interesting now to examine the average trajectory generated by the 3D printer with
xa(
t) +
xAr(
t) =
xe(t) as
x-motion and
ya(
t) +
yAr(
t) =
ye(
t) as
y-motion. It is obvious that this trajectory is not a perfect circle (at least because the wrong phase shift between
xa and
ya). A computer program was developed in order to find out the description of the least square circle (the coordinates
xc,
yc of center and the radius
Rc as well) by circular fitting. This program is available for the fitting of any closed curve with known analytical description. The circular fitting supposes to find out the values
xc,
yc and
Rc for which a fitting criterion
ε described in Equation (4) reaches a minimum value.
In Equation (4),
N is the number of samples
xei or
yei (
N = 179,740) used for
xe-motion or
ye-motion description of the average trajectory. If the average trajectory is a perfect circle, then a perfect fitting produces a value
ε = 0 for the fitting criterion. The circular fitting of average trajectory produces
xc = 0.00303 mm,
yc = 0.00252 mm and
Rc = 8.9873 mm (this radius being very close to the amplitudes of
xa and
ya already revealed in Equation (1)). A first conventional graphical description of the circularity error of the average trajectory (as a first trajectory fitting residual, TFR
1) is available in polar coordinates (
di1,
αi1), related to the least square circle, with
di1,
αi1 defined as:
Here di1 is the distance from average trajectory to the least square circle, αi1 is the polar angle, with arctan4 the inverse of tangent function in four quadrants. This TFR1 is also available in Cartesian coordinates as a curve described by a movable point having di1·cos(αi1) + xc as abscissa and di1·sin(αi1) + yc as ordinate. If the average trajectory is a perfect circle, then TFR1 is a point placed in the center of the least square circle.
Figure 12 presents the TFR
1 of the average trajectory with a circular grid (with a 20 μm increment on radius). Here the maximum value of distance
di1 is 145.8 μm.
It is interesting to explain why TFR
1 from
Figure 12 has four almost similar lobes. The dominant component (as amplitude) in
xe-motion is
xa, while the dominant component in
ye-motion is
ya (with
xa and
ya experimentally revealed by fitting and depicted in Equation (1) as pure harmonic motions).
As previously shown, these two components (having the same amplitude and angular frequency) are not rigorously shifted with π/2 (as expected).This means that the dominant part of the average trajectory (generated by
xa and
ya motions composition) is not a circle (as expected) but an ellipse. The circular fitting of an ellipse produces a least square circle which intersects the ellipse in four points and a TFR
1 with four lobes, according to the simulation results from
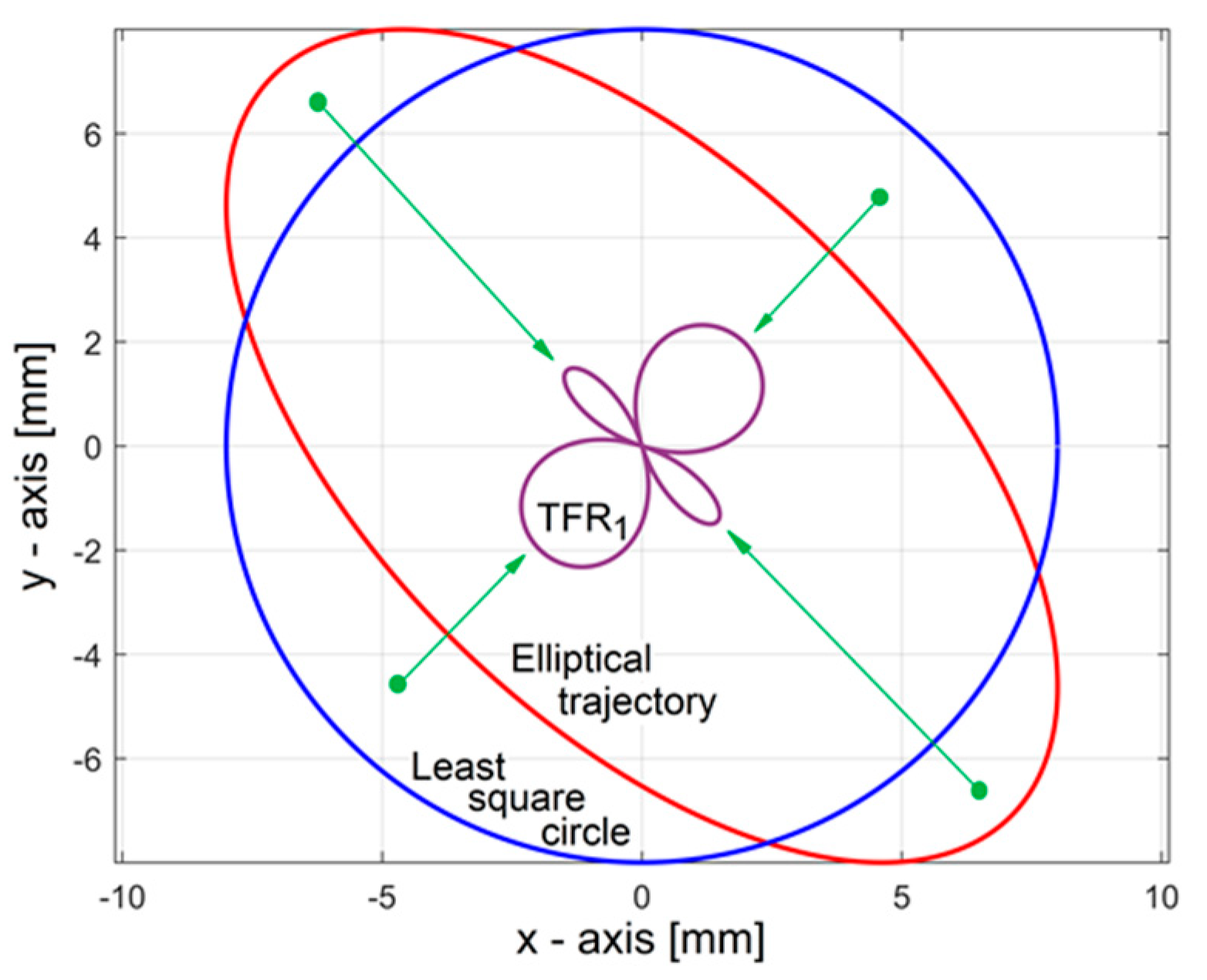
Figure 13 (with an elliptical trajectory generated by two harmonic signals shifted with 2.1863 radians). A better explanation for these four lobes in
Figure 12 is produced if over this figure is added the TFR
1 of the trajectory generated only by
xa and
ya-motions, with green color, as
Figure 14 indicates (here both curves being traversed counter clockwise). A better approach to the shape of TFR
1 involved in
Figure 14 is produced if the distances
di1 from Equation (5) are calculated related by a circle with smaller radius than the radius of the least square circle (
Rc), as TFR
1a. As example, in TFR
1a from
Figure 15, this radius is
Rc − 0.025
μm.
For P&A evaluation of the average circular trajectory (the result of
xe and
ye simultaneous motions), an important item is the size of the surface delimited by the trajectories fitting residuals (TFR
1 and TFR
1a). Each area is a sum of the areas of
N-1neighboring triangles. All triangles share a common vertex placed in the origin of coordinate systems. The other two vertices are two successive points on TFR. With the area formula of a triangle from [
30] (based on the vertices coordinates), the total area delimited by TFR
1 generated by
xe and
ye (
Figure 12 or
Figure 14) is calculated as 8515.3 μm
2, while the total area delimited by TFR
1 generated by
xa and
ya (
Figure 14) is 7624 μm
2.
A second conventional graphical description of the circularity error of the average trajectory (as a second trajectory fitting residual, TFR
2) is available in polar coordinates (
di2,
αi2) related to the minimum circumscribed circle (having the same center as the center of the least square circle), with
di2,
αi2 defined as:
In the first Equation from (6), is the radius of the minimum circumscribed circle.
Figure 16 presents the TFR
2 of the average trajectory generated by
xe and
ye (
Rcc = 8.8434 mm) and TFR
2 generated by
xa and
ya (with green color,
Rcc = 8.9171 mm), with circular grid (with a 50 μm increment on radius). Here the maximum value of distance
di2 is 246 μm.
A TFR2 for a perfect circular average trajectory is a point placed in the origin of the least square circle.
The existence of these two lobes on TFR
2 in
Figure 16 is explicable if, in addition to the comments and simulation done in
Figure 13, we take into account that the minimum circumscribed circle touches the elliptical trajectory in two symmetrical points. The TFR
2 evolution of a pure elliptical trajectory related to the minimum circumscribed circle is depicted in
Figure 17 (by simulation).
Some supplementary resources on the P&A of circular trajectories are revealed by circular fitting of the 2D curve generated only by
xAr-motion (already described in
Figure 8) and
yAr-motion (already described in
Figure 11), as
Figure 18 indicates.
The least square circle (14.2 μm radius, with center at xc = −3.3 μm and yc = −1.9 μm) should also be considered as an indicator for P&A of the average trajectory.
We should mention that the effect of strong repetitive irregularities on
y-motion (
yr and
yAr) already revealed in A, B areas on
Figure 8 and
Figure 11 are also well described in
Figure 14,
Figure 15 and
Figure 16 and
Figure 18. Moreover, the mirroring of these events A, B in
Figure 14 or
Figure 15 confirms the previously formulated hypothesis (the comments in
Figure 11) that they are related by a sudden release of a mechanical stress inside the toothed belt used for
y-motion. In
Figure 11, a maximum positive peak from A is immediately followed by a minimum negative peak from B. Therefore, in
Figure 14, these two peaks A, B are described as a single peak because of modulus in definition of
di1 (Equation (5)).
As it is clearly indicated in
Figure 8 and
Figure 11, there are strong vibrations on both motions (on
x and
y), with a negative effect on the P&A of circular trajectories. There are two different strategies available to reduce or to eliminate these vibrations.
The first strategy (probably as the better approach) is to use each stepper motor also as an actuator inside an open-loop active vibration suppression system. The second strategy is to use passive dynamic vibration absorbers or tune mass dampers as well [
31] placed on the print bed and on the extruder system. The effect of vibration suppression on TFR
1 or TFR
1a shapes should be similar to the effect of a low pass numerical filtering of
xe and
ye.
Figure 19 presents the new shape of TFR
1a (as TFR
1af) if
xe and
ye motions are filtered with a moving average numerical filter (with 1000 samples in the average). As expected, the size of the surface delimited by the TFR
1af is not significantly changed (17,399 μm
2 here by comparison with 17,711 μm
2 on TFR
1a from
Figure 15). The evolution of TFR
1af from
Figure 19 is also useful when only the influence of the low frequency variable components from
xe and
ye-motions on P&A is investigated and used for errors compensation. The compensation is a feasible option with an appropriate control of stepper motors since they are operated using the microstepping drive technique [
32].
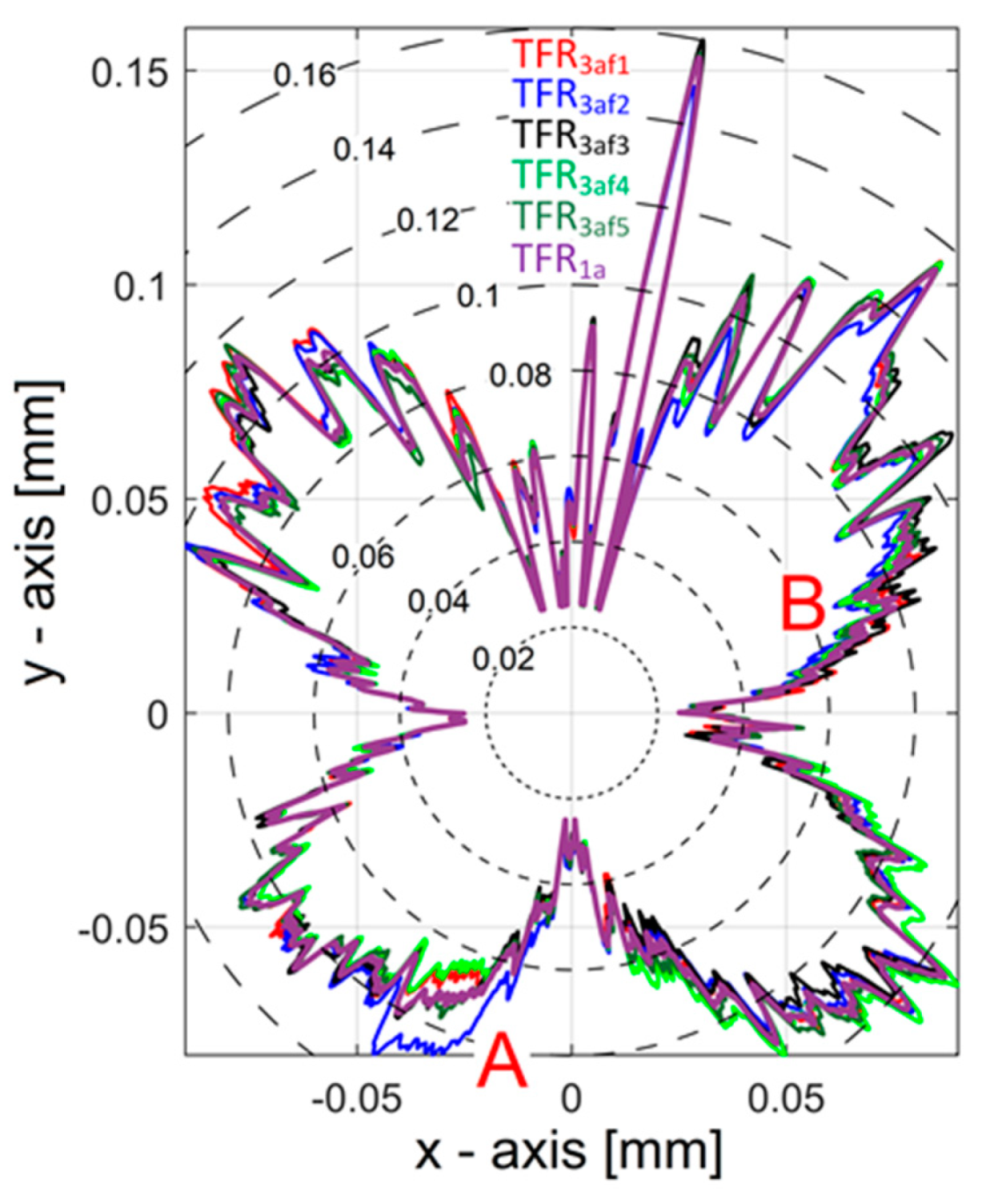
If the accuracy describes how close the real trajectory is to a desired circle (or how close the shapes of TFR
1, TFR
1a and TFR
1af by a point are), the precision describes the repeatability of real trajectories, each trajectory being generated using a complete cycle (period) of
x and
y-motions, partially described in
Figure 4. The best way to compare these real trajectories is to use the comparison between trajectories fitting residuals related to a circle with a smaller radius than the radius of least square circle (defined similarly to TFR
1a) but using low pass filtered
x and
y-motions (as TFR
3af). A perfect coincidence of real trajectories should produce a perfect coincidence of TFR
3af trajectories.
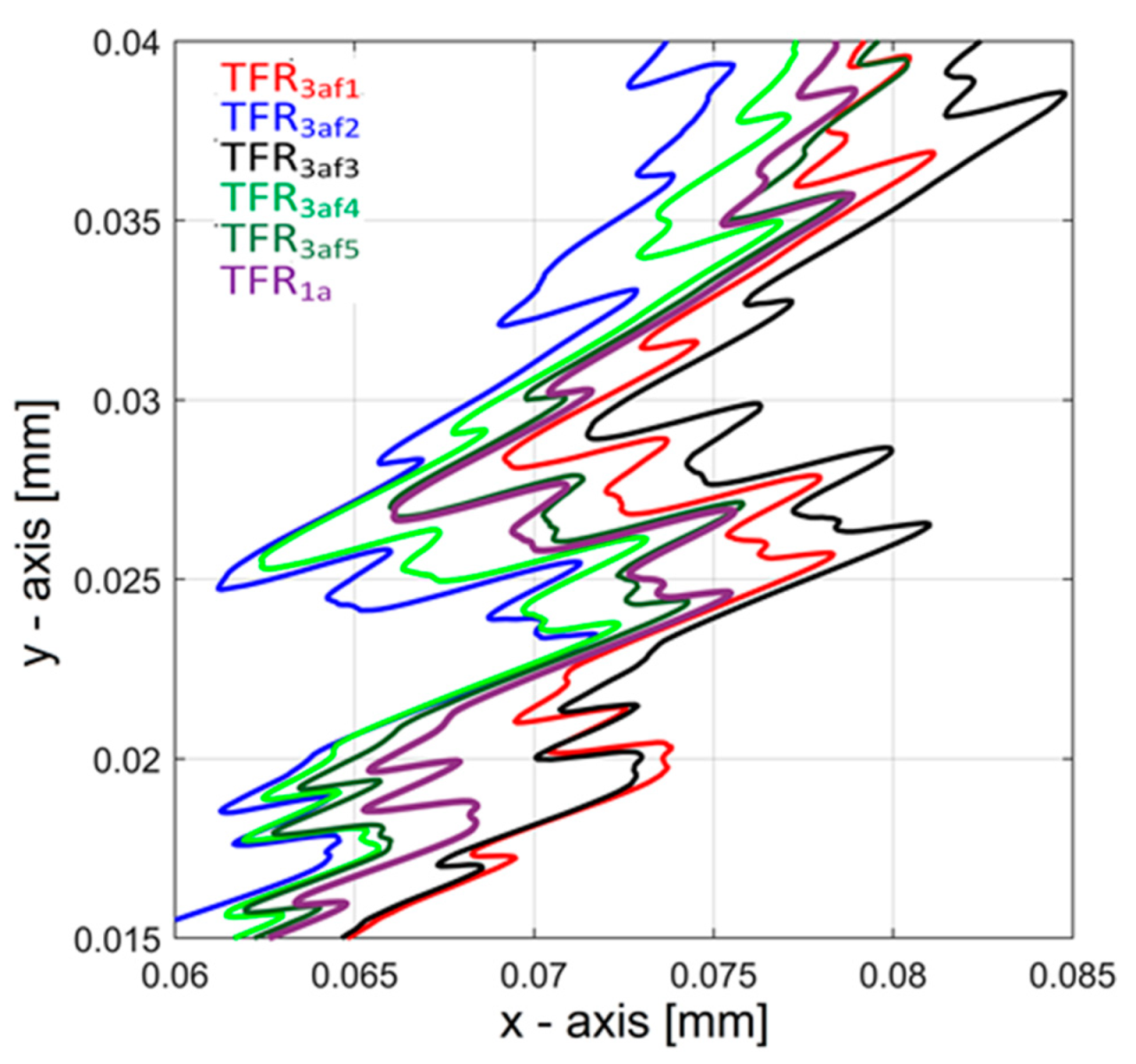
Figure 20 presents the evolution of TFR
3af for five successive real trajectories (TFR
3af1 ÷ TFR
3af5) and the evolution of TFR
1a.
Figure 21 presents a zoomed in detail of
Figure 20 in area B. As expected, there is not a perfect coincidence of TFR
3af trajectories, despite some certain shape similarities (except in area A on
Figure 20 where the trajectory TFR
3af2 is extremely different). It is obvious that the difference between trajectories is less than 10 μm (except in area A). Without any improvement of the 3D printer structure and kinematics, this should also be the theoretical precision after an eventual compensation of the errors (using an appropriate control of the stepper motors). With ideal errors compensations, the trajectories TFR
1f should be bordered outside by a circle with 10 μm radius (or 35 μm radius for the trajectories TFR
3af).
A complete estimation of 3D printer P&A should consider specific trajectories (e.g., circles as in this study) placed in different positions in different 2D locations of the printing volume travelled with different speeds, clockwise and counter clockwise.
4. Conclusions and Future Work
Some theoretical and experimental approaches related to the precision and accuracy (P&A) of a 3D printer, particularly for 2D circular trajectories, were achieved in this paper. The choosing of 2D circular trajectories was inspired from ISO standards methods for P&A evaluation of CNC manufacturing systems (ISO 230-4 [
27]) due to some similarities in terms of motion control. The evolution of the simultaneous displacement on two theoretically orthogonal axes (
x and
y) during a repetitive 2D circular trajectory of the extruder system related to the print bed was simultaneously and continuously measured using a computer-assisted setup based with two contactless optical sensors and a numerical oscilloscope (for sampling and data acquisition). The signals of description for
x and
y-motions were numerically processed in order to find out some motions characteristics involved in the evaluation of P&A for circular trajectories.
First, a non-perpendicularity of x and y-axes (or an axis misalignment) were experimentally detected (with 0.893 degrees error) by means of the curve fitting (using a pure sine model) of the dominant harmonic components of each signal (x and y-motions signal). Because of this error, a circular programmed trajectory is executed as an elliptical one (typically for a non-orthogonal x0y coordinate system), a topic also confirmed by some supplementary signal processing results.
Second, it was established that the x and y-motions are not simple pure harmonic motions. The residuals of previous curve fitting on each axis movement describe the deviation from pure harmonic shape. A procedure for finding a repetitive periodical pattern in the evolution of these residuals was established and applied with good results. The model of each repetitive pattern is useful in the amelioration of P&A by correction and compensation. The analytical description of the x-motion residual pattern was already established (by curve fitting with a sum of sine model); a future approach intends to do the same for y-motion residual.
Third, a procedure of the description for an average 2D trajectory (an average of several successive theoretically identical circular trajectories) was established. A computer-aided procedure of fitting for closed curves (particularly a circular trajectory) was developed. The circular fitting of the 2D average trajectory was done related to the least square circle. Two conventional graphical descriptions of the circularity errors of the average trajectory were proposed (as trajectory fitting residuals TFR1 and TFR2): first description being related to the least square circle, second related to the minimum circumscribed circle.
The shape of these trajectories fitting residuals and the size of the surface delimited by them are useful in P&A evaluation of circular trajectories in order to verify that the 3D printer works properly and, especially, for systematic errors compensation purposes. For example, the non-perpendicularity of x and y-axes previously detected is mirrored in the shape of the average trajectory and, finally, in the shape of these two trajectory fitting residuals (with four similar lobes on TFR1 and two similar lobes on TFR2). The deviation from the harmonic shape for x and y-motions is described on these trajectories.
A future approach will be focused on finding a complete procedure of experimental research of P&A using high range/resolution non-contact displacement sensors placed on each of three axes. Some complex 3D curves will be used as test trajectories. A numerical interface between the experimental setup and the 3D printer will be developed in order to perform automated testing and errors compensation.
These signal processing procedures are available to verify the P&A of 2Dcircular trajectories on any other similar equipment (e.g., a 3D CNC manufacturing system).


 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}