
Glossiness Evaluation of Coated Wood Surfaces as Function of Varnish Type and Exposure to Different Conditions



Abstract
:1. Introduction
2. Materials and Methods
2.1. Surface Preparation of the Samples
2.2. Coating of the Samples
2.3. Gloss Measurement of the Samples
2.4. Dry Heat Test of the Coated Samples
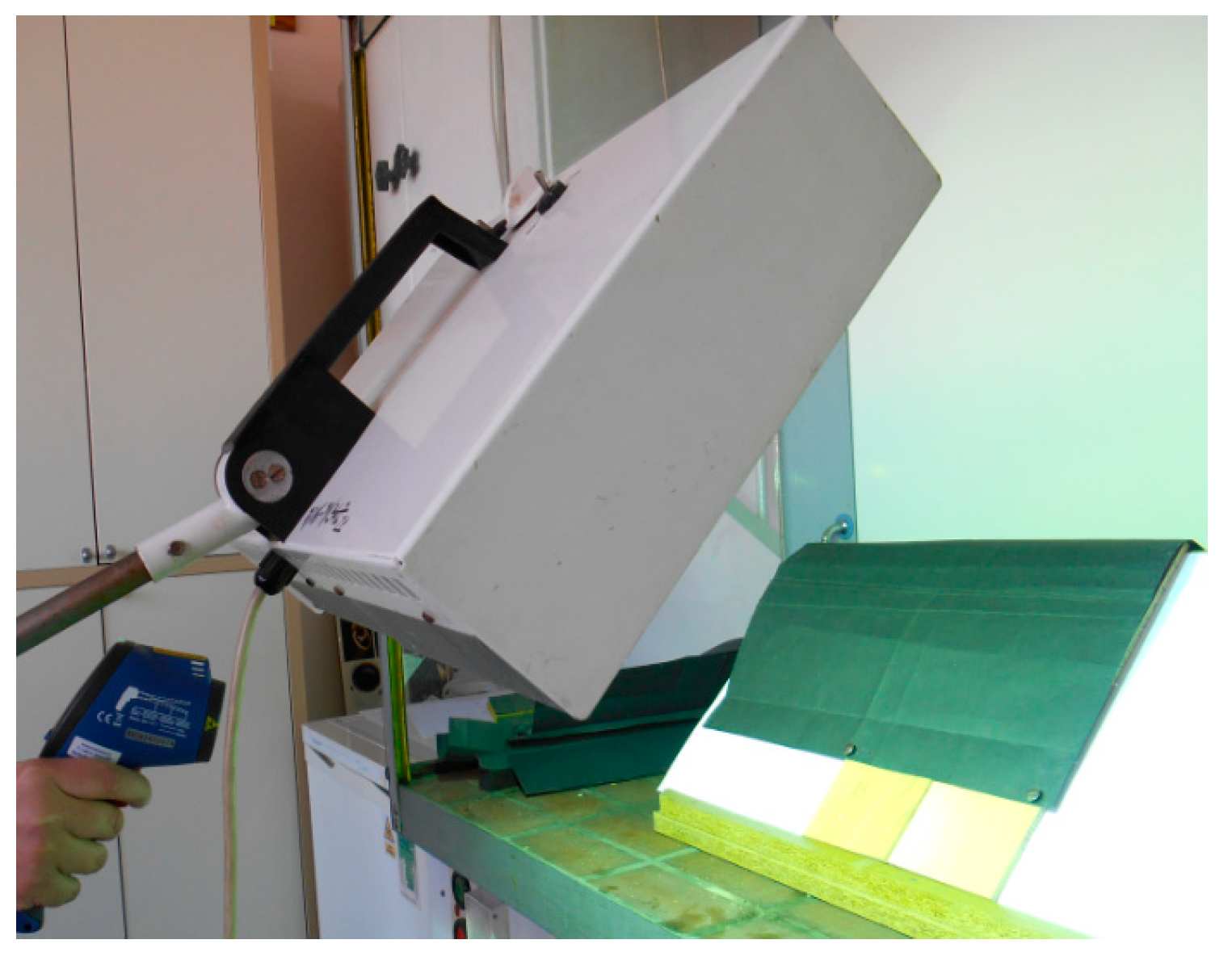
2.5. Artificial Aging of the Coated Samples
2.6. Chemical Resistance of the Coated Samples
2.7. Processing of the Data
3. Results and Discussion
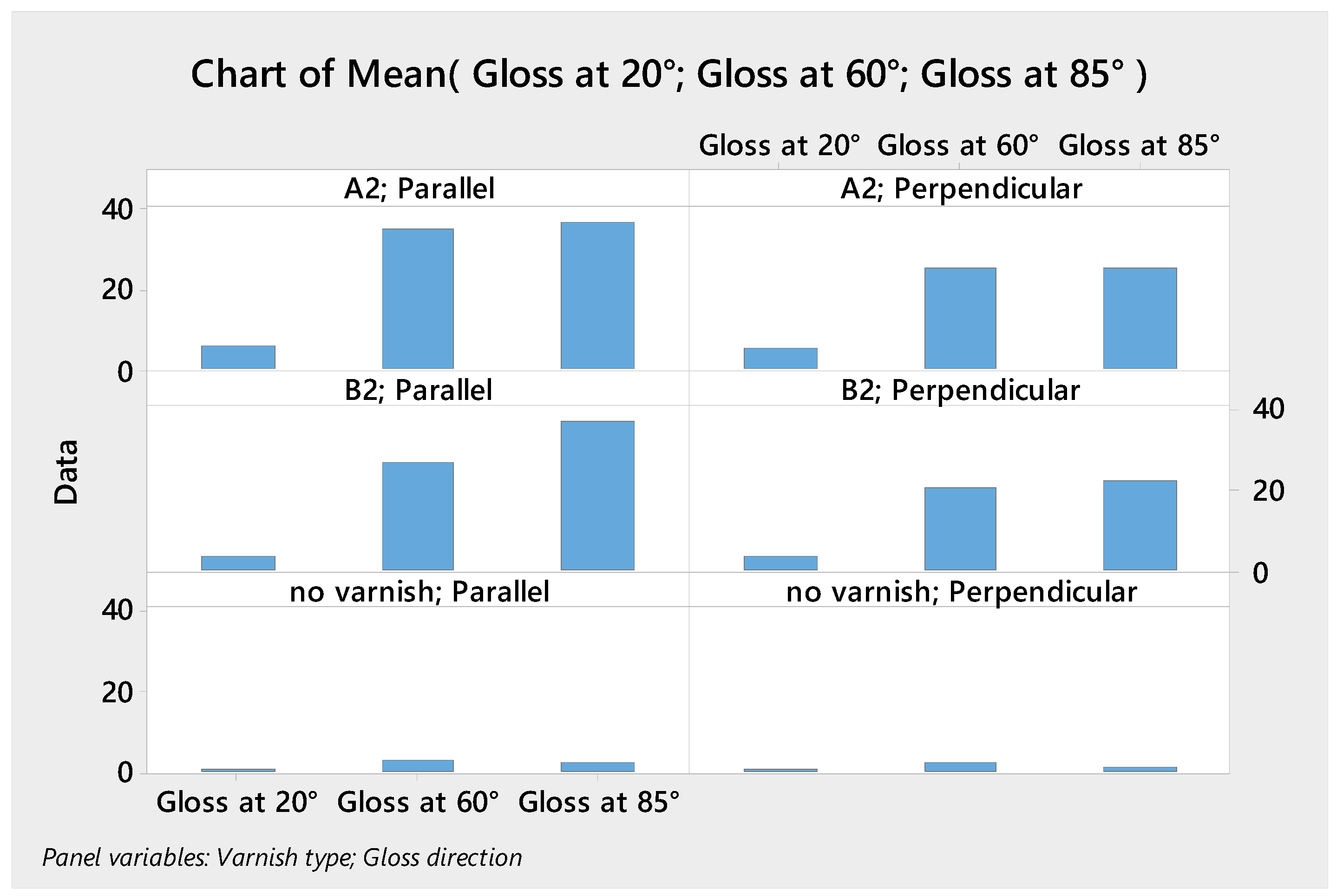
3.1. Gloss Evaluation of the Coated Samples
3.2. Gloss Evaluation of the Coated Samples after the Dry Heat Test
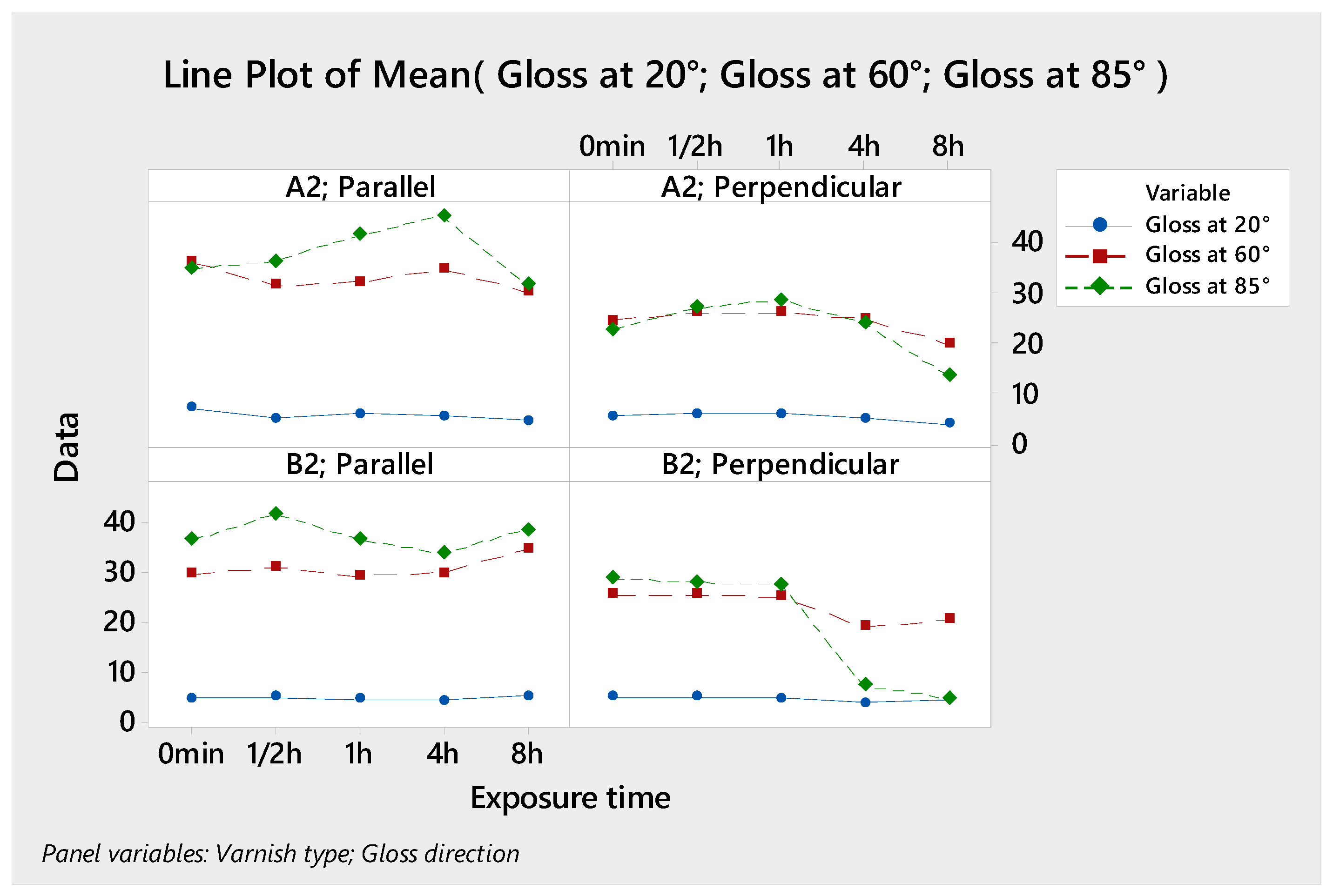
3.3. Gloss Evaluation of the Coated Samples after the Artificial Aging
3.4. Evaluation of the Coated Samples Resistance to Cold Liquids
4. Conclusions
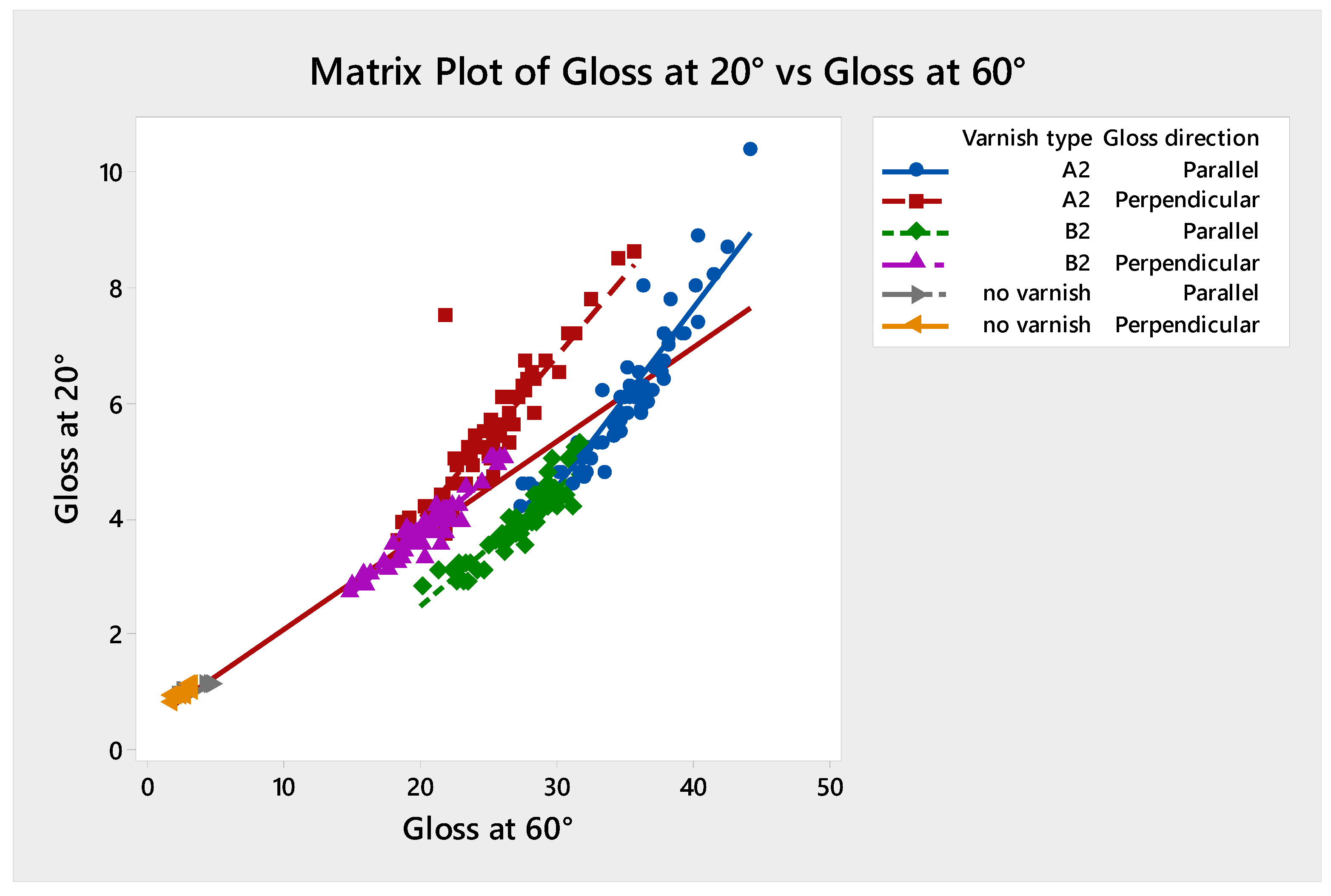
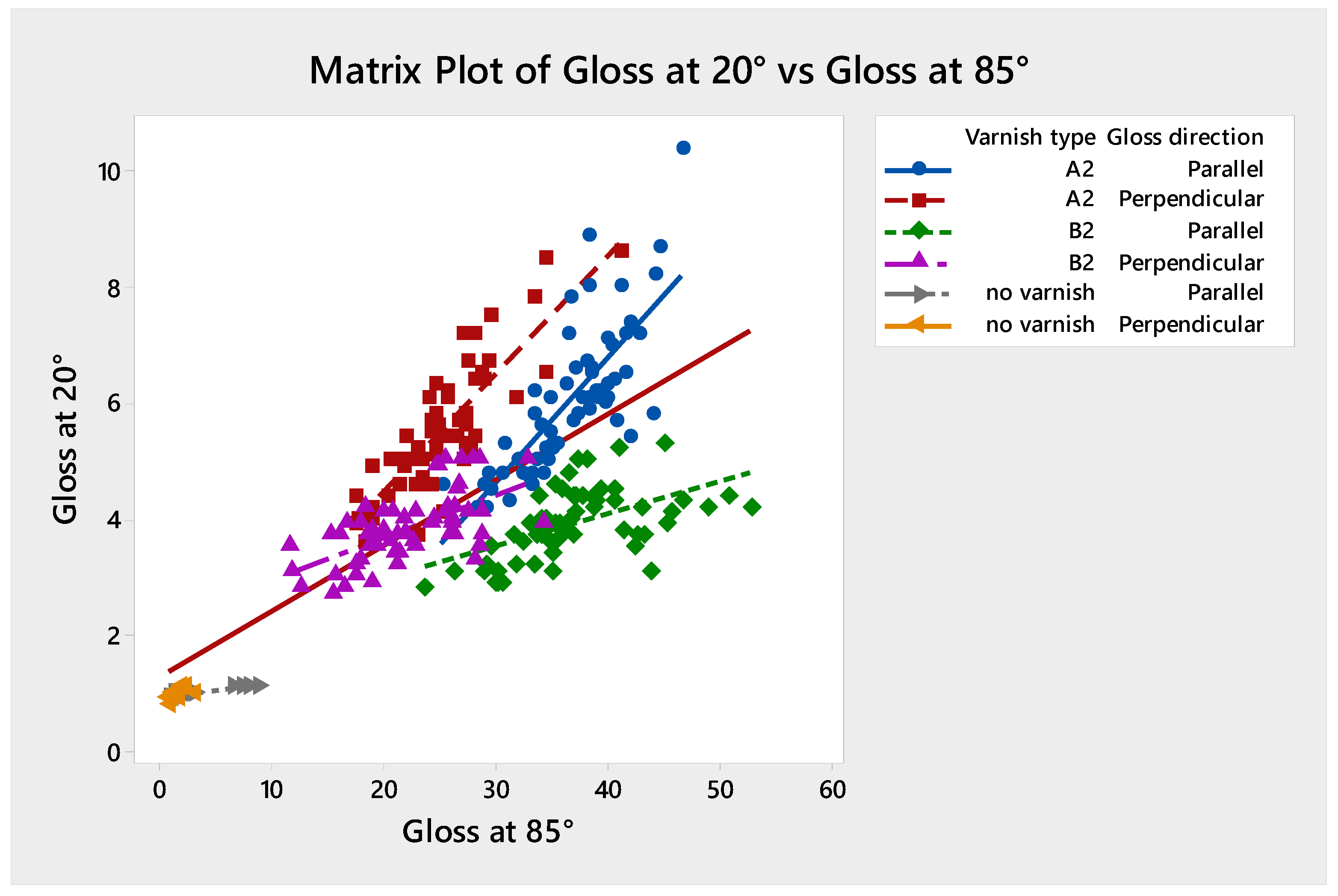
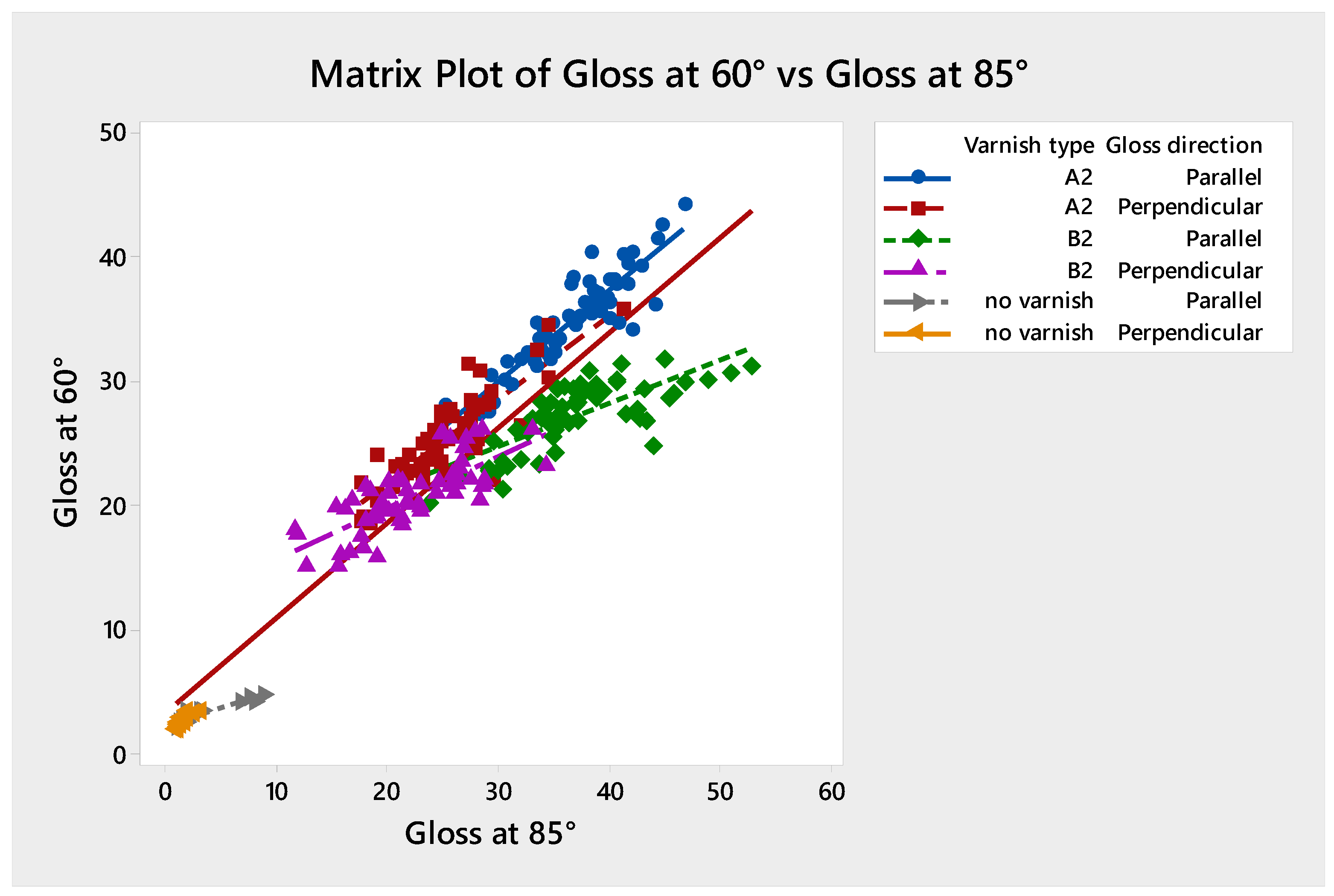
- The varnish types and their structural differences influenced the glossiness of the coated samples tested in this study. The samples coated with the UV varnish exhibited higher gloss values than the samples coated with the water-borne product in both gloss directions. The gloss readings across the grain were found lower than those recorded along the grain for each varnish type. The two varnish types produced glossiness in the range of silky gloss and silky matte grades. The incident angles used were large enough to be relieved of the surface microstructure effect, and therefore very good correlations were found for the gloss at 20° and 60°, and 60° and 85°.
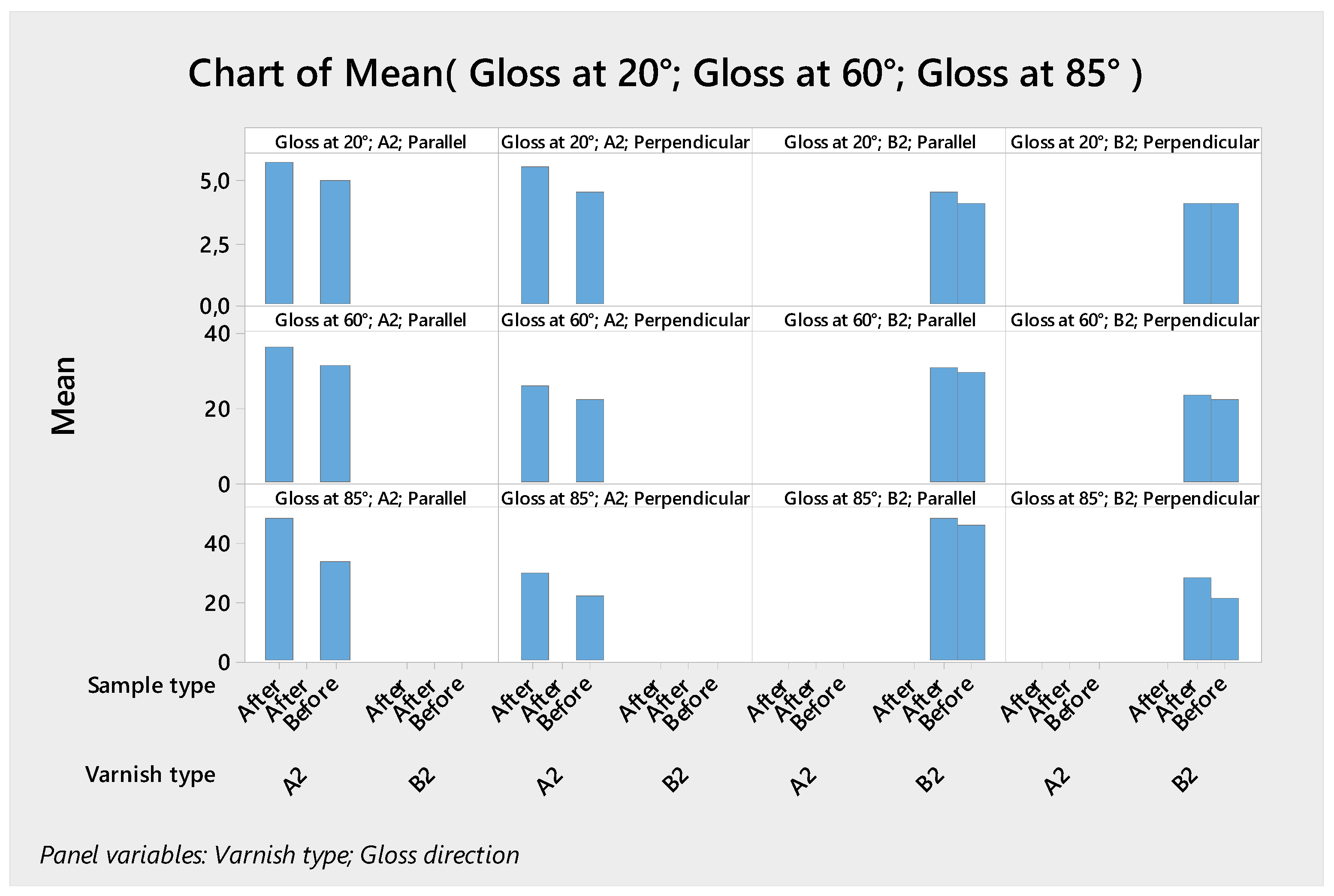
- The high temperature applied to the coated wood surface influenced the surface glossiness. The parallel gloss at the 60° and 85° geometry for the UV-coated samples was highly influenced by the dry heat test when compared to the samples coated with the water-borne varnish.
- The overall gloss values of the samples decreased with the exposure time to artificial aging, predicting the degradation of the surface layer. No cracks were noticed on the coating layer. The glossiness in the parallel direction at the same geometry for both varnish types showed a subsequent decrease and increase with the increase of the exposure time to radiation.
- The cold liquids used in the household left both visible and less visible traces on the tested surfaces. Alcohol was found to be the strongest agent because it produced surface deterioration very fast.
- The findings of this study could have practical applications in the furniture industry for producing value-added furniture units according to their specific conditions of indoor use.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ged, G.; Obein, G.; Silvestri, Z.; Rohellec, J.; Vienot, F. Recognizing real materials from their glossy appearance. J. Vis. 2010, 10, 18. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vardi, J.; Golan, A.; Levy, D.; Gilead, I. Tracing sickle-blade levels of wear and discard patterns: A new sickle gloss quantification method. J. Archaeol. Sci. 2010, 37, 1716–1724. [Google Scholar] [CrossRef]
- Ettwein, F.; Rohrer-Vanzo, V.; Langhthaler, G.; Werner, A.; Stern, T.; Moser, O.; Leitner, R.; Regenfelder, K. Consumer’s perception of high gloss furniture: Instrumental gloss measurement versus visual gloss evaluation. Eur. J. Wood Prod. 2017, 75, 1009–1016. [Google Scholar] [CrossRef] [Green Version]
- Ikey, H.; Song, C.; Miyazaki, Y. Physiological effects of touching coated wood. Int. J. Environ. Res. Public Health 2017, 14, 773. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Demirkir, C.; Aydin, I.; Çolak, S.; Çolakoğlu, G. Effects of plasma treatment and sanding process on surface roughness of wood veneers. Turk. J. Agric. For. 2014, 38, 663–667. [Google Scholar] [CrossRef]
- Salca, E.A.; Krystofiak, T.; Lis, B. Evaluation of selected properties of alder wood as functions of sanding and coating. Coatings 2017, 7, 176. [Google Scholar] [CrossRef] [Green Version]
- Cakicier, N.; Korkut, S.; Korkut, D. Varnish layer hardness, scratch resistance, and glossiness of various wood species as affected by heat treatment. BioResources 2011, 6, 1648–1658. [Google Scholar] [CrossRef]
- Bekhta, P.; Proszyk, S.; Lis, B.; Krystofiak, T. Gloss of thermally densified alder (Alnus glutinosa Goertn.), beech (Fagus sylvatica L.), birch (Betula verrucosa Ehrh.), and pine (Pinus sylvestris L.) wood veneers. Eur. J. Wood Wood Prod. 2014, 72, 799–808. [Google Scholar] [CrossRef] [Green Version]
- Slabejova, G.; Smidriakova, M.; Fekiac, J. Gloss of transparent coating on beech wood surface. Acta Fac. Xylol. 2016, 58, 37–44. [Google Scholar] [CrossRef]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Mazela, B.; Proszyk, S. Some coating properties of black alder wood as function of varnish type and applications method. BioResources 2016, 11, 7580–7594. [Google Scholar] [CrossRef] [Green Version]
- Csanady, E.; Magos, E.; Tolvaj, L. Gloss of Colour Surfaces. In Quality of Machined Wood Surfaces; Springer International Publishing: Cham, Switzerland, 2015; pp. 109–181. ISBN 978-3-319-22419-0. [Google Scholar] [CrossRef] [Green Version]
- Sönmez, A.; Budakçı, M.; Pelit, H. The effect of the moisture content of wood on the layer performance of water-borne varnishes. BioResources 2011, 6, 3166–3177. [Google Scholar]
- Richter, K.; Feist, W.C.; Knaebe, M.T. The effect of surface roughness on the performance of finishes. Part 1. Roughness characterisation and stain performance. For. Prod. J. 1995, 45, 91–97. [Google Scholar]
- Demirci, Z.; Sonmez, A.; Budakci, M. Effect of thermal ageing on the gloss and adhesion strength of the wood varnish layers. BioResources 2013, 8, 1852–1867. [Google Scholar] [CrossRef] [Green Version]
- Cogulet, A.; Blanchet, P.; Landry, V. The multifactorial aspect of wood weathering: A review based on a holistic approach of wood degradation protected by clear coating. BioResources 2018, 13, 2116–2138. [Google Scholar] [CrossRef] [Green Version]
- Evans, P.D.; Vollmer, S.; Kim, J.D.W.; Chan, G.; Gibson, S.K. Improving the performance of clear coatings on wood through the aggregation of marginal gains. Coatings 2016, 6, 66. [Google Scholar] [CrossRef] [Green Version]
- Panek, M.; Simunkova, K.; Novak, D.; Dvorak, O.; Schonfelder, O.; Sedivka, P.; Kobeticova, K. Caffeine and TiO2 nanoparticles treatment of spruce and beech wood for increasing transparent coating resistance against UV-radiation and mould attacks. Coatings 2020, 10, 1141. [Google Scholar] [CrossRef]
- Kesik, H.I.; Akyildiz, M.A. Effect of the heat treatment on the adhesion strength of water based wood varnishes. Wood Res. Slovak. 2015, 60, 987–994. [Google Scholar]
- Philipp, C. The future of wood coatings. Eur. Coat. J. 2010, 1, 18–21. [Google Scholar]
- de Gennaro, G.; Loiotile, A.D.; Fracchiolla, R.; Palmisani, J.; Saracino, M.R.; Tutino, M. Temporal variation of VOC emission from solvent and water based wood stains. Atmos. Environ. 2015, 115, 53–61. [Google Scholar] [CrossRef]
- Palmisani, J.; Di Gilio, A.; Cisternino, E.; Tutino, M.; de Gennaro, G. Volatile Organic Compound (VOC) emissions from a personal care polymer-based item: Simulation of the inhalation exposure scenario indoors under actual conditions of use. Sustainability 2020, 12, 2577. [Google Scholar] [CrossRef] [Green Version]
- Bila, N.F.; Trianoski, R.; Egas, A.F.; Iwakiri, S.; Rocha, M.P. Evaluation of the quality of surface finish of messassa wood for three types of varnishes. J. Biotechnol. Biodivers. 2020, 8, 122–130. [Google Scholar] [CrossRef]
- Kudela, J.; Kubovsky, I. Accelerated-aging-induced photo-degradation of beech wood surface treated with selected coating materials. Acta Fac. Xylo 2016, 58, 27–36. [Google Scholar] [CrossRef]
- Kubovski, I.; Kacik, F. Changes of the wood surface colour induced by CO2 laser and its durability after the xenon lamp exposure. Wood Res. 2013, 58, 581–590. [Google Scholar]
- Liu, R.; Zhu, H.; Li, K.; Yang, Z. Comparison on the aging of woods exposed to natural sunlight and artificial Xenon Light. Polymers 2019, 11, 709. [Google Scholar] [CrossRef] [Green Version]
- Muller, U.; Ratzsch, M.; Schwanninger, M.; Steiner, M.; Zobi, H. Yellowing and IR changes of spruce wood as a result of UV-irradiation. J. Photochem. Photobiol. B Biol. 2003, 69, 97–105. [Google Scholar] [CrossRef]
- Evans, P.D.; Thay, P.D.; Schmalzl, K.J. Degradation of wood surfaces during natural weathering. Effects on lignin and cellulose and on the adhesion of acrylic latex primers. Wood Sci. Technol. 1996, 30, 411–422. [Google Scholar] [CrossRef]
- Lourenco, A.; Pereira, H. Compositional Variability of Lignin in Biomass. Lignin-Trends and Applications. Matheus Poletto, IntechOpen. Available online: https://www.intechopen.com/books/lignin-trends-and-applications/compositional-variability-of-lignin-in-biomass (accessed on 24 April 2021). [CrossRef] [Green Version]
- Pandey, K.K. Study of the effect of photo-irradiation on the surface chemistry of wood. Polym. Degrad. Stab. 2005, 90, 9–20. [Google Scholar] [CrossRef]
- Kropat, M.; Hubbe, M.A.; Laleicke, F. Natural, accelerated, and simulated weathering of wood: A review. Bioresources 2020, 15, 9998–10062. [Google Scholar]
- Irmouli, Y.; George, B.; Merlin, A. Artificial ageing of wood finishes monitored by IR analysis and color measurements. J. Appl. Polym. Sci. 2012, 124, 1938–1946. [Google Scholar] [CrossRef]
- Nejad, M.; Shafaghi, R.; Ali, H.; Cooper, P. Coating performance on oil-heat treated wood for flooring. BioResources 2013, 8, 1881–1892. [Google Scholar] [CrossRef] [Green Version]
- Williams, R.S. Finishing of Wood. In Wood Handbook—Wood as an Engineering Material; General Technical Report FPL–GTR–113; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999; 463p. [Google Scholar]
- Pavlic, M.; Petric, M.; Zigon, J. Interactions of coating and wood flooring surface system properties. Coatings 2021, 11, 91. [Google Scholar] [CrossRef]
- Bulian, F.; Graystone, J.A. Wood Coatings—Theory and Practice; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Vidholdova, Z.; Slabejova, G.; Smidriakova, M. Quality of oil- and wax-based surface finishes on thermally modified oak wood. Coatings 2021, 11, 143. [Google Scholar] [CrossRef]
- Paprzycki, O.; Proszyk, S.; Przybylak, A. Materials for the Exercises from the Technologies of the Finishing of Wood and Wood Based Materials Surfaces; Agriculture Academy: Poznan, Poland, 1985; p. 141. (In Polish) [Google Scholar]
- DIN 53211. Testing of Paints, Varnishes and Similar Products. Determination of the Flow Time by the DIN 4 Cup; German Institute for Standardization: Berlin, Germany, 1974. [Google Scholar]
- ISO 2813. Paints and Varnishes—Determination of Gloss Value at 20 Degrees, 60 Degrees and 85 Degrees; International Organization for Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- EN 12722. Furniture-Assessment of Surface Resistance to Dry Heat; European Standardization Organizations: Brussels, Belgium, 2009. [Google Scholar]
- EN 12720. Furniture-Assessment of Surface Resistance to Cold Liquids; European Standardization Organizations: Brussels, Belgium, 2009. [Google Scholar]
- Pelit, H.; Budakci, M.; Sonmez, A.; Burudurlu, E. Surface roughness and brightness of scots pine (Pinus sylvestris) applied with water-based varnish after densification and heat treatment. J. Wood Sci. 2015, 61, 586–594. [Google Scholar] [CrossRef]
- Saeed, A.; Shabir, G. Synthesis of thermally stable high gloss water dispersible polyurethane/polyacrylate resins. Prog. Org. Coat. 2013, 76, 1135–1143. [Google Scholar] [CrossRef]
- Lee, S.S.; Koo, J.H.; Lee, S.S.; Chai, S.G.; Lim, J.C. Gloss reduction in low temperature curable hybrid powder coatings. Prog. Org. Coat. 2003, 46, 266–272. [Google Scholar] [CrossRef]
- Herrera, R.; Sandak, J.; Robles, E.; Krystofiak, T.; Labidi, J. Weathering resistance of thermally modified wood finished with coatings of diverse formulations. Prog. Org. Coat. 2018, 119, 145–154. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wood Species | Black Alder |
|---|---|
| Dimension of samples (mm) | L = 300; R = 6; T = 95 |
| Number of samples and their distribution | Total: 29 5 control and 12 samples per each varnish type, and, out of them, 3 per each test and varnish type |
| Processing | Planed samples were sanded with 100 and 150 grit size |
| Coating System | Spraying |
| Varnish Products | A2: 100% UV varnish–2 layers |
| B2: water-borne varnish–2 layers | |
| A light 220 grit sanding between layers | |
| Tests | Dry heat test |
| Artificial aging | |
| Chemical resistance | |
| Decorative property | Glossiness |
| Characteristics | ||||||
|---|---|---|---|---|---|---|
| Power Consumption, W | Eccentric Motion Speed, min−1 | Sanding Stroke, mm | Sanding Pad Diameter, mm | Dust Extraction Connection Diameter, mm | Weight, kg | Drive Type |
| 250 | 6000−12,000 | 2.00 | 125.00 | 27 | 1.20 | Hand |
| Varnish Product | VOC-EU (Volatile Organic Compounds), g/L | Density (g/cm3), 20 °C | Conventional Viscosity (s), 20 °C [38] | Organic Solvents (%) | Solid Content (%) |
|---|---|---|---|---|---|
| UV acrylic (A2) | 55.2 | 1.229 | 42 | 6.5 | 93.5 |
| Water-borne (B2) | 55.2 | 1.024 | 65 | 5.4 | 27.9 |
| No. | Correlation of Gloss | R-sq, % | Equation | Pearson Correlation Coefficient |
|---|---|---|---|---|
| 1 | Gloss at 20° and gloss at 60° | 83.7 | Gloss at 20° = 0.4365 + 0.1627 gloss at 60° | 0.915 |
| 2 | Gloss at 20° and gloss at 85° | 60.7 | Gloss at 20° = 1.287 + 0.1128 gloss at 85° | 0.779 |
| 3 | Gloss at 60° and gloss at 85° | 88.4 | Gloss at 60° = 3.401 + 0.7658 gloss at 85° | 0.940 |
| Solution | Varnish Type | Gloss Direction | Gloss at 20° Fit | Gloss at 60° Fit | Gloss at 85° Fit | Composite Desirability |
|---|---|---|---|---|---|---|
| 1 | A2 | parallel | 5.9 | 33.4 | 36.5 | 0.648015 |
| Cold Liquids | Time, h | Varnish Type | Scale 1–5 | Description |
|---|---|---|---|---|
| Paraffin | 24 h | A2 B2 | 4 | Slight change on the varnish layer, only visible under reflected light |
| Water | A2 B2 | 4 | ||
| Alcohol (48%) | 6 h | A2 B2 | 1 | Severe damage on the varnish layer |
| Coffee | A2B2 | 4 | Slight change on the varnish layer, only visible under reflected light |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salca, E.-A.; Krystofiak, T.; Lis, B.; Hiziroglu, S. Glossiness Evaluation of Coated Wood Surfaces as Function of Varnish Type and Exposure to Different Conditions. Coatings 2021, 11, 558. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11050558
Salca E-A, Krystofiak T, Lis B, Hiziroglu S. Glossiness Evaluation of Coated Wood Surfaces as Function of Varnish Type and Exposure to Different Conditions. Coatings. 2021; 11(5):558. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11050558
Chicago/Turabian StyleSalca, Emilia-Adela, Tomasz Krystofiak, Barbara Lis, and Salim Hiziroglu. 2021. "Glossiness Evaluation of Coated Wood Surfaces as Function of Varnish Type and Exposure to Different Conditions" Coatings 11, no. 5: 558. https://0-doi-org.brum.beds.ac.uk/10.3390/coatings11050558