Alternative Fuels from Forestry Biomass Residue: Torrefaction Process of Horse Chestnuts, Oak Acorns, and Spruce Cones



Institute of Agricultural Engineering, Wroclaw University of Environmental and Life Sciences, 51-630 Wroclaw, Poland
*
Authors to whom correspondence should be addressed.
Energies 2020, 13(10), 2468; https://0-doi-org.brum.beds.ac.uk/10.3390/en13102468
Submission received: 19 April 2020
/
Revised: 10 May 2020
/
Accepted: 12 May 2020
/
Published: 14 May 2020
(This article belongs to the Special Issue Biomass Wastes for Energy Production)
Abstract
:The global energy system needs new, environmentally friendly, alternative fuels. Biomass is a good source of energy with global potential. Forestry biomass (especially wood, bark, or trees fruit) can be used in the energy process. However, the direct use of raw biomass in the combustion process (heating or electricity generation) is not recommended due to its unstable and low energetic properties. Raw biomass is characterized by high moisture content, low heating value, and hydrophilic propensities. The initial thermal processing and valorization of biomass improves its properties. One of these processes is torrefaction. In this study, forestry biomass residues such as horse chestnuts, oak acorns, and spruce cones were investigated. The torrefaction process was carried out in temperatures ranging from 200 °C to 320 °C in a non-oxidative atmosphere. The raw and torrefied materials were subjected to a wide range of tests including proximate analysis, fixed carbon content, hydrophobicity, density, and energy yield. The analyses indicated that the torrefaction process improves the fuel properties of horse chestnuts, oak acorns, and spruce cones. The properties of torrefied biomass at 320 °C were very similar to hard coal. In the case of horse chestnuts, an increase in fixed carbon content from 18.1% to 44.7%, and a decrease in volatiles from 82.9% to 59.8% were determined. Additionally, torrefied materials were characterized by their hydrophobic properties. In terms of energy yield, the highest value was achieved for oak acorns torrefied at 280 °C and amounted to 1.25. Moreover, higher heating value for the investigated forestry fruit residues ranged from 24.5 MJ·kg−1 to almost 27.0 MJ·kg−1 (at a torrefaction temperature of 320 °C).
1. Introduction
Over the past several years, global energy demand has increased significantly. This is associated with economic and industrial development in many countries and energy (heat and electricity) is an essential service required by people all over the world. The total energy consumption in the world in 2017 was 23,696 TWh, which was an increase of about 117.4% compared to 1990 [1]. Unfortunately, the share of coal in total energy generation is high (41.6% in 2017) and its consumption is still growing [1]. In the last few decades, next to energy security, protection of the natural environment has also become a very important issue. The world is now focused on global warming problems and the uncontrolled increase in the global temperature that could lead to ecological disaster [2,3,4]. Therefore, many measures need to be taken to prevent global warming of more than 1.5 °C [4].
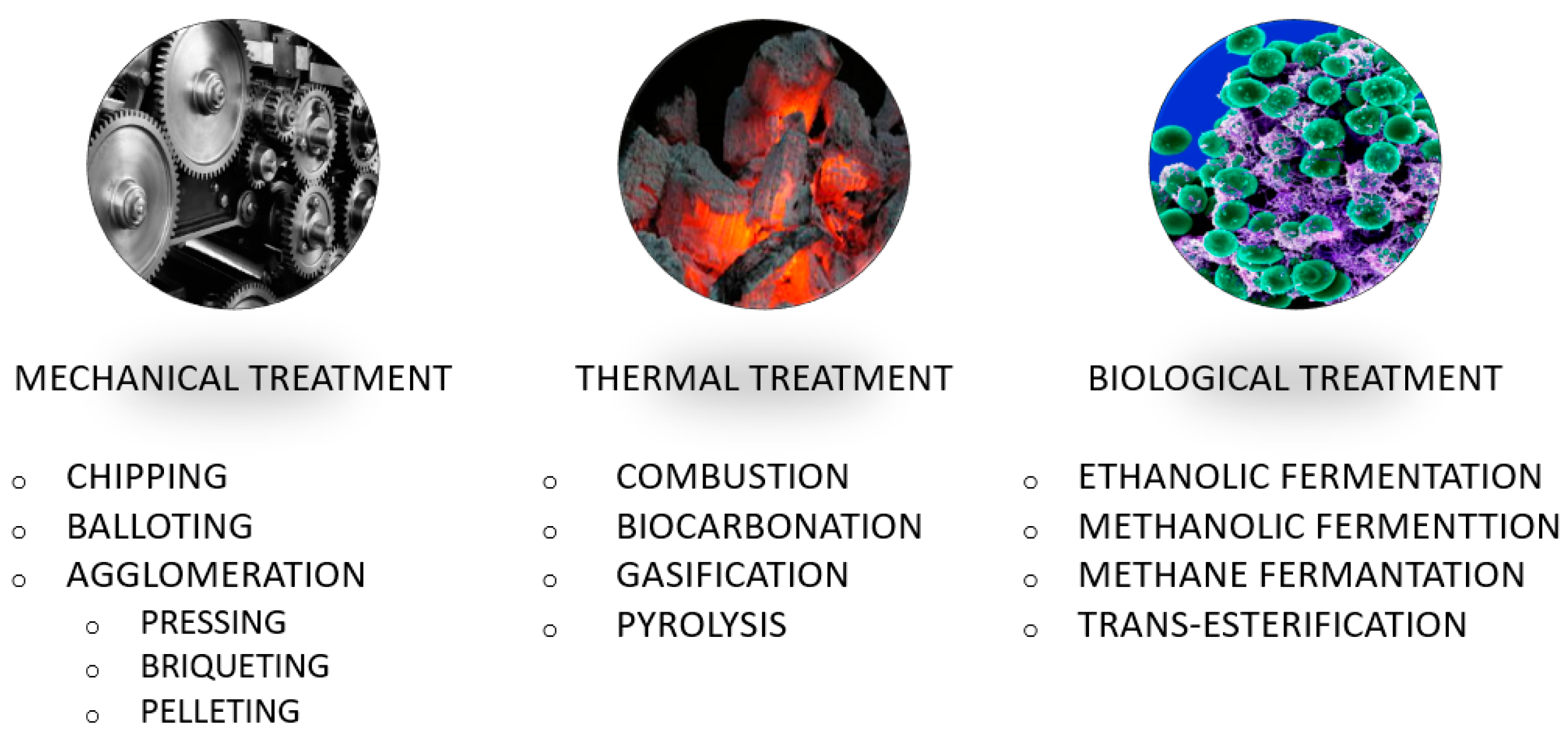
One of the solutions is to further increase the use of renewable energy sources (RES) in total energy production, including biomass residues. In 2019, energy potential from residual biomass in the EU-27 amounted to 8500 PJ·y−1, of which 3800 PJ·y−1 was from straw and 3200 PJ·y−1 was from forestry residues [5]. It is estimated that in 2050 the global technical potential of biomass residues (from agriculture, forestry, dungs, and organic waste) will range from 55 to 325 EJ·y−1 [6]. Moreover, the EU countries have included a share of biomass feedstock in their energy mixes in the strategies formulated for 2030 and 2050 [7]. However, the focus is on the identification and utilization of new alternative sources of biomass, especially residual sources. A circular economy, in particular, the circular waste management sector requires three important factors: financial stability, environmental friendliness, and social wellbeing. Biomass valorization methods, e.g., torrefaction of forestry waste materials adds new value to the forest. Furthermore, thanks to the torrefaction process of waste, the forest biomass can be used to complement many natural products besides bioenergy. It allows for energy diversification by the manufacturer and increases the chance that the cost of bioenergy will be sustainable, while potentially decreasing costs in the energy supply chain [8]. Thus, valorization of biomass residues is recommended to improve their properties and to expand their application options [9]. This is also a result of the fact that direct use of biomass is associated with several difficulties. Raw, untreated waste biomass is characterized by a heterogeneous structure, higher moisture absorption capabilities (hydrophilic properties), and significantly lower heating value [10,11]. In addition, these negative properties decrease the economical use of raw biomass in practice. Therefore, it is necessary to use various pre-treatment processes (Figure 1). The use of mechanical, thermal, or biological treatments significantly improves the physical properties of raw biomass [9,12,13]. It should also be noted, that forestry biomass residues can support the carbon sequestration process. Loehle [14] analyzed the sequestration of carbon by commercial forestry. It was observed, that biomass used for energy production has a value of 100 years of sequestration, which corresponds to twelve tons of avoided carbon emission. Thus, the utilization of forestry waste biomass is also a solution to climate change risks.
One of the most promising and commonly used methods of converting biomass is thermal pre-treatment [15,16]. Among the thermal processing of biomass, torrefaction has become very attractive [17]. Torrefaction is also known as low-temperature pyrolysis (usually the pyrolysis process is carried out in temperatures up to 600–800 °C [18,19]) with high-temperature drying or roasting. The torrefaction process relies on heating biomass in atmospheric pressure and inert conditions. The typical range of temperature is from 200 °C to 320 °C [10,20,21]. To maintain the inert atmosphere in the heating chamber, carbon dioxide, or nitrogen flow is applied inside the reactor [22,23]. The non-oxygen atmosphere is required to prevent the combustion of biomass [24]. Therefore, thermal processing of biomass in a non-oxygen atmosphere (especially lignocellulosic biomass) allows for the decomposition of lignin, cellulose, and hemicellulose, which is important for further processing of biomass [9]. The depolymerization of the lignin, cellulose, and hemicellulose depends on the temperature and the duration of the process. The hemicellulose fibers are the first to depolymerize, due to its low molecular weight, and this is followed by lignin. The hardest fiber to depolymerize is cellulose and it is the last fiber to undergo depolymerization [25,26,27]. The content of these three basic fibers in biomass has an effect on its degree of degradation and its activity [28]. After the torrefaction process, torrefied biomass is characterized by a higher energy densification ratio (EDR) in comparison to the raw biomass. The energy densification increases by approximately 30%. This is because the loss of mass is larger (approximately 30–35%, depending on the material and the temperature of the torrefaction process) than the loss of energy (10–15%) [28,29,30]. The loss of mass is associated mainly with moisture removal from biomass and the initial devolatilization (thermal decomposition). Lower and limited moisture content in torrefied biomass (1–3%) affects the water gas shift reaction and the increase in the hydrogen content in syngas [31,32]. Torrefied biomass is advantageous because of its variable bulk density as well as its higher heating value (HHV), which results in savings in transport, storage, and further processing [10,33,34]. Torrefaction also results in better hydrophobic properties in biomass [35] due to the loss of hydroxyl groups during the process. This allows torrefied biomass to be stored in the open space for a long period, with a low risk of dampness, decomposition, and decay [10,33,34] in comparison to raw biomass (which tends to decompose quickly and is sensitive to external weather conditions [36,37]). Finally, torrefied biomass has better grindability due to the decomposition of fibers during thermal processing [33,35].
However, the process temperature has an influence on the costs, which should be economically justified from a practical point of view. The higher temperature of the torrefaction process results in improvement in the physical properties of the final product from biomass, but it also raises the energy inputs (and costs) to produce this alternative fuel. Energy consumption of a muffle furnace (in laboratory research) for a torrefaction temperature of 300 °C was found the be more than 60% higher compared to a temperature of 200 °C (with the same residence time of 60 min) [10]. Thus, the proper selection of the torrefaction temperature in terms of the expected valorized biomass properties is a very important factor in the industrial planning of the thermal processing of raw biomass.
Therefore, knowledge about the properties of the torrefied biomass residues and the changes caused by the temperature of the thermal process are crucial with regard to further application options, process modeling, and its economical use in practice. No data about the torrefaction process of the fruits of deciduous and coniferous trees was found in the literature.
This work aimed to assess the effect of the torrefaction process on the selected physical and chemical properties of investigated biomass residues from the forestry sector, such as horse chestnuts, oak acorns, and spruce cones. Specifically, the study investigated the influence of the temperature of the torrefaction on (i) changes in the results of the proximate analysis of torrefied materials, (ii) the hydrophobic propensities of final products, and (iii) changes in the basic physical parameters of the obtained products.
2. Materials and Methods
2.1. Materials Used in the Research
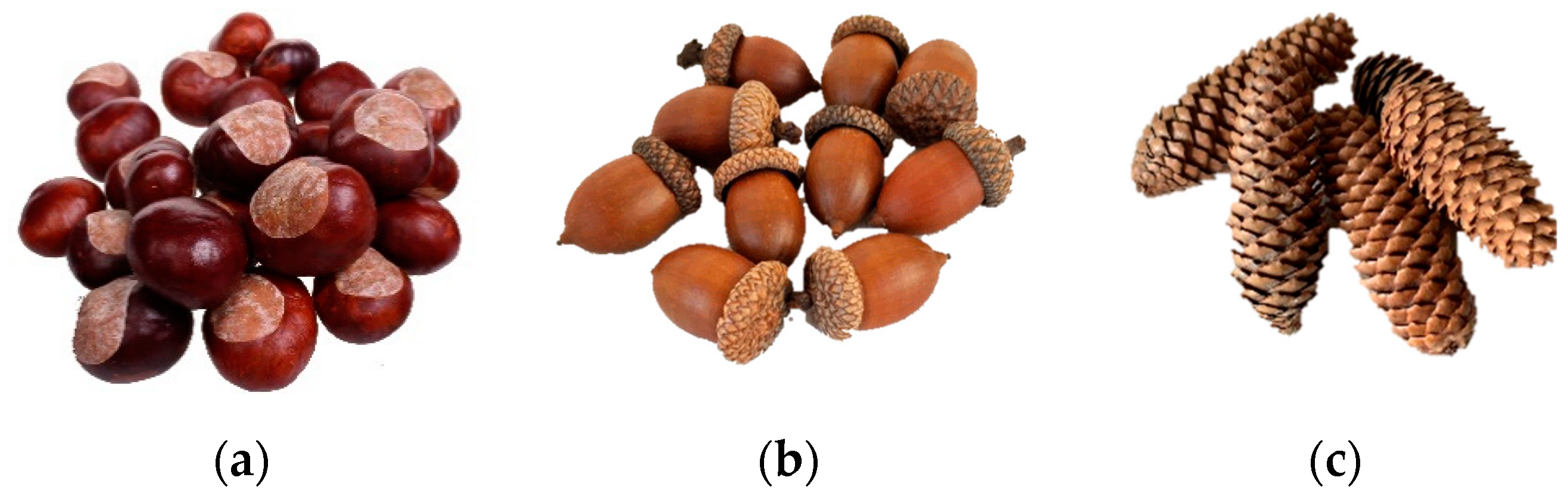
The subject of the research was different types of fruit from forest trees such as chestnut, oak, and spruce. In detail, the following three types of fruit were investigated (Figure 2): (a) horse chestnuts, (b) oak acorns, and (c) spruce cones.
2.2. Samples Preparation and Torrefaction Procedure
The preparation of the materials included their initial drying in the chamber KBC–65 W (WAMED, Warszawa, Poland) (Figure 3a) to obtain an analytical state for all samples. The drying temperature and duration time was 105 °C and 24 h, respectively. Next, horse chestnuts, oak acorns, and spruce cones were comminuted in the mill LMN 400 (TESTCHEM, Pszów, Poland) (Figure 3b). The size of the sieve was 1 mm. Finally, the samples (50 g each) were torrefied in the electrically-heated muffle furnace SNOL 8.2/1100 (SNOL, Utena, Lithuania) (Figure 3c). The mass of the samples, before and after the torrefaction process was measured using the scale RADWAG AS 220.R2 (RADWAG, Radom, Poland) (Figure 3d).
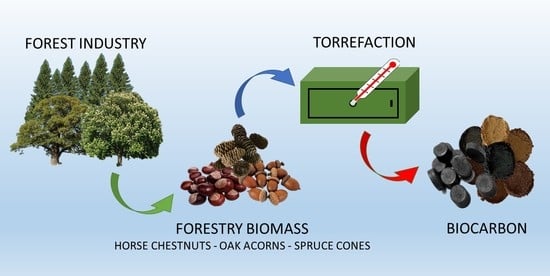
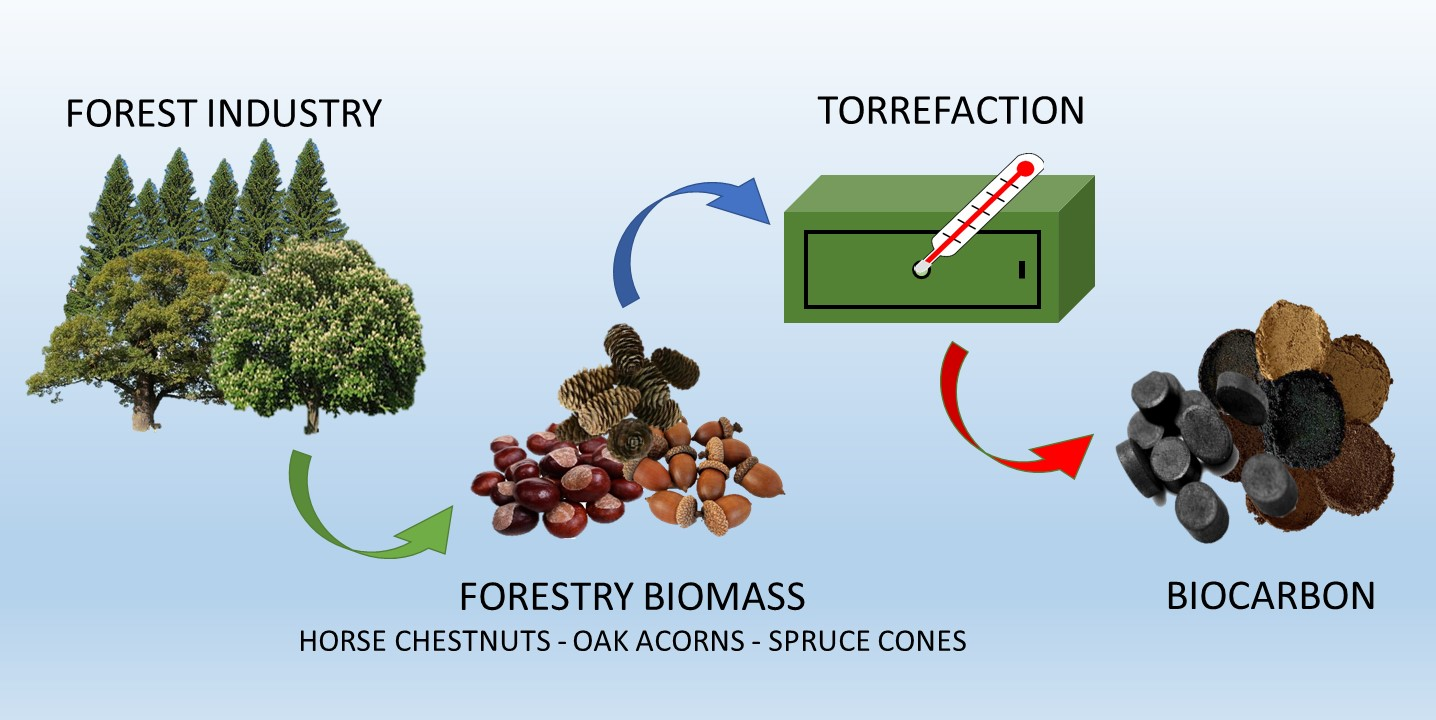
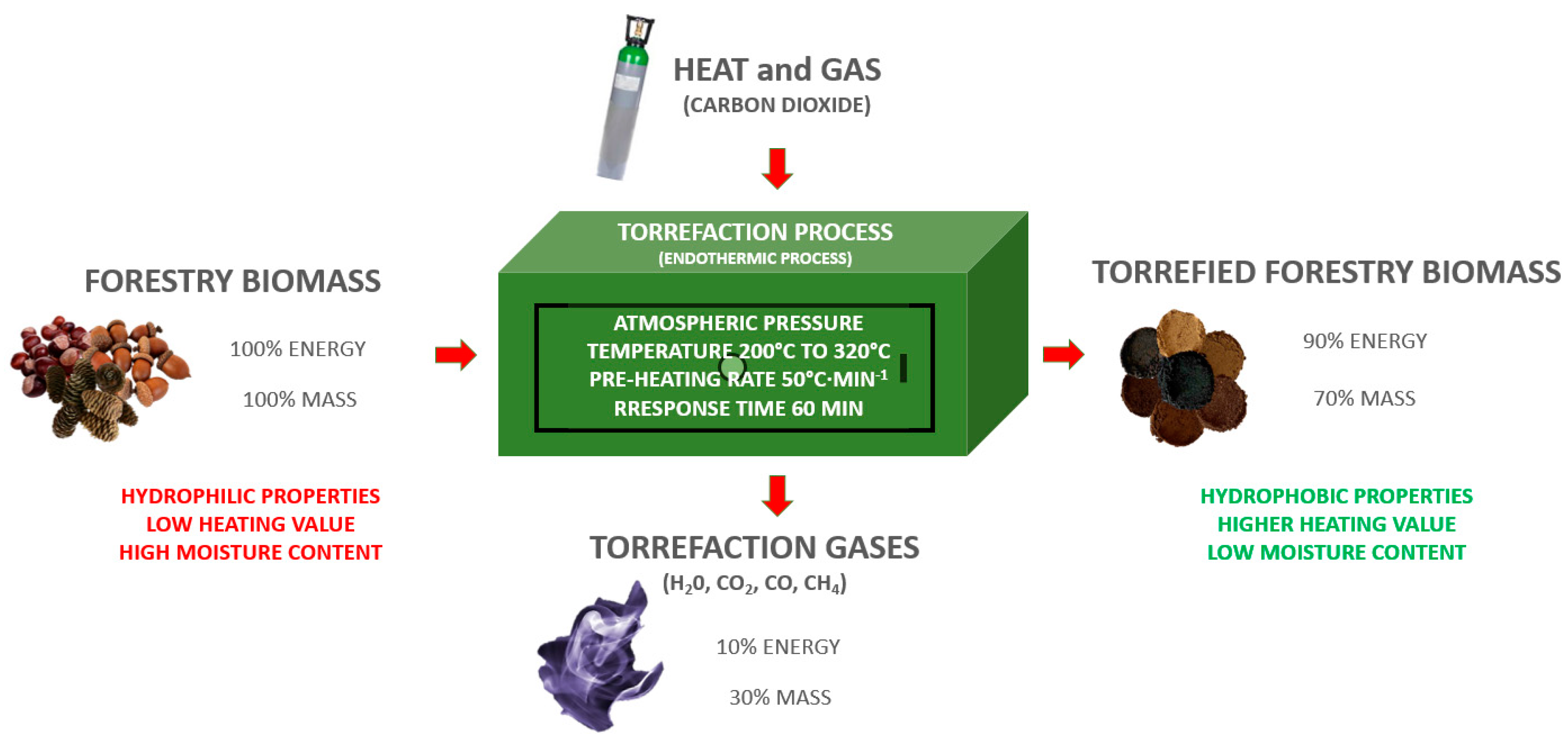
The torrefaction temperatures were 200 °C, 220 °C, 240 °C, 260 °C, 280 °C, 300 °C and 320 °C. Carbon dioxide (to maintain the inert atmosphere) from the gas cylinder was used in the reactor chamber (90 mL⋅min−1). The duration time of the torrefaction process was 60 min. The proposed thermal processing of forestry biomass, its basic properties, and process conditions are shown in Figure 4.
After the torrefaction process and cooling of the chamber, the samples were closed in an airtight plastic bag (to protect the material from absorbing water from the air). The process was repeated three times.
2.3. Proximate Analysis
The physical properties of the torrefied forestry biomass residues were determined to perform the proximate analysis. All the samples were taken following the applied ISO Standards. The following parameters were determined: ash content (AC), moisture content (MC), volatile matter content (VMC), higher heating value (HHV), and fixed carbon content (FCC). The measures were repeated five times.
The moisture content was determined using a laboratory moisture analyzer SARTORIUS MA150 (Sartorius, Goettingen, Germany) (Figure 3e). In this test, the PN-EN ISO 18134-2:2017-03E standard was applied [38]).
Ash content in the raw and torrefied forestry biomass was determined according to PN EN ISO 18122:2015 [39] using the muffle furnace SNOL 8.2/1100 (SNOL, Utena, Lithuania) and the following formula:
where AC is the ash content in the material (%), mA is the a mass of the crucible with ash after heating (g), mC is the mass of the empty crucible (g), and mM is the mass of the crucible with the material before heating (g).
The volatile matter content (VMC) in the investigated materials was determined by applying PN-EN ISO 18123:2016-01 standard [40]. The formula is as follow:
where VMC is the content of volatile matter in the material (%), mS is the mass of the crucible with fuel sample after heating (g), mC is the mass of the empty crucible (g), and mM is the mass of the crucible with fuel sample before heating (g).
To determine the higher heating value (HHV) of the material a calorimetric bomb IKA C200 (IKA, Lucknow, India) (Figure 3f) was used. The measurement was performed following PN-EN ISO 18125:2017-07 [41].
The fixed carbon content (the solid combustible residue) in the raw and torrefied forestry biomass was determined following ASTM D-3172-73 [42] using the following formula:
where FCC is the fixed carbon content in raw and torrefied forestry biomass (%), MC is the moisture content in raw and torrefied forestry biomass (%), AC is the ash content in raw and torrefied forestry biomass (%); and VMC is the volatile matter content in raw and torrefied forestry biomass (%).
2.4. Additional Analysis
The additional properties of the alternative fuel from horse chestnuts, oak acorns, and spruce cones were also investigated by performing hydrophobicity tests, as well as the measurement of bulk density (B), specific density (S), and porosity (ε). Mass yield (MY), the energy densification ratio (EDR), and energy yield (EY) were determined based on the physical properties. The investigations were repeated five times.
The hydrophobic properties were determined by the water drop penetration time (WDPT) test [43]. Raw and torrefied material weighing 5 g was spread (in a thin layer of 2 mm) on a laboratory slide glass (Figure 3g). Next, the five drops of distilled water were put on the surface of the material. The temperature of the distilled water was 20 °C. Then, the time it took the water drop to the penetrate through the layer of the investigated material was measured with a stopwatch. The hydrophobic properties were determined by comparing the values obtained for the drop penetration time to the classification data (Table 1).
In the case where the penetration time of distilled water drop exceeded 1 h, the sample was covered with the lids (to minimize the influence of the evaporation process) [43].
The bulk density of the material was determined according to PN-EN 1237:2000 standards [45] using the following formula:
where ρB is the bulk density (kg·m−3), mi is the mass of the material in the container (kg), and Vi is the volume of the container (m3).
The specific density of raw and torrefied material (ρS) was determined using the gas pycnometer HumicPyc (InstruQuest Inc., Boca Raton, USA) (Figure 3h) whereas, the porosity was calculated according to PN-EN 1936:2010 [46] using the following formula:
where ε is the porosity of the material in the dry analytical state (%), ρB is the bulk density of the material in the dry analytical state (kg·m−3), and ρS is the specific density of material in the dry analytical state (kg·m−3).
Mass yield (MY) (using the thermogravimetric analyzer (Figure 3i), energy densification ratio (EDR) and energy yield (EY) was determined using the following formulas [28,29,47]:
where MY is the mass yield (%), mC is the mass of dry torrefied material (g), and mR is the mass of raw material (g).
where EDR is the energy densification ratio (-), HHVC is the higher heating value of torrefied material (kJ·kg−1), and HHVR is the higher heating value of raw material (kJ·kg−1).
where EY is the energy yield (%), MY is the mass yield (%), and EDR is the energy densification ratio (-).
The results for the proximate analysis, the additional properties, and diagrams were developed in statistical software STATISTICA (StatSoft-DELL Software, Texas, USA). The detailed results, including standard deviations and coefficient of variation are available in the Supplementary Materials, Tables S1–S5.
3. Results and Discussion
The first noticeable change in properties after torrefaction was the change in the color of the torrefied materials (Figure 5). The raw materials were characterized by a bright brown color. However, as the torrefaction process temperature increased, the color of the materials got darker (from brown to dark brown to black). Horse chestnuts, oak acorns, and spruce cones torrefied at 300 °C and higher were black in color and looked like fine coal. The change in color is a natural phenomenon during torrefaction or roasting of the biomass materials. The occurrence of a similar change in color was also observed by other researchers [48,49].
3.1. Results of the Proximate Analysis
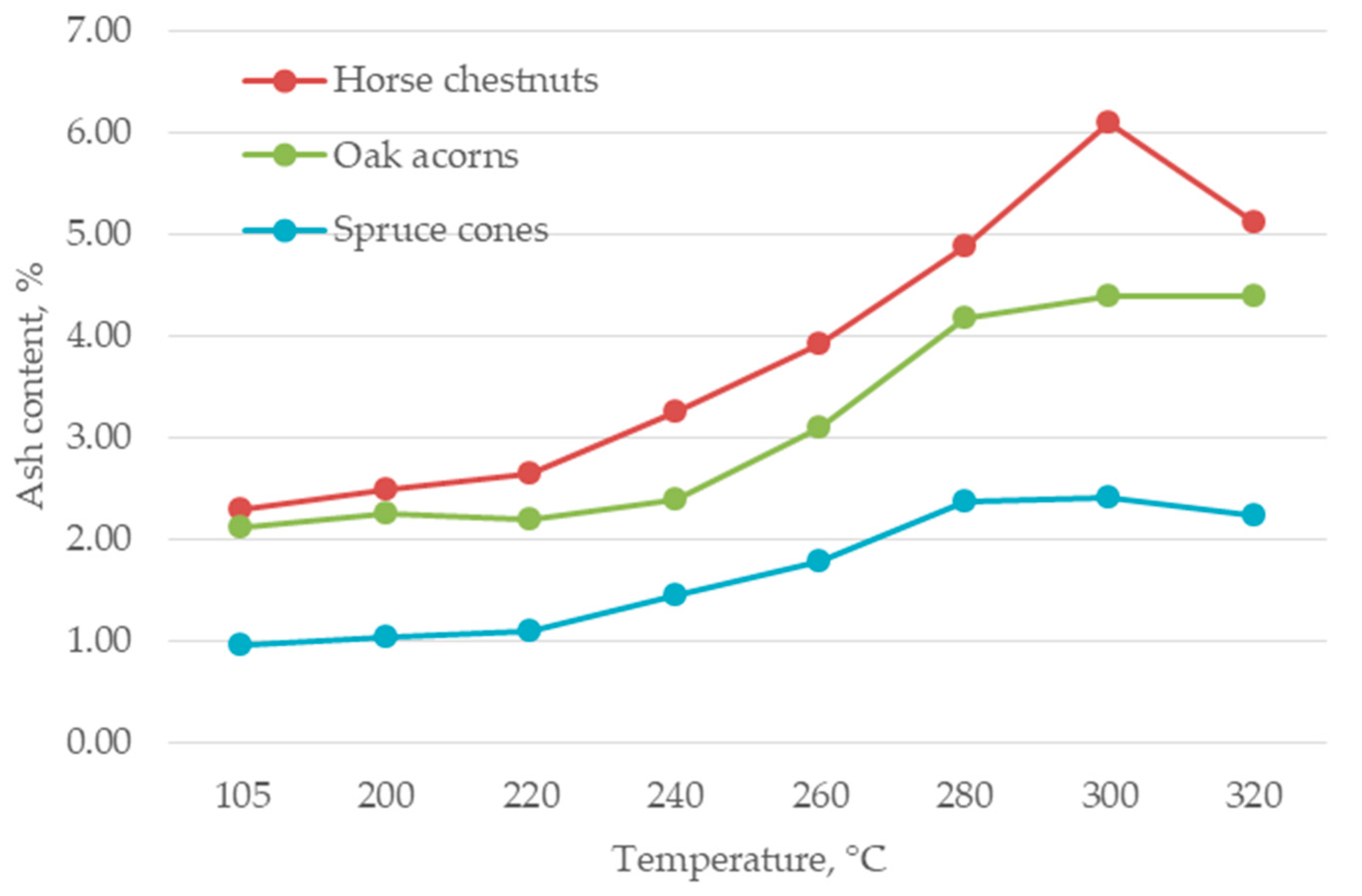
The investigated raw materials were characterized by a moisture content of 30.5% for the horse chestnuts, 30.6% for the oak acorns, and 10.2% for the spruce cones. After the torrefaction process, the ash content in the tested materials increased as the temperature of the process increased (Figure 6). For the chestnuts, the ash content was in the range from 2.3% (for raw material) to 6.1% (for torrefied material 300/320 °C). For oak acorns and spruce cones, it ranged from 2.1% to 4.4% and from 0.9% to 2.4%, respectively. The results showed that there was up to a three-fold increase in ash content in the torrefied material. Such a significant increase in ash content in the final product is primarily due to the weight loss in the form of volatile matters released during the thermal decomposition under torrefaction conditions. Moreover, the higher the process temperature, the greater the volatile matter loss. As a result, the percentage share of non-combustible substances (ash) remaining in the material increases. An increase in ash content in the material after the torrefaction process has also been observed in other research, where the AC was higher for material torrefied at 300 °C in comparison to material torrefied at 200 °C [10,16,50]. However, the increase of the ash content after torrefaction is not a significant disadvantage of this process. For comparison, the AC in coal is ca. 25–35% [51], so an AC of 4% or 6% in torrefied biomass residues is still competitive compared to coal. Alternative fuels from typical untreated wooden/agricultural biomass in the form of a pellet, also had an ash content in the range from 0.66% to 9.43%, depending on the type of material [52]. Interestingly, despite the increased ash content, the torrefied forest residues were still within the range of values found for thermally unprocessed biomass materials. This is a positive feature in the context of the materials studied in this work.
An interesting phenomenon was observed in horse chestnuts torrified at a higher temperature (320 °C). At this temperature, the ash content decreased remarkably. This trend can also be seen in the case of oak acorns and spruce cones, although it is not as obvious. This is probably related to the vaporization of alkali salts [53], mainly alkali halides of metals. At a certain temperature of pyrolysis, these compounds move from a solid phase to the gas phase, thus the ash content may decrease [54]. It may also be related to the inhomogeneous structure of materials [55]. This study used whole materials, both shell and pulp, which can be characterized by different content of ash.
The volatile matter content in fuel (fossil or renewable) is directly related to the ease of ignition of the fuel and its combustion stability. Volatile matter is the combustible part of the fuel. So, a material characterized by a high content of volatile matter is easier to ignite and requires less energy for this process. However, fuels with higher VMC emit less heat because a significant part of the mass is released with volatiles to the atmosphere, and the coke (char) residue is the main source of heat/energy [56].
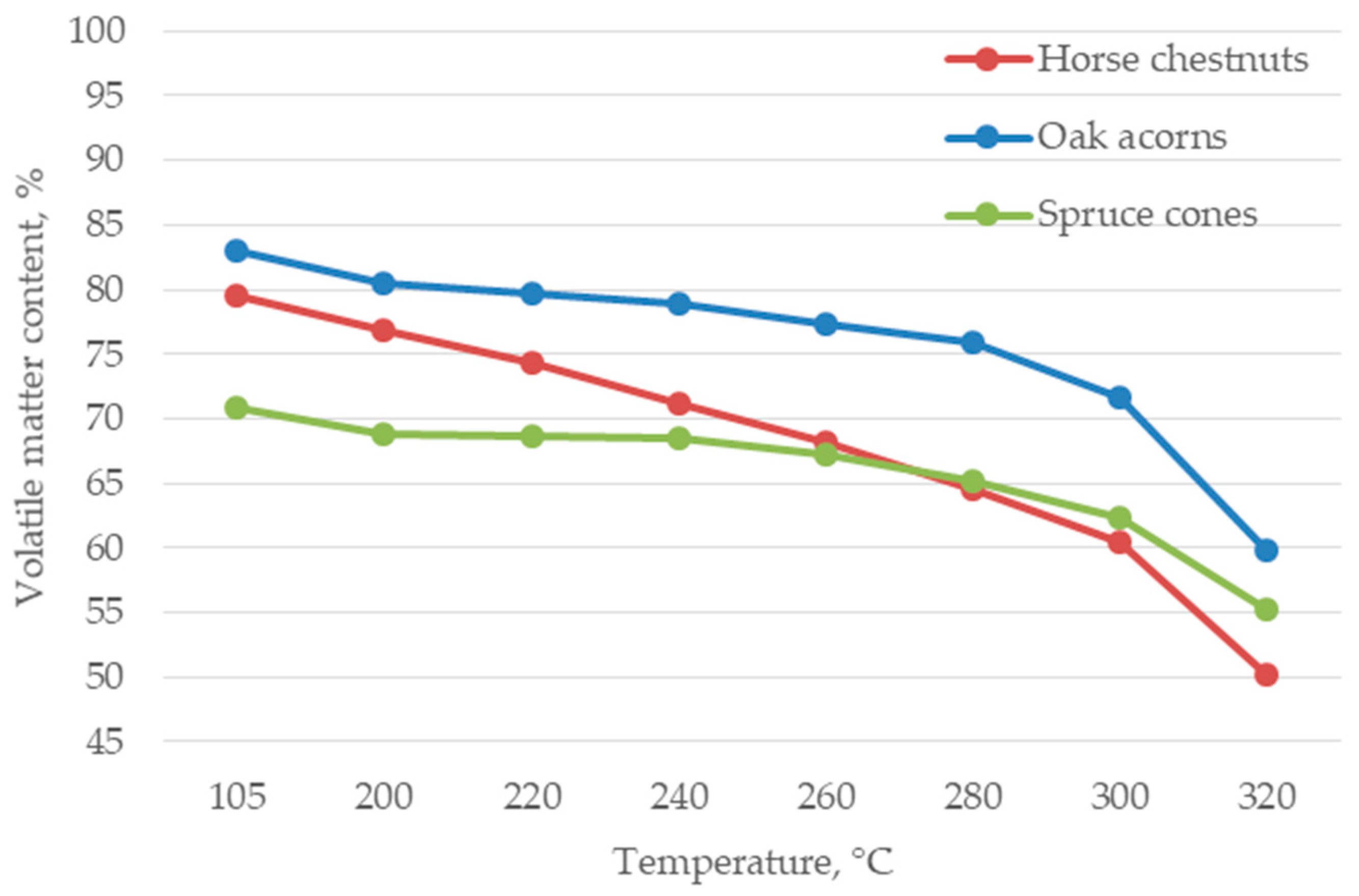
All of the tested forestry biomasses were characterized by decreasing volatile matter content after the torrefaction process; the VMC change depended on the process temperature (Figure 7). The content of volatiles in horse chestnuts was from 79.6% for raw biomass to 50.2% for material torrefied at 320 °C. The VMC in oak acorns went from 82.9% in the raw material to 59.8% in the material torrefied at 320 °C. The oak acorns had the highest content of volatiles in both the raw and torrefied material. In the case of spruce cones, the VMC decreased from 70.9% to 55.3%.
The obtained results and behavior trends are similar to those found by other researchers. Tong et al. [57] determined the volatile matter content in raw biomass as being 75–85%. This is an average value of the VMC in raw biomass (i.e., wood, straw, and forestry residues), and is in line with the VMC in horse chestnuts, oak acorns, and spruce cones. Additionally, some similarities can be seen in comparing the volatile matter content in torrefied horse chestnuts, oak acorns, and spruce cones. As the temperature increased, the VMC decreased. Biomass like rice straw, pine sawdust, or other straws are also characterized by volatiles at 40–50% after torrefaction at 300 °C [57,58]. The mean content of volatiles in coal is 40% [56,59], so, torrefied forestry biomass starts to be very close to coal in terms of volatile matter. However, volatiles are also related to volatile organic compounds (VOCs). Biomass is characterized by the different content of VOCs. In biomass like wood or straw, over one hundred types of VOCs have been identified that are toxic and polluting air [60]. This is important for the forest product industry or bioenergy sector because it limits the biomass application options due to environmental regulations.
Fixed carbon is a solid combustible residue in the fuel. With a significant decrease in volatiles and a slight increase in ash content, the total content of fixed carbon should increase in torrefied biomass as the temperature rises. This is because the amount of lost carbon contained in volatile compounds (i.e., light hydrocarbons) is low. This dependence was observed in the obtained results (Figure 8). Fixed carbon content ranged from 18.1% to 44.7%, from 14.9% to 35.5%, and from 28.1% to 42.5%, for horse chestnuts, oak acorns, and spruce cones, respectively. A higher content of FCC is beneficial as it allows more heat to be generated from the material. Correia et al. [58] studied several biomass materials (including straw) during torrefaction and obtained fixed carbon contents ranging from 9.9% to 17.3% for raw biomass, and its content was higher when the torrefaction temperature was higher. Similar amounts of FCC in the biomass before and after torrefaction was noted in other studies [10,61]. As a comparison, the mean fixed carbon content in coal is ca. 60% (dry ash-free state) [56].
The higher heating value provides basic information about a fuel and its properties. If the HHV is higher, more energy can be obtained from the material during its combustion. The higher heating values for the dry horse chestnuts, oak acorns, and spruce cones ranged from 18.2 MJ·kg−1 to 19.6 MJ·kg−1 (Figure 9), which is comparable to other types of biomass, like straw or sawdust [52,57,62]. For the forestry biomass, an increase in the HHV due to thermal conversion was observed. Potential deviations from the upward trend probably result from the heterogeneous structure/composition of the investigated material. For example, the horse chestnut possesses a shell and pulp, whose share in the material is not the same. Besides, the measurement error associated with the method of HHV determination can also slightly influence the final result. Horse chestnuts were characterized by an HHV = 26.5 MJ·kg−1 after torrefaction at 320 °C. Oak acorns and spruce cones, at the same temperature, reached 25.6 MJ·kg−1 and 24.7 MJ·kg−1, respectively. The values of the HHV were much higher after torrefaction than in the raw material. The impact of torrefaction on the higher heating value of biomass has also been confirmed by other researchers [10,57,58,63] who found an increase in the HHV from 18.2 MJ·kg−1 to 28.5 MJ·kg−1 for waste biomass [10], an increase from 15.9 MJ·kg−1 to 21.4 MJ·kg−1 for straw [57,58], and from 18.2 MJ·kg−1 to 23.2 MJ·kg−1 for wooden sawdust [63].
3.2. Results of Additional Analysis
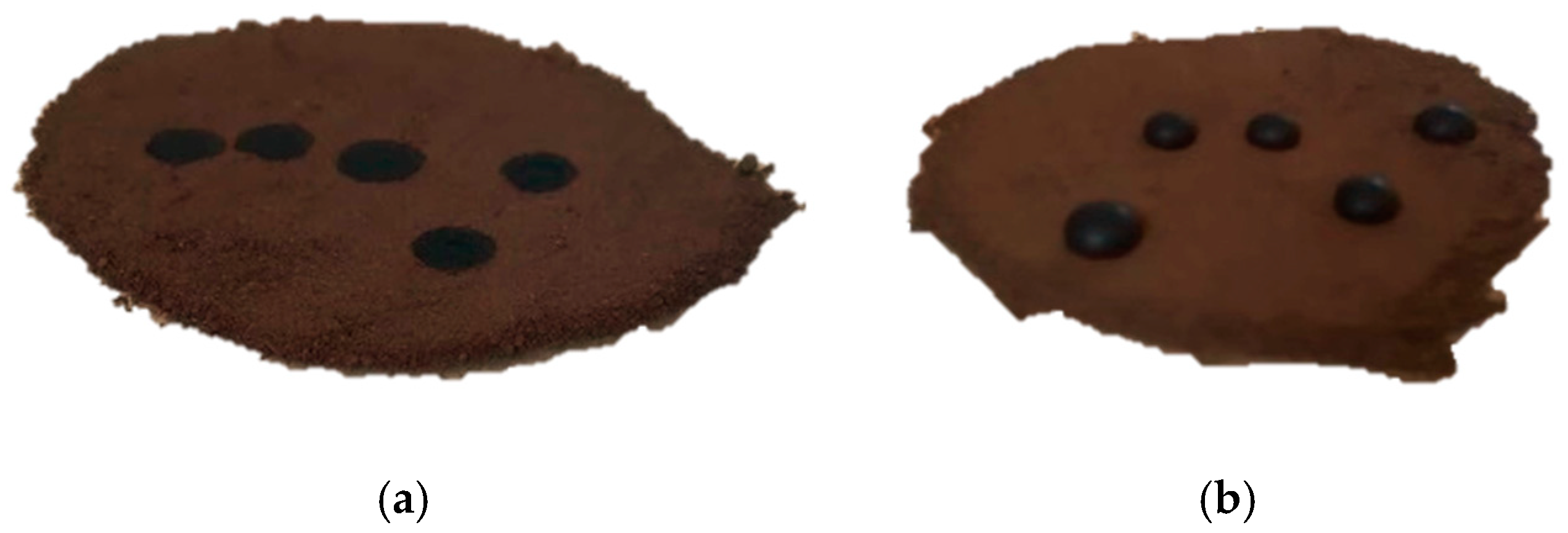
Beyond the proximate analysis, which is required for the fuels, additional analysis can also provide valuable information about the properties of new, alternative fuels. One of these analyses is the hydrophobicity test. It was observed that the torrefaction process results in the biomass obtaining better hydrophobicity properties compared to the raw material. Thermal processing of biomass allows the decomposition of hydroxyl groups, which are responsible for binding the moisture in the material [64,65]. Thanks to this, biomass after pyrolysis at a lower temperature is characterized by hydrophobic properties, in contrast to the hydrophilic properties of the raw material. The graphical illustration of these properties is shown in Figure 10. It can be observed that drops of distilled water sink into raw material (Figure 10a), but persist on torrefied biomass at 300 °C (Figure 10b).
In accordance with the water drop penetration time test for determining hydrophobic properties, material that reaches the value over the 3600 s time period is recognized as extremely hydrophobic material (Table 1). As can be seen in Figure 11, horse chestnuts, oak acorns, and spruce cones obtained extremely hydrophobic properties at different temperatures of torrefaction. For the horse chestnuts, it was 260 °C, and for the oak acorns it was 220 °C. The obtained results are satisfying because hydrophobic properties were achieved at low torrefaction temperatures. Food waste biomass like nuts shells or fruit peels and seeds are characterized by extremely hydrophobic properties at a similar range of temperature. Orange peels are extremely hydrophobic at 240 °C, walnut shells at 220 °C, and pumpkin seeds at 260 °C [10]. The favorable effect of torrefaction on the hydrophobicity of the biomass was also noticed by Alvarez et al. [66] and Pouzet et al. [67]. However, a very interesting result was obtained for spruce cones, which were already extremely hydrophobic in the untreated state (raw material). This probably arises from the internal multilayer structure of the spruce cones and the content of resin. There are studies about the content of resin acids in dependence on the type of tree. Coniferous trees (e.g., pine or spruce) are characterized by a higher content of resin acids than deciduous trees (i.e., beech or oak) [68]. The specific content of resin acids in different parts of the tree was also determined by Eberhardt et al. [69]. This is important from a practical point of view because it means that they can be stored in the open air without any cover or roofing. The hydrophobic properties of torrefied biomass can be used in furniture production (garden, kitchen, bathroom) where water-resistance of the final product is crucial. However, it should be checked that the thermal processing of the material does not adversely affect its other material properties.
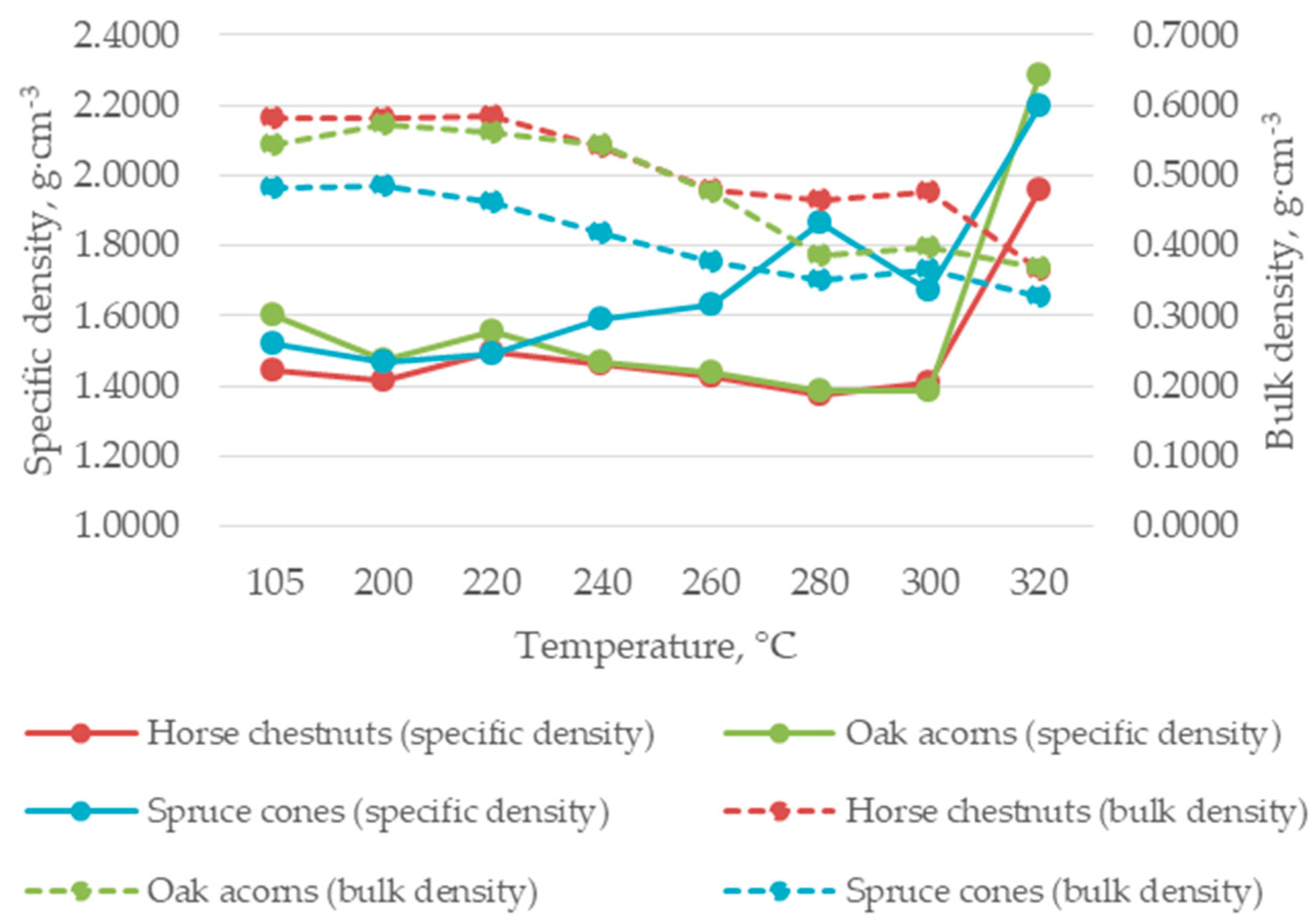
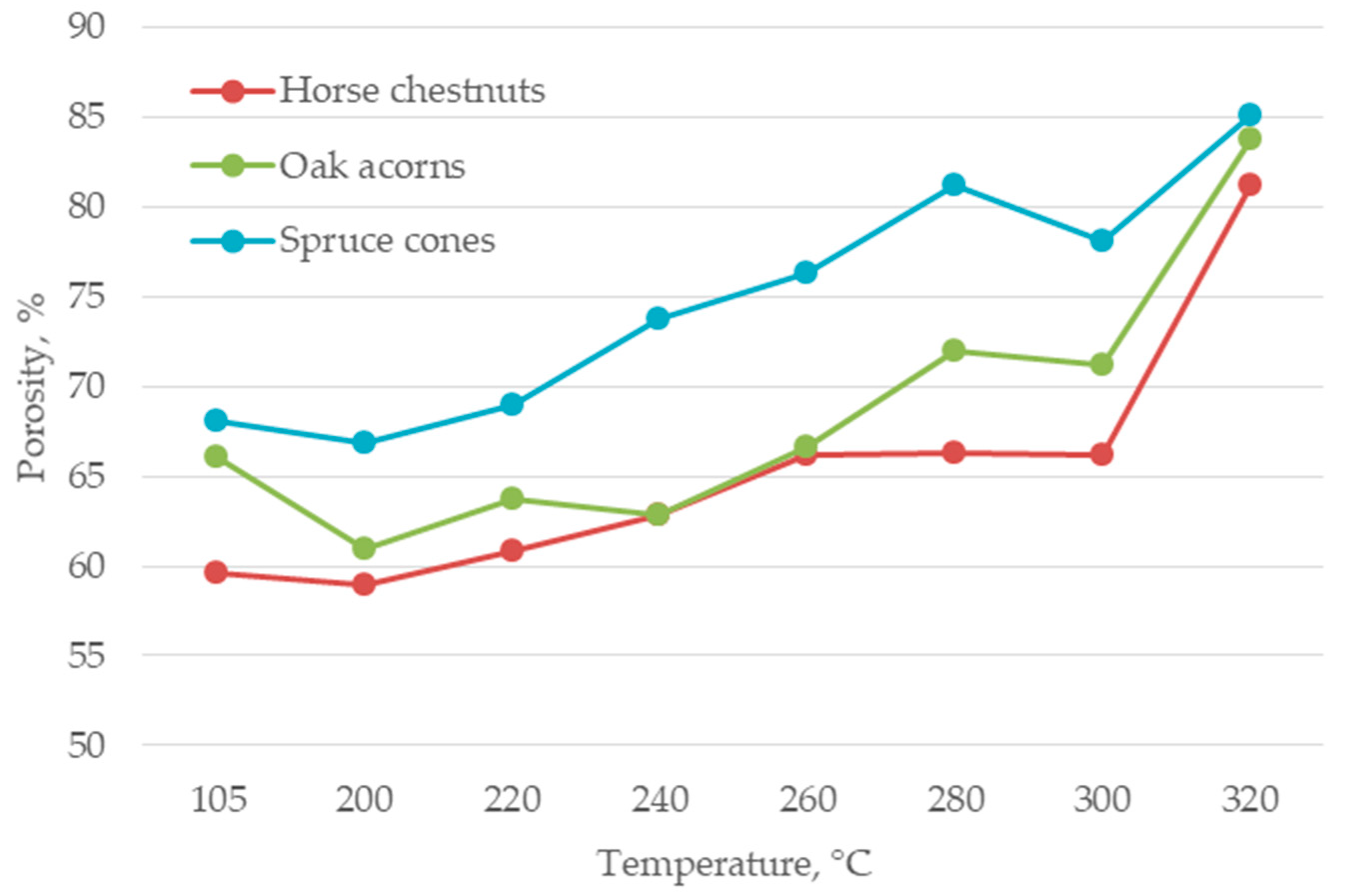
Considering the bulk density (ρB) of the forestry biomass, it can be seen that it decreases as the temperature of torrefaction increases (Figure 12). The bulk density of horse chestnuts ranged from 0.581 g·cm−3 (raw material) to 0.365 g·cm−3 (320 °C). For the oak acorns, the ρB was from 0.544 g·cm−3 to 0.369 g·cm−3 and for the spruce cones it ranged from 0.483 g·cm−3 to 0.327 g·cm−3, for the raw material and torrefied at 320 °C, respectively. A slight increase in the specific density (ρS) of the tested materials was noticed after the torrefaction (Figure 12). Forestry biomass residues torrefied between 200 °C and 300 °C did not show a change in the specific density. The specific density only increased significantly at 320 °C. This may be associated with a further release of bound moisture and increased thermal decomposition of the substance. This translates into an increase in pores in torrefied products and further concentration of heavier compounds in the specific volume of the material. As can be seen in Figure 13, torrefaction causes an increase in the material’s porosity. The porosity of the raw material was 59.6% (horse chestnuts), 66.1% (oak acorns) and 68.0% (spruce cones). With increasing temperature, the porosity reached 81.2%, 83.8%, and 85.1%, respectively. The highest increase in porosity was observed between 300 °C and 320 °C. The relationship between bulk density, porosity, and the torrefaction process has also been described by Nhuchhen et al. [70] and Bach et al. [71]. In their studies, torrefaction caused a decrease in the bulk density of biomass, while the porosity index tended to grow.
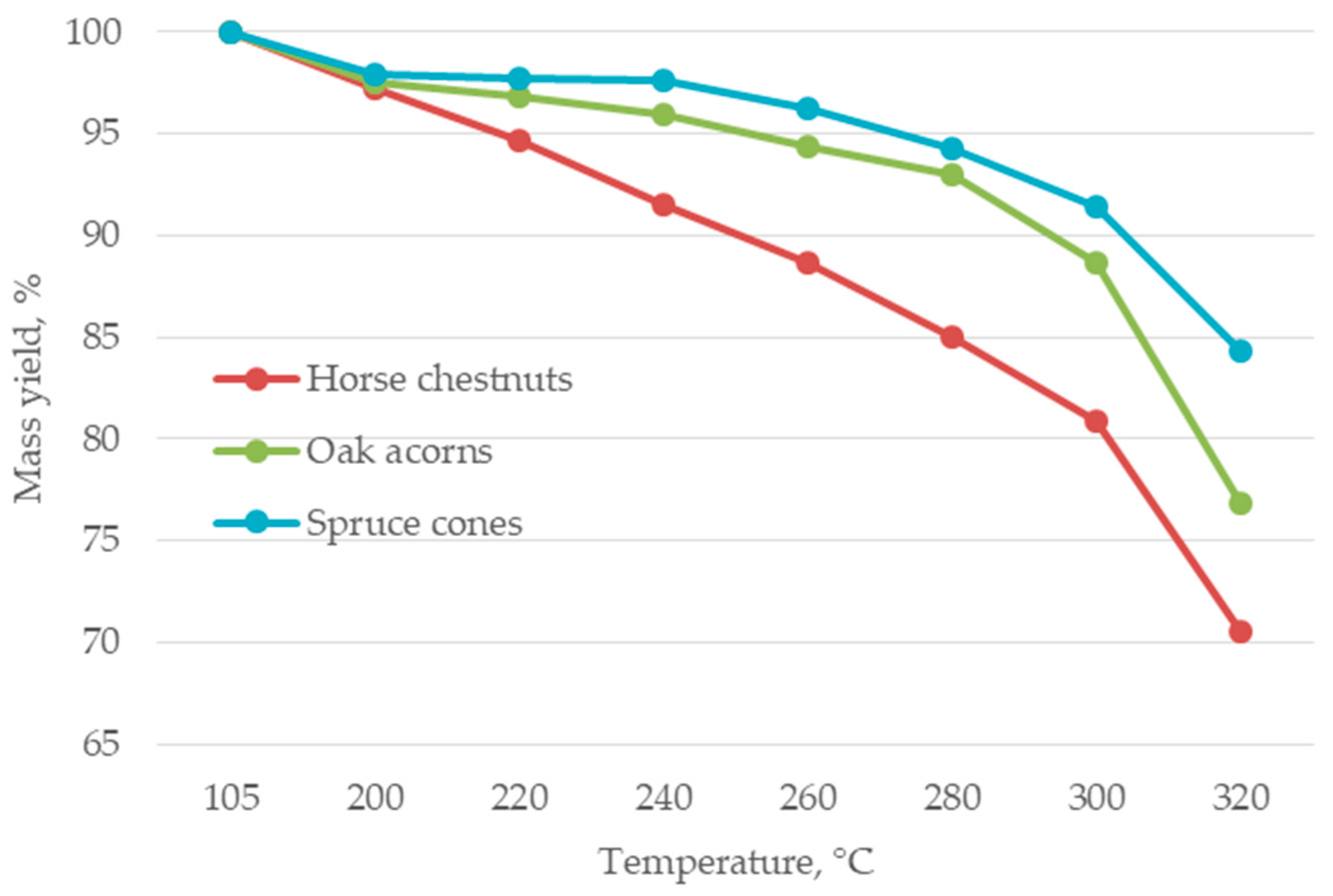
As is well-known, thermal processing causes a mass loss of the treated material. This is associated with both moisture evaporation and the release of volatile substances from the material. Mass yield (mass remaining after torrefaction) depends on the moisture, ash, carbon, and volatile matter content in the biomass. In Figure 14, the mass yield of the tested forestry biomass residues is shown. The highest mass yield (after torrefaction at 320 °C) was 70.6% (mass loss 29.4%), which was observed for the horse chestnuts. For the oak acorns the mass yield was 76.8% (mass loss 23.2%) and for spruce cones it was 84.4% (mass loss 15.6%). A similar process was also observed in other studies. The mass loss for torrefied wood at 280 °C was ca. 37%, and was higher than for horse chestnuts, oak acorns, and spruce cones [72]. The higher mass loss at higher temperatures was also observed for fruit residues [55]. For torrefied oil palm empty fruit bunches at 300 °C, the mass yield amounted to 56% (mass loss at 44%).
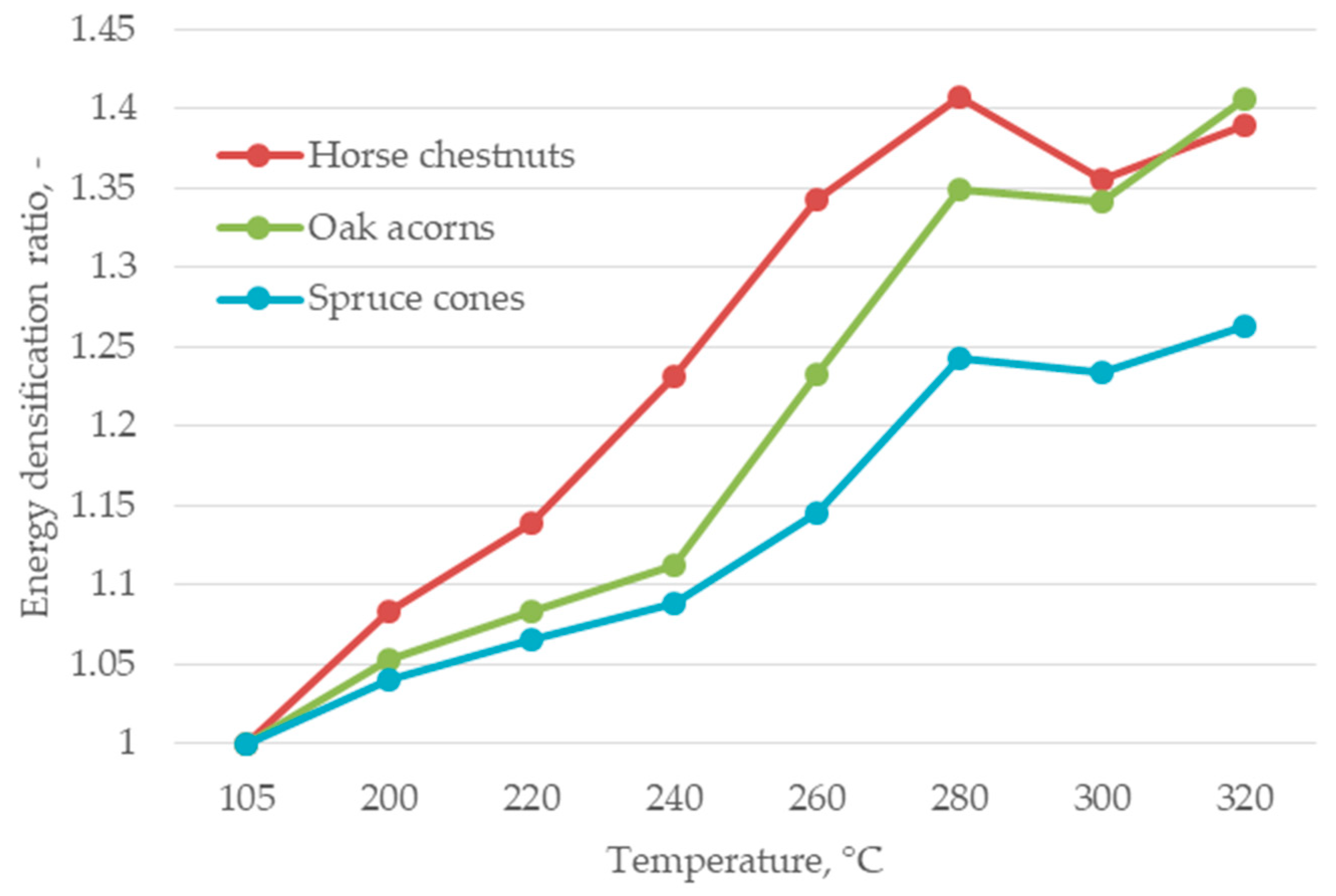
The energy densification ratio (EDR) in the horse chestnuts, oak acorns, and spruce cones increased as the temperature of the process also increased (Figure 15). This is related to the much higher HHV of the torrefied materials compared to the raw biomass. For the horse chestnuts and oak acorns torrefied at 320 °C, the EDR has the same value of 1.4. The HHV of these materials after torrefaction at 320 °C was 40% higher than the HHV of its raw material. For the spruce cones, the EDR amounted to 1.26. The increase in the EDR testifies to the increase in the HHV. The impact of torrefaction on higher HHV has been determined in many studies. Increases in HHV after torrefaction was observed for food wastes (EDR = 1.57) [10], leaves (EDR = 1.37) [61] and wood (EDR = 1.26) [63].
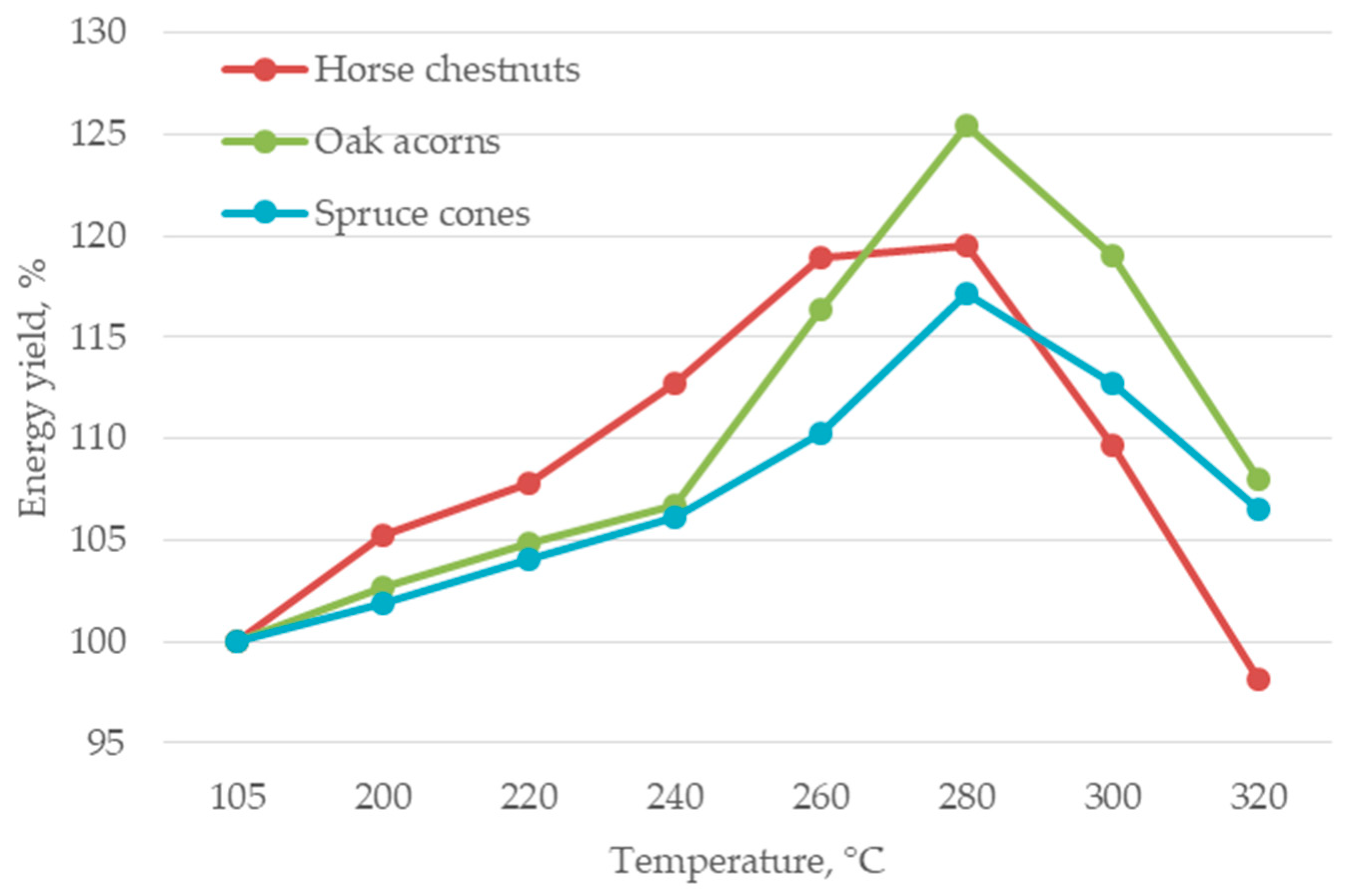
Based on the mass yield and energy densification ratio, energy yield was determined (Figure 16). The energy yield increased with the process temperature, but reached a maximum at 280 °C. Above this temperature, the EY fell. Forestry biomass torrefied at 320 °C was characterized by the lowest energy yield, even lower than in the raw material, although, the EDR for this temperature was the highest. This can be explained by the fact that energy yield depends on the mass loss, which was the lowest at this temperature. The energy yield factor indicates which temperature of the torrefaction process is the most favorable in terms of energy properties. In analyzing other studies, some differences were observed in energy yield. For torrefied wood and bark, the EY decreased already at the minimal temperature of the process. Energy yield for wood at 280 °C was ca. 11%, and for bark it was 20% [72]. For food wastes (i.e., vegetables, grains, or meats), an initial increase of energy yield was observed, however, at the higher temperature (300 °C) there was a significant decrease in EY. Energy yield between 250 °C and 350 °C decreased from 80% to 40% [73].
4. Conclusions
This study proposes thermal processing (torrefaction) of forestry biomass residues (horse chestnuts, oak acorns, and spruce cones) as an initial treatment and a means of preparing alternative fuels or substrates for other applications. The torrefaction process allows for obtaining better fuel properties of raw biomass. Based on the results it can be concluded that horse chestnuts, oak acorns and spruce cones are good organic materials for producing alternative fuel. After the torrefaction process, the tested materials were characterized by very good hydrophobic properties, higher heating value, and higher energy densification. These properties improve the attractiveness of using these materials as fuel. Taking into account many physical and chemical parameters, such as volatile matters content, higher heating value, and fixed carbon content, forestry biomass resembles hard coal after torrefaction, but still remains biomass, which is recognized as an ecological and environmentally friendly source of energy. However, the selection of the torrefaction temperature should be preceded by analysis of the fuel properties. This will help to properly design a valorization process and to save energy inputs as well as financial expenses.
This research provides a starting point for further analysis of horse chestnuts, oak acorns, and spruce cones, which could focus on a more detailed explanation of the different properties and behaviors of these organic matters during thermal processing including, for example, thermogravimetric analysis (TGA), derivative thermogravimetric (DTG) analysis or differential scanning calorimetry (DSC) analysis. Also, from a practical point of view, it is worth examining/determining all the costs involved in the entire logistics chain (harvesting, milling, the torrefaction process, compaction, storage, transport). Furthermore, the utilization of these residues as substrates for other applications (specific chemicals, additives, etc.) would also be interesting from a scientific point of view.
Supplementary Materials
The following are available online at https://0-www-mdpi-com.brum.beds.ac.uk/1996-1073/13/10/2468/s1, Table S1. Analysis of ash content, volatile matter content, and higher heating value with standard deviation, and coefficient of variation.; Table S2. Analysis of fixed carbon content, and moisture content with standard deviation, and coefficient of variation; Table S3. Analysis of bulk density, specific density, and porosity with standard deviation, and coefficient of variation; Table S4. Analysis of mass yield, energy densification ratio, and energy yield with standard deviation, and coefficient of variation; Table S5. Analysis of hydrophobic properties with standard deviation, and coefficient of variation.
Author Contributions
A.D. conceived and designed the research; T.N. performed the research; A.D. and T.N. analyzed the data and contributed materials/analysis tools; A.D. and T.N. wrote the paper. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The author declares no conflict of interest.
Abbreviations
| AC | ash content |
| DSC | differential scanning calorimetry |
| DTG | derivative thermogravimetry |
| EDR | energy densification ratio |
| EU | European Union |
| EY | energy yield |
| FCC | fixed carbon content |
| HHV | higher heating value |
| MC | moisture content |
| MY | mass yield |
| RES | renewable energy sources |
| TGA | thermogravimetric analysis |
| WDPT | water drop penetration time |
| VMC | volatile matter content |
| VOC | volatile organic compound |
| ρB | bulk density |
| ρS | specific density |
| ε | porosity |
References
- International Energy Agency. Data and Statistics: Energy Consumption, Electricity Final Consumption; World. IEA: Paris, France, 2019. [Google Scholar]
- Hawkins, E.; Ortega, P.; Suckling, E.; Schurer, A.; Hegerl, G.; Jones, P.; van Oldenborgh, G.J. Estimating Changes in Global Temperature since the Preindustrial Period. Bull. Am. Meteorol. Soc. 2017, 98, 1841–1856. [Google Scholar] [CrossRef]
- Seidl, R.; Thom, D.; Kautz, M.; Martin-Benito, D.; Peltoniemi, M.; Vacchiano, G.; Wild, J.; Ascoli, D.; Petr, M.; Honkaniemi, J.; et al. Forest disturbances under climate change. Nat. Clim. Chang. 2017, 7, 395–402. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- The Intergovernmental Panel on Climate Change. Special Report: Global Warming of 1.5 °C; IPCC: Saint-Aubin, France, 2018. [Google Scholar]
- Hamelin, L.; Borzęcka, M.; Kozak, M.; Pudełko, R. A spatial approach to bioeconomy: Quantifying the residual biomass potential in the EU-27. Renew. Sustain. Energy Rev. 2019, 100, 127–142. [Google Scholar] [CrossRef]
- Toklu, E. Biomass Energy potential and utilization in Turkey. Renew. Energy 2017, 107, 235–244. [Google Scholar] [CrossRef]
- Dyjakon, A.; Garcia-Galindo, D. Implementing Agricultural Pruning to Energy in Europe: Technical, Economic and Implementation Potentials. Energies 2019, 12, 1513. [Google Scholar] [CrossRef] [Green Version]
- Baldwin, R.F. Forest Products Utilization within a Circular Bioeconomy. For. Prod. J. 2020, 70, 4–9. [Google Scholar] [CrossRef]
- Agbor, V.B.; Cicek, N.; Sparling, R.; Berlin, A.; Levin, D.B. Biomass pretreatment: Fundamentals toward application. Biotechnol. Adv. 2011, 29, 675–685. [Google Scholar] [CrossRef]
- Dyjakon, A.; Noszczyk, T.; Smędzik, M. The Influence of Torrefaction Temperature on Hydrophobic Properties of Waste Biomass from Food Processing. Energies 2019, 12, 4609. [Google Scholar] [CrossRef] [Green Version]
- Tabakaev, R.; Shanenkov, I.; Kazakov, A.; Zavorin, A. Thermal processing of biomass into high-calorific solid composite fuel. J. Anal. Appl. Pyrol. 2017, 124, 94–102. [Google Scholar] [CrossRef]
- Adams, P.; Bridgwater, T.; Lea-Langton, A.; Ross, A.; Watson, I. Greenhouse Gas Balances of Bioenergy Systems; Academic Press: Cambridge, MA, USA, 2018; ISBN 978-008-10-1036-5. [Google Scholar]
- Qiaoming, L.; Chmely, S.C.; Abdoulmoumine, N. Biomass Treatment Strategies for Thermochemical Conversion. Energy Fuels 2017, 31, 3525–3536. [Google Scholar] [CrossRef]
- Loehle, C. Carbon Sequestration Due to Commercial Forestry: An Equilibrium Analysis. Forest Prod. J. 2020, 60–63. [Google Scholar] [CrossRef]
- Szwaja, S.; Poskart, A.; Zajemska, M. A new approach for evaluating biochar quality from Virginia Mallow biomass thermal processing. J. Clean. Prod. 2019, 214, 356–364. [Google Scholar] [CrossRef]
- Chen, D.; Mei, J.; Li, H.; Li, Y.; Lu, M.; Ma, T.; Ma, Z. Combined pretreatment with torrefaction and washing using torrefaction liquid products to yield upgraded biomass and pyrolysis products. Bioresour. Technol. 2017, 228, 62–68. [Google Scholar] [CrossRef] [PubMed]
- Stępień, P.; Pulka, J.; Białowiec, A. Organic Waste Torrefaction–A Review: Reactor Systems, and the Biochar Properties. In Pyrolysis; IntechOpen: London, UK, 2017; ISBN 978-953-51-3312-4. [Google Scholar]
- Jin, J.; Li, Y.; Zhang, J.; Wu, S.; Cao, Y.; Liang, P.; Zhang, J.; Wong, M.H.; Wand, M.; Shan, S.; et al. Influence of pyrolysis temperature on properties and environmental safety of heavy metals in biochars derived from municipal sewage sludge. J. Hazard. Mater. 2016, 320, 417–426. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Mahyoub, S.A.A.; Liao, W.; Xia, S.; Zhao, H.; Guo, M.; Ma, P. Effect of pyrolysis temperature on characteristics and aromatic contaminants adsorption behavior of magnetic biochar derived from pyrolysis oil distillation residue. Bioresour. Technol. 2017, 223, 20–26. [Google Scholar] [CrossRef]
- Zhang, Y.; Song, K. Thermal and chemical characteristics of torrefied biomass derived from a generated volatile atmosphere. Energy 2018, 165, 235–245. [Google Scholar] [CrossRef]
- Jagodzińska, K.; Czerep, M.; Kudlek, E.; Wnukowski, M.; Yang, W. Torrefaction of wheat-barley straw: Composition and toxicity of torrefaction condensates. Biomass Bioenergy 2019, 129, 105335. [Google Scholar] [CrossRef]
- Su, Y.; Zhang, S.; Liu, L.; Xu, D.; Xiong, Y. Investigation of representative components of flue gas used as torrefaction pretreatment atmosphere and its effects on fast pyrolysis behaviors. Bioresour. Technol. 2018, 267, 584–590. [Google Scholar] [CrossRef]
- Li, S.X.; Chen, C.Z.; Li, M.F.; Xiao, X. Torrefaction of corncob to produce charcoal under nitrogen and carbon dioxide atmospheres. Bioresour. Technol. 2018, 249, 348–353. [Google Scholar] [CrossRef]
- Chen, W.; Peng, J.; Bi, X. A State of the Art Review of Biomass Torrefaction, Densification and Application. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Via, B.K.; Adhikari, S.; Taylor, S. Modeling for proximate analysis and heating value of torrefied biomass with vibration spectroscopy. Bioresour. Technol. 2013, 133, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Quan, C.; Gao, N.; Song, Q. Pyrolysis of biomass components in a TGA and a fixed-bed reactor: Thermochemical behaviors, kinetics, and product characterization. J. Anal. Appl. Pyrol. 2016, 121, 84–92. [Google Scholar] [CrossRef]
- Burhenne, L.; Messmer, J.; Aicher, T.; Laborie, M.P. The effect of the biomass components lignin, cellulose and hemicellulose on TGA and fixed bed pyrolysis. J. Anal. Appl. Pyrol. 2013, 101, 177–184. [Google Scholar] [CrossRef]
- Niu, Y.; Lv, Y.; Lei, Y.; Liu, S.; Liang, Y.; Wang, D.; Hui, S. Biomass torrefaction: Properties, applications, challenges, and economy. Renew. Sustain. Energy Rev. 2019, 115, 109395. [Google Scholar] [CrossRef]
- Cardona, S.; Gallego, L.J.; Valencia, V.; Martinez, E.; Rios, L.A. Torrefaction of eucalyptus-tree residues: A new method for energy and mass balances of the process with the best torrefaction conditions. Sustain. Energy Techn. 2019, 31, 17–24. [Google Scholar] [CrossRef]
- Uslu, A.; Faaij, A.P.C.; Bergman, P.C.A. Pre-Treatment Technologies and their Effect on International Bioenergy Supply Chain Logistics. Techno-Economic Evaluation of Torrefaction, Fast Pyrolysis and Palletisation. Energy 2008, 33, 1206–1223. [Google Scholar] [CrossRef]
- Yang, Y.; Sun, M.; Zhang, M.; Zhang, K.; Wang, D.; Lei, C. A fundamental research on synchronized torrefaction and pelleting of biomass. Renew. Energy 2019, 142, 668–676. [Google Scholar] [CrossRef]
- Acharjee, T.C.; Coronella, C.J.; Vasquez, V.R. Effect of thermal pretreatment on equilibrium moisture content of lignocellulosic biomass. Bioresour. Technol. 2011, 102, 4849–4854. [Google Scholar] [CrossRef]
- Kanwal, S.; Chaudhry, N.; Munir, S.; Sana, H. Effect of torrefaction conditions on the physicochemical characterization of agricultural waste (sugarcane bagasse). Waste Manag. 2019, 88, 280–290. [Google Scholar] [CrossRef]
- Pahla, G.; Ntuli, F.; Muzenda, E. Torrefaction of landfill food waste for possible application in biomass co-firing. Waste Manag. 2018, 71, 512–520. [Google Scholar] [CrossRef]
- Colin, B.; Dirion, J.L.; Arlabosse, P.; Salvador, S. Quantification of the torrefaction effects on the grindability and the hygroscopicity of wood chips. Fuel 2017, 197, 232–239. [Google Scholar] [CrossRef] [Green Version]
- Alvarez, J.G.; Moya, R.; Puente-Urbina, A.; Rodriguez-Zuniga, A. Thermogravimetric, Volatilization Rate, and Differential Scanning Calorimetry Analyses of Biomass of Tropical Plantation Species of Costa Rica Torrefied at Different Temperatures and Times. Energies 2018, 11, 696. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Krishna, B.B.; Kumar, J.; Bhaskar, T. Opportunities for Utilization of Non-Conventional Energy Sources for Biomass Pretreatment. Bioresour. Technol. 2016, 199, 398–407. [Google Scholar] [CrossRef] [PubMed]
- PN-EN ISO 18134-2:2017-03E. Solid Biofuels. Determination of Moisture Content—Oven Dry Method—Part 2: Total Moisture—Simplified Method; European Committee for Standardization: Brussels, Belgium, 2017. [Google Scholar]
- PN-EN ISO 18122:2015. Solid Biofuels. Determination of Ash Content; European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- PN-EN ISO 18123:2016-01. Solid Fuels. Determination of Volatile Content by Gravimetric Method; European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- PN-EN ISO 18125:2017-07. Solid Biofuels. Determination of Calorific Value; European Committee for Standardization: Brussels, Belgium, 2017. [Google Scholar]
- ASTM D 3172-73. Standard Method for Proximate Analysis of Coal and Coke; ASTM International: Conshohocken, PA, USA, 1984. [Google Scholar]
- Doerr, S.H. On Standardizing the “Water Drop Penetration Time” and the “Molarity of An Ethanol Droplet” Techniques to Classify Soil Hydrophobicity: A Case Study Using Medium Textured Soils. Earth Surf. Process. Landf. 1998, 23, 663–668. [Google Scholar] [CrossRef]
- Guatam, R.; Ashwath, N. Hydrophobicity of 43 Potting Media: Its Implications for Raising Seedlings in Revegetation Programs. J. Hydrol. 2012, 430–431, 111–117. [Google Scholar] [CrossRef]
- PN-EN 1237:2000. Fertilizers—Determination of Bulk Density (Tapped); European Committee for Standardization: Brussels, Belgium, 2000. [Google Scholar]
- PN-EN 1936:2010. Natural Stone Test Methods—Determination of Real Density and Apparent Density, and of Total and Open Porosity; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- Chin, K.L.; H’ng, P.S.; Go, W.Z.; Wong, W.Z.; Lim, T.W.; Maminski, M.; Paridah, M.T.; Luqman, A.C. Optimization of torrefaction conditions for high energy density solid biofuel from oil palm biomass and fast growing species available in Malaysia. Ind. Crops Prod. 2013, 49, 768–774. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, B.J.; Colin, B.; Chang, J.S.; Petrissans, A.; Bi, X.; Petrissans, M. Hygroscopic transformation of woody biomass torrefaction for carbon storage. Appl. Energy 2018, 231, 768–776. [Google Scholar] [CrossRef]
- Berther, M.A.; Commandre, J.M.; Rouau, X.; Gontard, N.; Angellier-Coussy, H. Torrefaction Treatment of Lignocellulosic Fibres for Improving Fibre, Matrix Adhesion in a Biocomposite. Mater. Des. 2016, 92, 223–232. [Google Scholar] [CrossRef]
- Wang, Z.; Lim, C.J.; Grace, J.R.; Li, H.; Parise, N.R. Effects of temperature and particle size on biomass torrefaction in a slot-rectangular spouted bed reactor. Bioresour. Technol. 2017, 244, 281–288. [Google Scholar] [CrossRef]
- He, J.; Zhu, L.; Liu, C.; Bai, Q. Optimization of the oil agglomeration for high-ash content coal slime based on design and analysis of response surface methodology (RSM). Fuel 2019, 254, 115560. [Google Scholar] [CrossRef]
- Dyjakon, A.; Noszczyk, T. The influence of freezing temperature storage on the mechanical durability of commercial pellets from biomass. Energies 2019, 12, 2627. [Google Scholar] [CrossRef] [Green Version]
- Jiang, L.; Hu, S.; Xiang, J.; Su, S.; Sun, L.-S.; Xu, K.; Yao, Y. Release characteristics of alkali and alkaline earth metallic species during biomass pyrolysis and steam gasification process. Bioresour. Technol. 2012, 116, 278–284. [Google Scholar] [CrossRef]
- Noda, R.; Matsuhisa, Y.; Ito, T.; Horio, M. Alkali metal evolution characteristics of wood biomass during pyrolysis and gasification. In Proceedings of the Annual Conference of The Japan Institute of Energy, Sapporo, Japan, 30–31 July 2003. [Google Scholar]
- Uemura, Y.; Omar, W.N.; Tsutsui, T.; Yusup, S.B. Torrefaction of oil palm wastes. Fuel 2011, 90, 2585–2591. [Google Scholar] [CrossRef]
- Riaza, J.; Gibbins, J.; Chalmers, H. Ignition and combustion of single particles of coal and biomass. Fuel 2017, 202, 650–655. [Google Scholar] [CrossRef]
- Tong, S.; Xiao, L.; Li, X.; Zhu, X.; Liu, H.; Luo, G.; Worasuwannarak, N.; Kerdsuwan, S.; Fungtammasan, B.; Yao, H. A gas-pressurized torrefaction method for biomass wastes. Energy Convers. Manag. 2018, 173, 29–36. [Google Scholar] [CrossRef]
- Correia, R.; Goncalves, M.; Nobre, C.; Mendes, B. Impact of torrefaction and low-temperature carbonization on the properties of biomass wastes from Arundo donax L. and Phoenix canariensis. Bioresour. Technol. 2017, 223, 210–218. [Google Scholar] [CrossRef]
- Bai, Z.; Liu, Q.; Lei, J.; Hong, H.; Jin, H. New-solar biomass power generation system integrated a two-stage gasifier. Appl. Energy 2017, 194, 310–319. [Google Scholar] [CrossRef]
- Geng, C.; Yang, W.; Sun, X.; Wang, X.; Bai, Z.; Zhang, X. Emission factors, ozone and secondary organic aerosol formation potential of volatile organic compounds emitted from industrial biomass boilers. Int. J. Environ. Sci. 2019, 83, 64–72. [Google Scholar] [CrossRef]
- Conag, A.T.; Villahermosa, J.E.R.; Cabatingan, L.K.; Go, A.W. Energy densification of sugarcane leaves through torrefaction under minimized oxidative atmosphere. Energy Sustain. Dev. 2018, 42, 160–169. [Google Scholar] [CrossRef]
- Uzun, H.; Yildiz, Z.; Goldfarb, J.L.; Ceylan, S. Improved prediction of higher heating value of biomass using an artificial neural network model based on proximate analysis. Bioresour. Technol. 2017, 234, 122–130. [Google Scholar] [CrossRef]
- Świechowski, K.; Liszewski, M.; Bąbelewski, M.; Koziel, J.A.; Białowiec, A. Fuel properties of torrefied biomass from pruning of oxytree. Data 2019, 4, 55. [Google Scholar] [CrossRef] [Green Version]
- Tumuluru, J.S.; Sokhansanj, S.; Wright, C.T.; Boardman, R.D.; Hess, R.J. Review on Biomass Torrefaction Process and Product Properties and Design of Moving Bed Torrefaction System Model Development. In Proceedings of the ASABE Annual International Meeting, Louisville, KY, USA, 7–10 August 2011. [Google Scholar]
- Chen, Y.; Liu, B.; Yang, H.; Yang, Q.; Chen, H. Evolution of Functional Groups and Pore Structure During Cotton and Corn Stalks Torrefaction and its Correlation with Hydrophobicity. Fuel 2014, 137, 41–49. [Google Scholar] [CrossRef]
- Alvarez, A.; Gutierrez, G.; Matos, M.; Pizarro, C.; Bueno, J.L. Torrefaction of short rotation coppice of poplar under oxidative and non-oxidative atmosphere. Multidiscip. Digit. Publ. Inst. Proc. 2018, 2, 1479. [Google Scholar] [CrossRef] [Green Version]
- Pouzet, M.; Dubois, M.; Charlet, K.; Petit, E.; Beakou, A.; Dupont, C. Fluorination/Torrefaction Combination to Further Improve the Hydrophobicity of Wood. Macromol. Chem. Phys. 2019, 220. [Google Scholar] [CrossRef]
- Piccand, M.; Bianchi, S.; Halaburt, E.I.; Mayer, I. Characterization of extractives from biomasses of the alpine forests and their antioxidative efficacy. Ind. Crops. Prod. 2019, 142, 111832. [Google Scholar] [CrossRef]
- Eberhardt, T.L.; Han, J.S.; Micales, J.A.; Young, R.A. Decay Resistance in Conifer Seed Cones: Role of Resin Acids as Inhibitors of Decomposition by White-Rot Fungi. Holzforschung 1994, 48, 278–284. [Google Scholar] [CrossRef]
- Nhuchhen, D.R.; Basu, P.; Acharya, B. A comprehensive Review on Biomass Torrefaction. IJREB 2014. [Google Scholar] [CrossRef]
- Bach, Q.V.; Skreiberg, O. Upgrading biomass fuels via wet torrefaction: A review and comparison with dry torrefaction. Renew. Sustain. Energy Rev. 2016, 54, 665–677. [Google Scholar] [CrossRef]
- Almeida, G.; Brito, J.O.; Perre, P. Alterations in energy properties of eucalyptus wood and bark subjected to torrefaction: The potential of mass loss as a synthetic indicator. Bioresour. Technol. 2010, 101, 9778–9784. [Google Scholar] [CrossRef]
- Poudel, J.; Ohm, T.I.; Oh, S.C. A study on torrefaction of food waste. Fuel 2015, 140, 275–281. [Google Scholar] [CrossRef]
Figure 1.
Pre-treatment methods of raw biomass.

Figure 2.
Organic materials used in the studies: (a) horse chestnuts; (b) oak acorns; and (c) spruce cones.
Figure 2.
Organic materials used in the studies: (a) horse chestnuts; (b) oak acorns; and (c) spruce cones.

Figure 3.
Laboratory devices: (a) drying chamber KBC-65W; (b) biomass mill LMN 400; (c) muffle furnace SNOL82/1100; (d) scale RADWAG AS 220.R2; (e) moisture analyzer SARTORIUS MA150; (f) calorimetric bomb IKA C200; (g) a set for WDPT (water drop penetration time) test; (h) gas pycnometer HumicPyc; and (i) thermogravimetric analyzer.
Figure 3.
Laboratory devices: (a) drying chamber KBC-65W; (b) biomass mill LMN 400; (c) muffle furnace SNOL82/1100; (d) scale RADWAG AS 220.R2; (e) moisture analyzer SARTORIUS MA150; (f) calorimetric bomb IKA C200; (g) a set for WDPT (water drop penetration time) test; (h) gas pycnometer HumicPyc; and (i) thermogravimetric analyzer.

Figure 4.
Forestry biomass (horse chestnuts, oak acorns, spruce cones) processing in the torrefaction process.
Figure 4.
Forestry biomass (horse chestnuts, oak acorns, spruce cones) processing in the torrefaction process.

Figure 5.
Color change in the material depending on the torrefaction process temperature: (a) horse chestnuts; (b) oak acorns; and (c) spruce cones.
Figure 5.
Color change in the material depending on the torrefaction process temperature: (a) horse chestnuts; (b) oak acorns; and (c) spruce cones.

Figure 6.
Ash content in the torrefied horse chestnuts, oak acorns, and spruce cones.

Figure 7.
Volatile matter content in the torrefied horse chestnuts, oak acorns, and spruce cones.

Figure 8.
Fixed carbon content in the torrefied horse chestnuts, oak acorns, and spruce cones.

Figure 9.
Higher heating value of the torrefied horse chestnuts, oak acorns, and spruce cones.

Figure 10.
Type of hydrophobic properties of torrefied biomass: (a) hydrophilic (105°C); (b) extremely hydrophobic (300 °C).
Figure 10.
Type of hydrophobic properties of torrefied biomass: (a) hydrophilic (105°C); (b) extremely hydrophobic (300 °C).

Figure 11.
Hydrophobic properties of the raw and torrefied forestry biomass.

Figure 12.
Specific and bulk density of the raw and torrefied forestry biomass.

Figure 13.
Porosity of the raw and torrefied forestry biomass.

Figure 14.
Mass yield of the torrefied forestry biomass.

Figure 15.
Energy densification ratio in the torrefied forestry biomass.

Figure 16.
Energy yield of the torrefied forestry biomass.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Dyjakon, A.; Noszczyk, T. Alternative Fuels from Forestry Biomass Residue: Torrefaction Process of Horse Chestnuts, Oak Acorns, and Spruce Cones. Energies 2020, 13, 2468. https://0-doi-org.brum.beds.ac.uk/10.3390/en13102468
AMA Style
Dyjakon A, Noszczyk T. Alternative Fuels from Forestry Biomass Residue: Torrefaction Process of Horse Chestnuts, Oak Acorns, and Spruce Cones. Energies. 2020; 13(10):2468. https://0-doi-org.brum.beds.ac.uk/10.3390/en13102468
Chicago/Turabian StyleDyjakon, Arkadiusz, and Tomasz Noszczyk. 2020. "Alternative Fuels from Forestry Biomass Residue: Torrefaction Process of Horse Chestnuts, Oak Acorns, and Spruce Cones" Energies 13, no. 10: 2468. https://0-doi-org.brum.beds.ac.uk/10.3390/en13102468
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.