
Biomaterials Adapted to Vat Photopolymerization in 3D Printing: Characteristics and Medical Applications

 , , , ,
, , , ,  , and
, and
Abstract
:1. Introduction
2. The Considerations and Challenges of Adapting Biomaterials to VPP
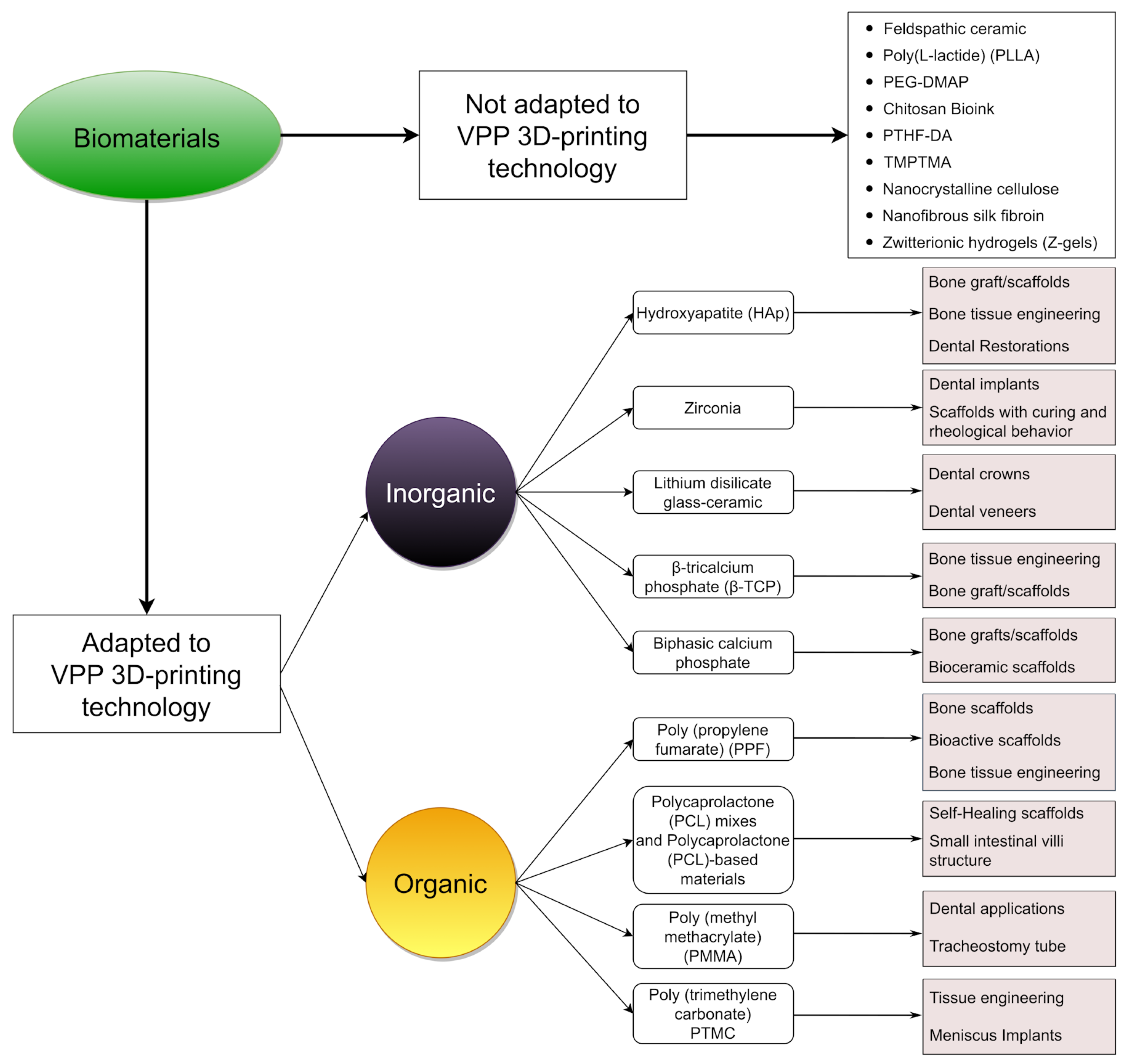
3. Biomaterials Adapted to VPP 3D Printing
3.1. Inorganic Biomaterials
3.1.1. Hydroxyapatite (Hap)
3.1.2. Zirconia
3.1.3. Lithium Disilicate
3.1.4. β-Tricalcium Phosphate (β-TCP)
3.1.5. Biphasic Calcium Phosphate (BCP)
3.2. Organic Biomaterials
3.2.1. Poly(propylene fumarate)
3.2.2. Polycaprolactone (PCL) Mixes and Polycaprolactone (PCL)-Based Materials
3.2.3. Poly(methyl methacrylate)
3.2.4. Poly(trimethylene carbonate)
4. The Medical Applications of Biomaterials Adapted for VPP
5. Conclusions and Future Perspectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jakus, A.E. An Introduction to 3D Printing—Past, Present, and Future Promise. In 3D Printing in Orthopaedic Surgery; Elsevier Health Sciences: Amsterdam, The Netherlands, 2019; pp. 1–15. [Google Scholar] [CrossRef]
- Christakopoulos, F.; van Heugten, P.M.H.; Tervoort, T.A. Additive Manufacturing of Polyolefins. Polymers 2022, 14, 5147. [Google Scholar] [CrossRef] [PubMed]
- Dzogbewu, T.C.; Fianko, S.K.; Amoah, N.; Afrifa Jnr, S.; de Beer, D. Additive manufacturing in South Africa: Critical success factors. Heliyon 2022, 8, e11852. [Google Scholar] [CrossRef] [PubMed]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef] [PubMed]
- Yan, Q.; Dong, H.; Su, J.; Han, J.; Song, B.; Wei, Q.; Shi, Y. A Review of 3D Printing Technology for Medical Applications. Engineering 2018, 4, 729–742. [Google Scholar] [CrossRef]
- Vaz, V.M.; Kumar, L. 3D Printing as a Promising Tool in Personalized Medicine. AAPS PharmSciTech 2021, 22, 49. [Google Scholar] [CrossRef] [PubMed]
- ASTM52900-21; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ASTM: West Conshohocken, PA, USA, 2021.
- Pavan Kalyan, B.G.; Kumar, L. 3D Printing: Applications in Tissue Engineering, Medical Devices, and Drug Delivery. AAPS PharmSciTech 2022, 23, 92. [Google Scholar] [CrossRef] [PubMed]
- Celik, H.K.; Koc, S.; Kustarci, A.; Caglayan, N.; Rennie, A.E.W. The state of additive manufacturing in dental research—A systematic scoping review of 2012–2022. Heliyon 2023, 9, e17462. [Google Scholar] [CrossRef]
- Alshamrani, A.; Alhotan, A.; Owais, A.; Ellakwa, A. The Clinical Potential of 3D-Printed Crowns Reinforced with Zirconia and Glass Silica Microfillers. J. Funct. Biomater. 2023, 14, 267. [Google Scholar] [CrossRef]
- Zoabi, A.; Redenski, I.; Oren, D.; Kasem, A.; Zigron, A.; Daoud, S.; Moskovich, L.; Kablan, F.; Srouji, S. 3D Printing and Virtual Surgical Planning in Oral and Maxillofacial Surgery. J. Clin. Med. 2022, 11, 2385. [Google Scholar] [CrossRef]
- Vasiliadis, A.V.; Koukoulias, N.; Katakalos, K. From Three-Dimensional (3D)- to 6D-Printing Technology in Orthopedics: Science Fiction or Scientific Reality? J. Funct. Biomater. 2022, 13, 101. [Google Scholar] [CrossRef]
- Laird, N.Z.; Acri, T.M.; Chakka, J.L.; Quarterman, J.C.; Malkawi, W.I.; Elangovan, S.; Salem, A.K. Applications of nanotechnology in 3D printed tissue engineering scaffolds. Eur. J. Pharm. Biopharm. 2021, 161, 15–28. [Google Scholar] [CrossRef] [PubMed]
- de Souza, A.; Martignago, C.C.S.; Santo, G.D.E.; Sousa, K.; Cruz, M.A.; Amaral, G.O.; Parisi, J.R.; Estadella, D.; Ribeiro, D.A.; Granito, R.N.; et al. 3D printed wound constructs for skin tissue engineering: A systematic review in experimental animal models. J. Biomed. Mater. Res. Part B Appl. Biomater. 2023, 111, 1419–1433. [Google Scholar] [CrossRef] [PubMed]
- Gao, J.; Li, M.; Cheng, J.; Liu, X.; Liu, Z.; Liu, J.; Tang, P. 3D-Printed GelMA/PEGDA/F127DA Scaffolds for Bone Regeneration. J. Funct. Biomater. 2023, 14, 96. [Google Scholar] [CrossRef] [PubMed]
- Goranov, V.; Shelyakova, T.; De Santis, R.; Haranava, Y.; Makhaniok, A.; Gloria, A.; Tampieri, A.; Russo, A.; Kon, E.; Marcacci, M.; et al. 3D Patterning of cells in Magnetic Scaffolds for Tissue Engineering. Sci. Rep. 2020, 10, 2289. [Google Scholar] [CrossRef] [PubMed]
- Dong, L.; Wang, S.-J.; Zhao, X.-R.; Zhu, Y.-F.; Yu, J.-K. 3D-printed poly(ε-caprolactone) scaffold integrated with cell-laden chitosan hydrogels for bone tissue engineering. Sci. Rep. 2017, 7, 13412. [Google Scholar] [CrossRef] [PubMed]
- Gao, M.; Zhang, H.; Dong, W.; Bai, J.; Gao, B.; Xia, D.; Feng, B.; Chen, M.; He, X.; Yin, M. Tissue-engineered trachea from a 3D-printed scaffold enhances whole-segment tracheal repair. Sci. Rep. 2017, 7, 5246. [Google Scholar] [CrossRef] [PubMed]
- Hu, Y.; Wu, Y.; Gou, Z.; Tao, J.; Zhang, J.; Liu, Q.; Kang, T.; Jiang, S.; Huang, S.; He, J. 3D-engineering of cellularized conduits for peripheral nerve regeneration. Sci. Rep. 2016, 6, 32184. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, X.; Zhang, X.; Zhang, Y.; Hou, D. Recent Progress of the Vat Photopolymerization Technique in Tissue Engineering: A Brief Review of Mechanisms, Methods, Materials, and Applications. Polymers 2023, 15, 3940. [Google Scholar] [CrossRef]
- Guo, W.; Li, B.; Li, P.; Zhao, L.; You, H.; Long, Y. Review on vat photopolymerization additive manufacturing of bioactive ceramic bone scaffolds. J. Mater. Chem. B 2023, 11, 9572–9596. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Lakkala, P.; Munnangi, S.R.; Bandari, S.; Repka, M. Additive manufacturing technologies with emphasis on stereolithography 3D printing in pharmaceutical and medical applications: A review. Int. J. Pharm. X 2023, 5, 100159. [Google Scholar] [CrossRef] [PubMed]
- Bagheri, A.; Jin, J. Photopolymerization in 3D printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef]
- Lee, H.E.; Alauddin, M.S.; Mohd Ghazali, M.I.; Said, Z.; Mohamad Zol, S. Effect of Different Vat Polymerization Techniques on Mechanical and Biological Properties of 3D-Printed Denture Base. Polymers 2023, 15, 1463. [Google Scholar] [CrossRef] [PubMed]
- Paral, S.K.; Lin, D.Z.; Cheng, Y.L.; Lin, S.C.; Jeng, J.Y. A Review of Critical Issues in High-Speed Vat Photopolymerization. Polymers 2023, 15, 2716. [Google Scholar] [CrossRef] [PubMed]
- Marschner, D.E.; Pagliano, S.; Huang, P.-H.; Niklaus, F. A methodology for two-photon polymerization micro 3D printing of objects with long overhanging structures. Addit. Manuf. 2023, 66, 103474. [Google Scholar] [CrossRef]
- Sta Agueda, J.R.H.; Chen, Q.; Maalihan, R.D.; Ren, J.; da Silva, I.G.M.; Dugos, N.P.; Caldona, E.B.; Advincula, R.C. 3D printing of biomedically relevant polymer materials and biocompatibility. MRS Commun. 2021, 11, 197–212. [Google Scholar] [CrossRef] [PubMed]
- Guvendiren, M.; Molde, J.; Soares, R.M.; Kohn, J. Designing Biomaterials for 3D Printing. ACS Biomater. Sci. Eng. 2016, 2, 1679–1693. [Google Scholar] [CrossRef]
- Jersovaite, J.; Sarachovaite, U.; Matulaitiene, I.; Niaura, G.; Baltriukiene, D.; Malinauskas, M. Biocompatibility enhancement via post-processing of microporous scaffolds made by optical 3D printer. Front. Bioeng. Biotechnol. 2023, 11, 1167753. [Google Scholar] [CrossRef]
- Chaudhary, S.; Avinashi, S.K.; Rao, J.; Gautam, C. Recent Advances in Additive Manufacturing, Applications and Challenges for Dentistry: A Review. ACS Biomater. Sci. Eng. 2023, 9, 3987–4019. [Google Scholar] [CrossRef]
- Shah, M.; Ullah, A.; Azher, K.; Rehman, A.U.; Juan, W.; Aktürk, N.; Tüfekci, C.S.; Salamci, M.U. Vat photopolymerization-based 3D printing of polymer nanocomposites: Current trends and applications. RSC Adv. 2023, 13, 1456–1496. [Google Scholar] [CrossRef]
- Branco, A.C.; Colaço, R.; Figueiredo-Pina, C.G.; Serro, A.P. Recent Advances on 3D-Printed Zirconia-Based Dental Materials: A Review. Materials 2023, 16, 1860. [Google Scholar] [CrossRef] [PubMed]
- Uzcategui, A.C.; Muralidharan, A.; Ferguson, V.L.; Bryant, S.J.; McLeod, R.R. Understanding and Improving Mechanical Properties in 3D printed Parts Using a Dual-Cure Acrylate-Based Resin for Stereolithography. Adv. Eng. Mater. 2018, 20, 1800876. [Google Scholar] [CrossRef] [PubMed]
- Al Rashid, A.; Ahmed, W.; Khalid, M.Y.; Koç, M. Vat photopolymerization of polymers and polymer composites: Processes and applications. Addit. Manuf. 2021, 47, 102279. [Google Scholar] [CrossRef]
- Melchels, F.P.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Hwangbo, N.-K.; Nam, N.-E.; Choi, J.-H.; Kim, J.-E. Effects of the Washing Time and Washing Solution on the Biocompatibility and Mechanical Properties of 3D Printed Dental Resin Materials. Polymers 2021, 13, 4410. [Google Scholar] [CrossRef]
- Schittecatte, L.; Geertsen, V.; Bonamy, D.; Nguyen, T.; Guenoun, P. From resin formulation and process parameters to the final mechanical properties of 3D printed acrylate materials. MRS Commun. 2023, 13, 357–377. [Google Scholar] [CrossRef]
- Nowacki, B.; Kowol, P.; Koziol, M.; Olesik, P.; Wieczorek, J.; Waclawiak, K. Effect of Post-Process Curing and Washing Time on Mechanical Properties of mSLA Printouts. Materials 2021, 14, 4856. [Google Scholar] [CrossRef]
- Rogers, H.B.; Zhou, L.T.; Kusuhara, A.; Zaniker, E.; Shafaie, S.; Owen, B.C.; Duncan, F.E.; Woodruff, T.K. Dental resins used in 3D printing technologies release ovo-toxic leachates. Chemosphere 2021, 270, 129003. [Google Scholar] [CrossRef]
- Mohammadi, M.; Coppola, B.; Montanaro, L.; Palmero, P. Digital light processing of high-strength hydroxyapatite ceramics: Role of particle size and printing parameters on microstructural defects and mechanical properties. J. Eur. Ceram. Soc. 2023, 43, 2761–2772. [Google Scholar] [CrossRef]
- Sim, J.-H.; Koo, B.-K.; Jung, M.; Kim, D.-S. Study on Debinding and Sintering Processes for Ceramics Fabricated Using Digital Light Processing (DLP) 3D Printing. Processes 2022, 10, 2467. [Google Scholar] [CrossRef]
- Thurzo, A.; Galfiova, P.; Novakova, Z.V.; Polak, S.; Varga, I.; Strunga, M.; Urban, R.; Surovkova, J.; Lesko, L.; Hajduchova, Z.; et al. Fabrication and In Vitro Characterization of Novel Hydroxyapatite Scaffolds 3D Printed Using Polyvinyl Alcohol as a Thermoplastic Binder. Int. J. Mol. Sci. 2022, 23, 14870. [Google Scholar] [CrossRef] [PubMed]
- Baino, F.; Magnaterra, G.; Fiume, E.; Schiavi, A.; Tofan, L.-P.; Schwentenwein, M.; Verné, E. Digital light processing stereolithography of hydroxyapatite scaffolds with bone-like architecture, permeability, and mechanical properties. J. Am. Ceram. Soc. 2022, 105, 1648–1657. [Google Scholar] [CrossRef]
- Noor, Z. Nanohydroxyapatite application to osteoporosis management. J. Osteoporos. 2013, 2013, 679025. [Google Scholar] [CrossRef] [PubMed]
- Mohd, N.; Razali, M.; Ghazali, M.J.; Abu Kasim, N.H. 3D-Printed Hydroxyapatite and Tricalcium Phosphates-Based Scaffolds for Alveolar Bone Regeneration in Animal Models: A Scoping Review. Materials 2022, 15, 2621. [Google Scholar] [CrossRef] [PubMed]
- George, S.M.; Nayak, C.; Singh, I.; Balani, K. Multifunctional Hydroxyapatite Composites for Orthopedic Applications: A Review. ACS Biomater. Sci. Eng. 2022, 8, 3162–3186. [Google Scholar] [CrossRef] [PubMed]
- Do, A.V.; Khorsand, B.; Geary, S.M.; Salem, A.K. 3D Printing of Scaffolds for Tissue Regeneration Applications. Adv. Heal. Mater. 2015, 4, 1742–1762. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Gui, X.; Song, P.; Xu, X.; Guo, L.; Han, Y.; Wang, L.; Zhou, C.; Fan, Y.; Zhang, X. Three-Dimensional Printing of Large-Scale, High-Resolution Bioceramics with Micronano Inner Porosity and Customized Surface Characterization Design for Bone Regeneration. ACS Appl. Mater. Interfaces 2022, 14, 8804–8815. [Google Scholar] [CrossRef]
- Lim, H.K.; Hong, S.J.; Byeon, S.J.; Chung, S.M.; On, S.W.; Yang, B.E.; Lee, J.H.; Byun, S.H. 3D-Printed Ceramic Bone Scaffolds with Variable Pore Architectures. Int. J. Mol. Sci. 2020, 21, 6942. [Google Scholar] [CrossRef]
- Liu, K.; Zhou, Q.; Zhang, X.; Ma, L.; Xu, B.; He, R. Morphologies, mechanical and in vitro behaviors of DLP-based 3D printed HA scaffolds with different structural configurations. RSC Adv. 2023, 13, 20830–20838. [Google Scholar] [CrossRef]
- Chen, J.; Gui, X.; Qiu, T.; Lv, Y.; Fan, Y.; Zhang, X.; Zhou, C.; Guo, W. DLP 3D printing of high-resolution root scaffold with bionic bioactivity and biomechanics for personalized bio-root regeneration. Biomater. Adv. 2023, 151, 213475. [Google Scholar] [CrossRef]
- Martinez, J.S.; Peterson, S.; Hoel, C.A.; Erno, D.J.; Murray, T.; Boyd, L.; Her, J.H.; McLean, N.; Davis, R.; Ginty, F.; et al. High resolution DLP stereolithography to fabricate biocompatible hydroxyapatite structures that support osteogenesis. PLoS ONE 2022, 17, e0272283. [Google Scholar] [CrossRef] [PubMed]
- Hubbe, U.; Beiser, S.; Kuhn, S.; Stark, T.; Hoess, A.; Cristina-Schmitz, H.; Vasilikos, I.; Metzger, M.C.; Rothweiler, R. A fully ingrowing implant for cranial reconstruction: Results in critical size defects in sheep using 3D-printed titanium scaffold. Biomater. Adv. 2022, 136, 212754. [Google Scholar] [CrossRef]
- Morimoto, T.; Hirata, H.; Eto, S.; Hashimoto, A.; Kii, S.; Kobayashi, T.; Tsukamoto, M.; Yoshihara, T.; Toda, Y.; Mawatari, M. Development of Silver-Containing Hydroxyapatite-Coated Antimicrobial Implants for Orthopaedic and Spinal Surgery. Medicina 2022, 58, 519. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Zhang, X.; Luo, M.; Hu, W.; Zheng, L.; Huang, R.; Greven, J.; Hildebrand, F.; Yuan, F. Plasma Spray vs. Electrochemical Deposition: Toward a Better Osteogenic Effect of Hydroxyapatite Coatings on 3D-Printed Titanium Scaffolds. Front. Bioeng. Biotechnol. 2021, 9, 705774. [Google Scholar] [CrossRef] [PubMed]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef] [PubMed]
- Chang, B.S.; Lee, C.K.; Hong, K.S.; Youn, H.J.; Ryu, H.S.; Chung, S.S.; Park, K.W. Osteoconduction at porous hydroxyapatite with various pore configurations. Biomaterials 2000, 21, 1291–1298. [Google Scholar] [CrossRef] [PubMed]
- Diao, J.; OuYang, J.; Deng, T.; Liu, X.; Feng, Y.; Zhao, N.; Mao, C.; Wang, Y. 3D-Plotted Beta-Tricalcium Phosphate Scaffolds with Smaller Pore Sizes Improve In Vivo Bone Regeneration and Biomechanical Properties in a Critical-Sized Calvarial Defect Rat Model. Adv. Healthc. Mater. 2018, 7, e1800441. [Google Scholar] [CrossRef] [PubMed]
- Jing, Z.; Zhang, T.; Xiu, P.; Cai, H.; Wei, Q.; Fan, D.; Lin, X.; Song, C.; Liu, Z. Functionalization of 3D-printed titanium alloy orthopedic implants: A literature review. Biomed. Mater. 2020, 15, 052003. [Google Scholar] [CrossRef]
- Zhang, Y.; Lawn, B.R. Novel Zirconia Materials in Dentistry. J. Dent. Res. 2018, 97, 140–147. [Google Scholar] [CrossRef]
- Kongkiatkamon, S.; Rokaya, D.; Kengtanyakich, S.; Peampring, C. Current classification of zirconia in dentistry: An updated review. PeerJ 2023, 11, e15669. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, X.; Shang, Y.; Xiong, K.; Xu, Z.; Guo, R.; Cai, S.; Zheng, C. Dense ceramics with complex shape fabricated by 3D printing: A review. J. Adv. Ceram. 2021, 10, 195–218. [Google Scholar] [CrossRef]
- Jang, J.G.; Kang, J.H.; Joe, K.B.; Sakthiabirami, K.; Jang, K.J.; Jun, M.J.; Oh, G.J.; Park, C.; Park, S.W. Evaluation of Physical Properties of Zirconia Suspension with Added Silane Coupling Agent for Additive Manufacturing Processes. Materials 2022, 15, 1337. [Google Scholar] [CrossRef] [PubMed]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts. Materials 2018, 11, 2350. [Google Scholar] [CrossRef] [PubMed]
- Son, M.; Raju, K.; Lee, J.; Jung, J.; Jeong, S.; Kim, J.I.; Cho, J. 3D Printing of CNT- and YSZ-Added Dental Resin-Based Composites by Digital Light Processing and Their Mechanical Properties. Materials 2023, 16, 1873. [Google Scholar] [CrossRef] [PubMed]
- Coppola, B.; Montanaro, L.; Palmero, P. DLP Fabrication of Zirconia Scaffolds Coated with HA/beta-TCP Layer: Role of Scaffold Architecture on Mechanical and Biological Properties. J. Funct. Biomater. 2022, 13, 148. [Google Scholar] [CrossRef] [PubMed]
- Sarwar, W.A.; Kang, J.H.; Yoon, H.I. Optimized Zirconia 3D Printing Using Digital Light Processing with Continuous Film Supply and Recyclable Slurry System. Materials 2021, 14, 3446. [Google Scholar] [CrossRef] [PubMed]
- Gautam, C.; Joyner, J.; Gautam, A.; Rao, J.; Vajtai, R. Zirconia based dental ceramics: Structure, mechanical properties, biocompatibility and applications. Dalton Trans. 2016, 45, 19194–19215. [Google Scholar] [CrossRef] [PubMed]
- Camposilvan, E.; Marro, F.G.; Mestra, A.; Anglada, M. Enhanced reliability of yttria-stabilized zirconia for dental applications. Acta Biomater. 2015, 17, 36–46. [Google Scholar] [CrossRef]
- Piconi, C.; Sprio, S. Oxide bioceramic composites in orthopedics and dentistry. J. Compos. Sci. 2021, 5, 206. [Google Scholar] [CrossRef]
- Song, Y.G.; Cho, I.H. Characteristics and osteogenic effect of zirconia porous scaffold coated with beta-TCP/HA. J. Adv. Prosthodont. 2014, 6, 285–294. [Google Scholar] [CrossRef]
- Macan, J.; Sikiric, M.D.; Deluca, M.; Bermejo, R.; Baudin, C.; Plodinec, M.; Salamon, K.; Ceh, M.; Gajovic, A. Mechanical properties of zirconia ceramics biomimetically coated with calcium deficient hydroxyapatite. J. Mech. Behav. Biomed. Mater. 2020, 111, 104006. [Google Scholar] [CrossRef] [PubMed]
- Kang, J.H.; Sakthiabirami, K.; Kim, H.A.; Hosseini Toopghara, S.A.; Jun, M.J.; Lim, H.P.; Park, C.; Yun, K.D.; Park, S.W. Effects of UV Absorber on Zirconia Fabricated with Digital Light Processing Additive Manufacturing. Materials 2022, 15, 8726. [Google Scholar] [CrossRef] [PubMed]
- Marsico, C.; Oilo, M.; Kutsch, J.; Kauf, M.; Arola, D. Vat Polymerization-Printed Partially Stabilized Zirconia: Mechanical Properties, Reliability and Structural defects. Addit. Manuf. 2020, 36, 101450. [Google Scholar] [CrossRef] [PubMed]
- Biskri, Z.E.; Rached, H.; Bouchear, M.; Rached, D. Computational study of structural, elastic and electronic properties of lithium disilicate (Li(2)Si(2)O(5)) glass-ceramic. J. Mech. Behav. Biomed. Mater. 2014, 32, 345–350. [Google Scholar] [CrossRef] [PubMed]
- Kraipok, A.; Mamanee, T.; Ruangsuriya, J.; Nawarat, P.; Leenakul, W. Phase Formation, Mechanical Strength, and Bioactive Properties of Lithium Disilicate Glass-Ceramics with Different Al(2)O(3) Contents. Materials 2022, 15, 8283. [Google Scholar] [CrossRef]
- Ottoni, R.; Marocho, S.M.S.; Griggs, J.A.; Borba, M. CAD/CAM versus 3D-printing/pressed lithium disilicate monolithic crowns: Adaptation and fatigue behavior. J. Dent. 2022, 123, 104181. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Beuer, F.; Metin, D.S.; Bomze, D.; Hey, J.; Schmidt, F. Additive Manufacturing of Lithium Disilicate with the LCM Process for Classic and Non-Prep Veneers: Preliminary Technical and Clinical Case Experience. Materials 2022, 15, 6034. [Google Scholar] [CrossRef]
- Gehrt, M.; Wolfart, S.; Rafai, N.; Reich, S.; Edelhoff, D. Clinical results of lithium-disilicate crowns after up to 9 years of service. Clin. Oral Investig. 2013, 17, 275–284. [Google Scholar] [CrossRef]
- Pieger, S.; Salman, A.; Bidra, A.S. Clinical outcomes of lithium disilicate single crowns and partial fixed dental prostheses: A systematic review. J. Prosthet. Dent. 2014, 112, 22–30. [Google Scholar] [CrossRef]
- Guacheta, L.; Stevens, C.D.; Tamayo Cardona, J.A.; Murgueitio, R. Comparison of marginal and internal fit of pressed lithium disilicate veneers fabricated via a manual waxing technique versus a 3D printed technique. J. Esthet. Restor. Dent. 2022, 34, 715–720. [Google Scholar] [CrossRef]
- Homsy, F.R.; Ozcan, M.; Khoury, M.; Majzoub, Z.A.K. Marginal and internal fit of pressed lithium disilicate inlays fabricated with milling, 3D printing, and conventional technologies. J. Prosthet. Dent. 2018, 119, 783–790. [Google Scholar] [CrossRef] [PubMed]
- Holand, W.; Schweiger, M.; Frank, M.; Rheinberger, V. A comparison of the microstructure and properties of the IPS Empress 2 and the IPS Empress glass-ceramics. J. Biomed. Mater. Res. 2000, 53, 297–303. [Google Scholar] [CrossRef] [PubMed]
- Goharian, P.; Nemati, A.; Shabanian, M.; Afshar, A. Properties, crystallization mechanism and microstructure of lithium disilicate glass–ceramic. J. Non-Cryst. Solids 2010, 356, 208–214. [Google Scholar] [CrossRef]
- Kassardjian, V.; Varma, S.; Andiappan, M.; Creugers, N.H.J.; Bartlett, D. A systematic review and meta analysis of the longevity of anterior and posterior all-ceramic crowns. J. Dent. 2016, 55, 1–6. [Google Scholar] [CrossRef]
- Chaair, H.; Labjar, H.; Britel, O. Synthesis of beta-tricalcium phosphate. Morphologie 2017, 101, 120–124. [Google Scholar] [CrossRef]
- Bohner, M.; Santoni, B.L.G.; Dobelin, N. beta-tricalcium phosphate for bone substitution: Synthesis and properties. Acta Biomater. 2020, 113, 23–41. [Google Scholar] [CrossRef]
- Schmidleithner, C.; Malferrari, S.; Palgrave, R.; Bomze, D.; Schwentenwein, M.; Kalaskar, D.M. Application of high resolution DLP stereolithography for fabrication of tricalcium phosphate scaffolds for bone regeneration. Biomed. Mater. 2019, 14, 045018. [Google Scholar] [CrossRef]
- Wang, D.; Hou, J.; Xia, C.; Wei, C.; Zhu, Y.; Qian, W.; Qi, S.; Wu, Y.; Shi, Y.; Qin, K.; et al. Multi-element processed pyritum mixed to beta-tricalcium phosphate to obtain a 3D-printed porous scaffold: An option for treatment of bone defects. Mater. Sci. Eng. C Mater. Biol. Appl. 2021, 128, 112326. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, H.; Xiong, Y.; Dong, L.; Li, X. Development of hierarchical porous bioceramic scaffolds with controlled micro/nano surface topography for accelerating bone regeneration. Mater. Sci. Eng. C Mater. Biol. Appl. 2021, 130, 112437. [Google Scholar] [CrossRef]
- Qi, D.; Su, J.; Li, S.; Zhu, H.; Cheng, L.; Hua, S.; Yuan, X.; Jiang, J.; Shu, Z.; Shi, Y.; et al. 3D printed magnesium-doped beta-TCP gyroid scaffold with osteogenesis, angiogenesis, immunomodulation properties and bone regeneration capability in vivo. Biomater. Adv. 2022, 136, 212759. [Google Scholar] [CrossRef]
- Kim, S.E.; Park, K. Recent Advances of Biphasic Calcium Phosphate Bioceramics for Bone Tissue Regeneration. Adv. Exp. Med. Biol. 2020, 1250, 177–188. [Google Scholar] [CrossRef] [PubMed]
- Oberdiek, F.; Vargas, C.I.; Rider, P.; Batinic, M.; Gorke, O.; Radenkovic, M.; Najman, S.; Baena, J.M.; Jung, O.; Barbeck, M. Ex Vivo and In Vivo Analyses of Novel 3D-Printed Bone Substitute Scaffolds Incorporating Biphasic Calcium Phosphate Granules for Bone Regeneration. Int. J. Mol. Sci. 2021, 22, 3588. [Google Scholar] [CrossRef] [PubMed]
- Song, Y.; Lin, K.; He, S.; Wang, C.; Zhang, S.; Li, D.; Wang, J.; Cao, T.; Bi, L.; Pei, G. Nano-biphasic calcium phosphate/polyvinyl alcohol composites with enhanced bioactivity for bone repair via low-temperature three-dimensional printing and loading with platelet-rich fibrin. Int. J. Nanomed. 2018, 13, 505–523. [Google Scholar] [CrossRef] [PubMed]
- Beheshtizadeh, N.; Azami, M.; Abbasi, H.; Farzin, A. Applying extrusion-based 3D printing technique accelerates fabricating complex biphasic calcium phosphate-based scaffolds for bone tissue regeneration. J. Adv. Res. 2022, 40, 69–94. [Google Scholar] [CrossRef] [PubMed]
- Hong, H.; Seo, Y.B.; Kim, D.Y.; Lee, J.S.; Lee, Y.J.; Lee, H.; Ajiteru, O.; Sultan, M.T.; Lee, O.J.; Kim, S.H.; et al. Digital light processing 3D printed silk fibroin hydrogel for cartilage tissue engineering. Biomaterials 2020, 232, 119679. [Google Scholar] [CrossRef] [PubMed]
- Seo, Y.W.; Park, J.Y.; Lee, D.N.; Jin, X.; Cha, J.K.; Paik, J.W.; Choi, S.H. Three-dimensionally printed biphasic calcium phosphate blocks with different pore diameters for regeneration in rabbit calvarial defects. Biomater. Res. 2022, 26, 25. [Google Scholar] [CrossRef] [PubMed]
- De Oliveira, J.F.; De Aguiar, P.F.; Rossi, A.M.; Soares, G.A. Effect of process parameters on the characteristics of porous calcium phosphate ceramics for bone tissue scaffolds. Artif. Organs 2003, 27, 406–411. [Google Scholar] [CrossRef] [PubMed]
- Kato, E.; Lemler, J.; Sakurai, K.; Yamada, M. Biodegradation property of beta-tricalcium phosphate-collagen composite in accordance with bone formation: A comparative study with Bio-Oss Collagen(R) in a rat critical-size defect model. Clin. Implant Dent. Relat. Res. 2014, 16, 202–211. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, K.; Li, X.; Wei, Q.; Chai, W.; Wang, S.; Che, Y.; Lu, T.; Zhang, B. 3D fabrication and characterization of phosphoric acid scaffold with a HA/beta-TCP weight ratio of 60:40 for bone tissue engineering applications. PLoS ONE 2017, 12, e0174870. [Google Scholar] [CrossRef]
- Yang, Z.; Xie, L.; Zhang, B.; Zhang, G.; Huo, F.; Zhou, C.; Liang, X.; Fan, Y.; Tian, W.; Tan, Y. Preparation of BMP-2/PDA-BCP Bioceramic Scaffold by DLP 3D Printing and its Ability for Inducing Continuous Bone Formation. Front. Bioeng. Biotechnol. 2022, 10, 854693. [Google Scholar] [CrossRef]
- Jeon, S.H.; Song, Y.W.; Cha, J.K.; Paik, J.W.; Han, S.S.; Choi, S.H. Scanning Electron Microscopic Evaluation of the Internal Fit Accuracy of 3D-Printed Biphasic Calcium Phosphate Block: An Ex Vivo Pilot Study. Materials 2021, 14, 1557. [Google Scholar] [CrossRef] [PubMed]
- Su, J.; Hua, S.; Chen, A.; Chen, P.; Yang, L.; Yuan, X.; Qi, D.; Zhu, H.; Yan, C.; Xiao, J.; et al. Three-dimensional printing of gyroid-structured composite bioceramic scaffolds with tuneable degradability. Biomater. Adv. 2022, 133, 112595. [Google Scholar] [CrossRef] [PubMed]
- Touri, M.; Moztarzadeh, F.; Osman, N.A.A.; Dehghan, M.M.; Mozafari, M. 3D-printed biphasic calcium phosphate scaffolds coated with an oxygen generating system for enhancing engineered tissue survival. Mater. Sci. Eng. C Mater. Biol. Appl. 2018, 84, 236–242. [Google Scholar] [CrossRef] [PubMed]
- Diez-Pascual, A.M. Tissue Engineering Bionanocomposites Based on Poly(propylene fumarate). Polymers 2017, 9, 260. [Google Scholar] [CrossRef] [PubMed]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef]
- Nettleton, K.; Luong, D.; Kleinfehn, A.P.; Savariau, L.; Premanandan, C.; Becker, M.L. Molecular Mass-Dependent Resorption and Bone Regeneration of 3D Printed PPF Scaffolds in a Critical-Sized Rat Cranial Defect Model. Adv. Healthc. Mater. 2019, 8, e1900646. [Google Scholar] [CrossRef]
- Choi, J.-W.; Wicker, R.; Lee, S.-H.; Choi, K.-H.; Ha, C.-S.; Chung, I. Fabrication of 3D biocompatible/biodegradable micro-scaffolds using dynamic mask projection microstereolithography. J. Mater. Process. Technol. 2009, 209, 5494–5503. [Google Scholar] [CrossRef]
- Wang, S.; Lu, L.; Yaszemski, M.J. Bone-tissue-engineering material poly(propylene fumarate): Correlation between molecular weight, chain dimensions, and physical properties. Biomacromolecules 2006, 7, 1976–1982. [Google Scholar] [CrossRef]
- Luo, Y.; Dolder, C.K.; Walker, J.M.; Mishra, R.; Dean, D.; Becker, M.L. Synthesis and Biological Evaluation of Well-Defined Poly(propylene fumarate) Oligomers and Their Use in 3D Printed Scaffolds. Biomacromolecules 2016, 17, 690–697. [Google Scholar] [CrossRef]
- Le Fer, G.; Becker, M.L. 4D Printing of Resorbable Complex Shape-Memory Poly(propylene fumarate) Star Scaffolds. ACS Appl. Mater. Interfaces 2020, 12, 22444–22452. [Google Scholar] [CrossRef]
- Wang, M.O.; Piard, C.M.; Melchiorri, A.; Dreher, M.L.; Fisher, J.P. Evaluating changes in structure and cytotoxicity during in vitro degradation of three-dimensional printed scaffolds. Tissue Eng. Part A 2015, 21, 1642–1653. [Google Scholar] [CrossRef] [PubMed]
- Dilla, R.A.; CM, M.M.; Snyder, S.R.; Wilson, J.A.; Wesdemiotis, C.; Becker, M.L. Synthesis and 3D Printing of PEG-Poly(propylene fumarate) Diblock and Triblock Copolymer Hydrogels. ACS Macro Lett. 2018, 7, 1254–1260. [Google Scholar] [CrossRef] [PubMed]
- Cai, Z.; Wan, Y.; Becker, M.L.; Long, Y.Z.; Dean, D. Poly(propylene fumarate)-based materials: Synthesis, functionalization, properties, device fabrication and biomedical applications. Biomaterials 2019, 208, 45–71. [Google Scholar] [CrossRef] [PubMed]
- Kleinfehn, A.P.; Lammel Lindemann, J.A.; Razvi, A.; Philip, P.; Richardson, K.; Nettleton, K.; Becker, M.L.; Dean, D. Modulating Bioglass Concentration in 3D Printed Poly(propylene fumarate) Scaffolds for Post-Printing Functionalization with Bioactive Functional Groups. Biomacromolecules 2019, 20, 4345–4352. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; George, M.N.; Park, S.; Miller Ii, A.L.; Gaihre, B.; Li, L.; Waletzki, B.E.; Terzic, A.; Yaszemski, M.J.; Lu, L. 3D-printed scaffolds with carbon nanotubes for bone tissue engineering: Fast and homogeneous one-step functionalization. Acta Biomater. 2020, 111, 129–140. [Google Scholar] [CrossRef] [PubMed]
- Labet, M.; Thielemans, W. Synthesis of polycaprolactone: A review. Chem. Soc. Rev. 2009, 38, 3484–3504. [Google Scholar] [CrossRef] [PubMed]
- Lim, W.L.; Chowdhury, S.R.; Ng, M.H.; Law, J.X. Physicochemical Properties and Biocompatibility of Electrospun Polycaprolactone/Gelatin Nanofibers. Int. J. Environ. Res. Public Health 2021, 18, 4764. [Google Scholar] [CrossRef]
- Su, X.; Wang, T.; Guo, S. Applications of 3D printed bone tissue engineering scaffolds in the stem cell field. Regen. Ther. 2021, 16, 63–72. [Google Scholar] [CrossRef]
- Liu, X.; Chen, M.; Luo, J.; Zhao, H.; Zhou, X.; Gu, Q.; Yang, H.; Zhu, X.; Cui, W.; Shi, Q. Immunopolarization-regulated 3D printed-electrospun fibrous scaffolds for bone regeneration. Biomaterials 2021, 276, 121037. [Google Scholar] [CrossRef]
- Chen, H.; Lee, S.Y.; Lin, Y.M. Synthesis and Formulation of PCL-Based Urethane Acrylates for DLP 3D Printers. Polymers 2020, 12, 1500. [Google Scholar] [CrossRef]
- Bae, J.H.; Won, J.C.; Lim, W.B.; Min, J.G.; Lee, J.H.; Kwon, C.R.; Lee, G.H.; Huh, P. Synthesis and Characteristics of Eco-Friendly 3D Printing Material Based on Waterborne Polyurethane. Polymers 2020, 13, 44. [Google Scholar] [CrossRef] [PubMed]
- Elomaa, L.; Keshi, E.; Sauer, I.M.; Weinhart, M. Development of GelMA/PCL and dECM/PCL resins for 3D printing of acellular in vitro tissue scaffolds by stereolithography. Mater. Sci. Eng. C Mater. Biol. Appl. 2020, 112, 110958. [Google Scholar] [CrossRef] [PubMed]
- Dodda, J.M.; Azar, M.G.; Belsky, P.; Slouf, M.; Gajdosova, V.; Kasi, P.B.; Anerillas, L.O.; Kovarik, T. Bioresorbable films of polycaprolactone blended with poly(lactic acid) or poly(lactic-co-glycolic acid). Int. J. Biol. Macromol. 2023, 248, 126654. [Google Scholar] [CrossRef] [PubMed]
- Ali Akbari Ghavimi, S.; Ebrahimzadeh, M.H.; Solati-Hashjin, M.; Abu Osman, N.A. Polycaprolactone/starch composite: Fabrication, structure, properties, and applications. J. Biomed. Mater. Res. Part A 2015, 103, 2482–2498. [Google Scholar] [CrossRef] [PubMed]
- Mondesert, H.; Bossard, F.; Favier, D. Anisotropic electrospun honeycomb polycaprolactone scaffolds: Elaboration, morphological and mechanical properties. J. Mech. Behav. Biomed. Mater. 2021, 113, 104124. [Google Scholar] [CrossRef]
- Hajduga, M.B.; Bobinski, R.; Dutka, M.; Bujok, J.; Cwiertnia, M.; Pajak, C.; Kurowska, A.; Rajzer, I. The Influence of Graphene Content on the Antibacterial Properties of Polycaprolactone. Int. J. Mol. Sci. 2022, 23, 10899. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, W.; Zhang, Z.; Zhang, Y.F.; Hingorani, H.; Liu, Z.; Liu, J.; Ge, Q. Self-Healing Four-Dimensional Printing with an Ultraviolet Curable Double-Network Shape Memory Polymer System. ACS Appl. Mater. Interfaces 2019, 11, 10328–10336. [Google Scholar] [CrossRef]
- Sharifi, S.; Islam, M.M.; Sharifi, H.; Islam, R.; Huq, T.N.; Nilsson, P.H.; Mollnes, T.E.; Tran, K.D.; Patzer, C.; Dohlman, C.H.; et al. Electron Beam Sterilization of Poly(Methyl Methacrylate)-Physicochemical and Biological Aspects. Macromol. Biosci. 2021, 21, e2000379. [Google Scholar] [CrossRef]
- Lewis, G. Properties of nanofiller-loaded poly (methyl methacrylate) bone cement composites for orthopedic applications: A review. J. Biomed. Mater. Res. Part B Appl. Biomater. 2017, 105, 1260–1284. [Google Scholar] [CrossRef]
- Alp, G.; Johnston, W.M.; Yilmaz, B. Optical properties and surface roughness of prepolymerized poly(methyl methacrylate) denture base materials. J. Prosthet. Dent. 2019, 121, 347–352. [Google Scholar] [CrossRef]
- Frazer, R.Q.; Byron, R.T.; Osborne, P.B.; West, K.P. PMMA: An essential material in medicine and dentistry. J. Long-Term Eff. Med. Implant. 2005, 15, 629–639. [Google Scholar] [CrossRef] [PubMed]
- Hata, K.; Ikeda, H.; Nagamatsu, Y.; Masaki, C.; Hosokawa, R.; Shimizu, H. Development of Dental Poly (methyl methacrylate)-Based Resin for Stereolithography Additive Manufacturing. Polymers 2021, 13, 4435. [Google Scholar] [CrossRef]
- Barbur, I.; Opris, H.; Crisan, B.; Cuc, S.; Colosi, H.A.; Baciut, M.; Opris, D.; Prodan, D.; Moldovan, M.; Crisan, L.; et al. Statistical Comparison of the Mechanical Properties of 3D-Printed Resin through Triple-Jetting Technology and Conventional PMMA in Orthodontic Occlusal Splint Manufacturing. Biomedicines 2023, 11, 2155. [Google Scholar] [CrossRef] [PubMed]
- Cleto, M.P.; Silva, M.D.; Nunes, T.S.; Viotto, H.E.; Coelho, S.R.; Pero, A.C. Evaluation of Shear Bond Strength Between Denture Teeth and 3D-Printed Denture Base Resin. J. Prosthodont. 2023, 32, 3–10. [Google Scholar] [CrossRef] [PubMed]
- Park, S.M.; Park, J.M.; Kim, S.K.; Heo, S.J.; Koak, J.Y. Flexural Strength of 3D-Printing Resin Materials for Provisional Fixed Dental Prostheses. Materials 2020, 13, 3970. [Google Scholar] [CrossRef]
- Jung, H.; Lee, J.S.; Lee, J.H.; Park, K.J.; Lee, J.J.; Park, H.S. A Feasibility Study for 3D-printed Poly(methyl methacrylate)-resin Tracheostomy Tube Using a Hamster Cheek Pouch Model. Vivo 2020, 34, 1749–1758. [Google Scholar] [CrossRef]
- van Bochove, B.; Hannink, G.; Buma, P.; Grijpma, D.W. Preparation of Designed Poly(trimethylene carbonate) Meniscus Implants by Stereolithography: Challenges in Stereolithography. Macromol. Biosci. 2016, 16, 1853–1863. [Google Scholar] [CrossRef]
- Fukushima, K. Poly(trimethylene carbonate)-based polymers engineered for biodegradable functional biomaterials. Biomater. Sci. 2016, 4, 9–24. [Google Scholar] [CrossRef]
- Zhu, J.; Luo, X.; Li, X. Ring-Opening Polymerization of Trimethylene Carbonate with Phosphazene Organocatalyst. Polymers 2023, 15, 720. [Google Scholar] [CrossRef]
- Brossier, T.; Volpi, G.; Vasquez-Villegas, J.; Petitjean, N.; Guillaume, O.; Lapinte, V.; Blanquer, S. Photoprintable Gelatin-graft-Poly(trimethylene carbonate) by Stereolithography for Tissue Engineering Applications. Biomacromolecules 2021, 22, 3873–3883. [Google Scholar] [CrossRef]
- Schuller-Ravoo, S.; Feijen, J.; Grijpma, D.W. Flexible, elastic and tear-resistant networks prepared by photo-crosslinking poly(trimethylene carbonate) macromers. Acta Biomater. 2012, 8, 3576–3585. [Google Scholar] [CrossRef] [PubMed]
- Jafari, M.; Paknejad, Z.; Rad, M.R.; Motamedian, S.R.; Eghbal, M.J.; Nadjmi, N.; Khojasteh, A. Polymeric scaffolds in tissue engineering: A literature review. J. Biomed. Mater. Res. Part B Appl. Biomater. 2017, 105, 431–459. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Yang, G.; Johnson, B.N.; Jia, X. Three-dimensional (3D) printed scaffold and material selection for bone repair. Acta Biomater. 2019, 84, 16–33. [Google Scholar] [CrossRef] [PubMed]
- Baumer, V.; Gunn, E.; Riegle, V.; Bailey, C.; Shonkwiler, C.; Prawel, D. Robocasting of Ceramic Fischer-Koch S Scaffolds for Bone Tissue Engineering. J. Funct. Biomater. 2023, 14, 251. [Google Scholar] [CrossRef] [PubMed]
- Hwang, K.S.; Choi, J.W.; Kim, J.H.; Chung, H.Y.; Jin, S.; Shim, J.H.; Yun, W.S.; Jeong, C.M.; Huh, J.B. Comparative Efficacies of Collagen-Based 3D Printed PCL/PLGA/β-TCP Composite Block Bone Grafts and Biphasic Calcium Phosphate Bone Substitute for Bone Regeneration. Materials 2017, 10, 421. [Google Scholar] [CrossRef] [PubMed]
- Schwarzer-Fischer, E.; Günther, A.; Roszeitis, S.; Moritz, T. Combining Zirconia and Titanium Suboxides by Vat Photopolymerization. Materials 2021, 14, 2394. [Google Scholar] [CrossRef] [PubMed]
- Cahyanto, A.; Martins, M.V.S.; Bianchi, O.; Sudhakaran, D.P.; Sililkas, N.; Echeverrigaray, S.G.; Rosa, V. Graphene oxide increases PMMA’s resistance to fatigue and strength degradation. Dent. Mater. 2023, 39, 763–769. [Google Scholar] [CrossRef]
- Rongen, J.J.; van Bochove, B.; Hannink, G.; Grijpma, D.W.; Buma, P. Degradation behavior of, and tissue response to photo-crosslinked poly(trimethylene carbonate) networks. J. Biomed. Mater. Res. Part A 2016, 104, 2823–2832. [Google Scholar] [CrossRef]
- Weber, J.F.; Rehmani, S.S.; Baig, M.Z.; Lebovics, R.; Raad, W.; Connery, C.; Bhora, F.Y. Novel composite trachea grafts using 3-dimensional printing. JTCVS Open 2021, 5, 152–160. [Google Scholar] [CrossRef]
- Jin, J.; Zhang, F.; Yang, Y.; Zhang, C.; Wu, H.; Xu, Y.; Chen, Y. Hybrid Multimaterial 3D Printing Using Photocuring-While-Dispensing. Small 2023, 19, e2302405. [Google Scholar] [CrossRef]
- Zhang, Z.; Corrigan, N.; Boyer, C. A Photoinduced Dual-Wavelength Approach for 3D Printing and Self-Healing of Thermosetting Materials. Angew. Chemie Int. Ed. Engl. 2022, 61, e202114111. [Google Scholar] [CrossRef] [PubMed]
- Vasiliu, R.D.; Porojan, S.D.; Porojan, L. In Vitro Study of Comparative Evaluation of Marginal and Internal Fit between Heat-Pressed and CAD-CAM Monolithic Glass-Ceramic Restorations after Thermal Aging. Materials 2020, 13, 4239. [Google Scholar] [CrossRef] [PubMed]
- Karami, D.; Srivastava, A.; Ramesh, R.; Sikavitsas, V.I. Investigating Cancerous Exosomes’ Effects on CD8+ T-Cell IL-2 Production in a 3D Unidirectional Flow Bioreactor Using 3D Printed, RGD-Functionalized PLLA Scaffolds. J. Funct. Biomater. 2022, 13, 30. [Google Scholar] [CrossRef] [PubMed]
- Seo, J.W.; Shin, S.R.; Park, Y.J.; Bae, H. Hydrogel Production Platform with Dynamic Movement Using Photo-Crosslinkable/Temperature Reversible Chitosan Polymer and Stereolithography 4D Printing Technology. Tissue Eng. Regen. Med. 2020, 17, 423–431. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Hao, M.; Chen, Z.; Zhang, T.; Huang, J.; Dai, J.; Zhang, Z. 3D bioprinted neural tissue constructs for spinal cord injury repair. Biomaterials 2021, 272, 120771. [Google Scholar] [CrossRef] [PubMed]
- Meyer, W.; Engelhardt, S.; Novosel, E.; Elling, B.; Wegener, M.; Kruger, H. Soft Polymers for Building up Small and Smallest Blood Supplying Systems by Stereolithography. J. Funct. Biomater. 2012, 3, 257–268. [Google Scholar] [CrossRef] [PubMed]
- Choi, Y.; Yoon, J.; Kim, J.; Lee, C.; Oh, J.; Cho, N. Development of Bisphenol-A-Glycidyl-Methacrylate- and Trimethylolpropane-Triacrylate-Based Stereolithography 3D Printing Materials. Polymers 2022, 14, 5198. [Google Scholar] [CrossRef] [PubMed]
- Bergonzi, C.; Remaggi, G.; Graiff, C.; Bergamonti, L.; Potenza, M.; Ossiprandi, M.C.; Zanotti, I.; Bernini, F.; Bettini, R.; Elviri, L. Three-Dimensional (3D) Printed Silver Nanoparticles/Alginate/Nanocrystalline Cellulose Hydrogels: Study of the Antimicrobial and Cytotoxicity Efficacy. NanoMaterials 2020, 10, 844. [Google Scholar] [CrossRef]
- Hu, H.Y.; Wu, C.L.; Huang, C.S.; Bai, M.Y.; Yu, D.S. The Study of 3D Printing-Assisted Electrospinning Technology in Producing Tissue Regeneration Polymer-Fibroin Scaffold for Ureter Repair. Turk. J. Urol. 2022, 48, 118–129. [Google Scholar] [CrossRef]
- Cabanach, P.; Pena-Francesch, A.; Sheehan, D.; Bozuyuk, U.; Yasa, O.; Borros, S.; Sitti, M. Zwitterionic 3D-Printed Non-Immunogenic Stealth Microrobots. Adv. Mater. 2020, 32, e2003013. [Google Scholar] [CrossRef]
- Stephens, E.; Matheu, M.P.; Moulton, E.; Deely, A.; Dornell, J.; Anand, A.; Bhat, S.; Mathur, L.; Mahadik, B. Three-Dimensional Synthetic Lymphoid Organs and Organoids for Antibody Design and Testing. WO2023114782A1, 22 June 2023. [Google Scholar]
- Nguyen, J.; Chansoria, P.; Egan, T. Adaptive Patches for Dynamic Organs. WO2023196236A2, 12 November 2023. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biocompatible Material | Commercial Name | Additives | Compatible 3D Printer | Physical Properties | Medical Applications | Reference |
|---|---|---|---|---|---|---|
| Inorganic Biomaterials | ||||||
| Hydroxyapatite (HAp) | HAp (P100, Baiameng, China)—different mass fraction—50%; 60%; 70%; | Photosensitive resin + dispersant (BYK-2155) + photoinitiator (diphenyl (2,4,6-trimethylbenzoyl phosphine oxide) | Admaflec 130 plus, Admatec, Alkmaar, The Netherlands |
| Bone scaffolds, bone grafts, tissue engineering | [49] |
| HA/TCP (6:4 ratio; Dentium®, Suwon, Korea | Dispersant + acrylic monomer + photo-initiator (Phenylbis phospine oxide) | Cubicon Lux, Cubicon®, Sungnam, Korea |
| Bone scaffolds, bone grafts, tissue engineering | [50] | |
| HA, Nanjing Duly Biotech Co., Ltd., Nanjing, China | 1,6-hexanediol diacrylate + trimethylolpropane triacrylate + 2,4,6-trimethyl-benzoyl + phosphine oxide + Solsperse KOS163 | AutoCera, Beijing 10dim Tech. Co., Ltd., Beijing, China |
| Bone scaffolds, bone grafts, tissue engineering | [51] | |
| LithaBone HA400 | Acrylates + methacrylates + radical photoinitiator absorbing in the blue visible region | CeraFab 7500 (Lithoz GmbH, Vienna, Austria) |
| Variable scaffold geometries for osteogenic applications | [53] | |
| Zirconia | TZ-3Y, Tosho, Japan | Acrylic resin-based IBA (isobornyl acrylate)/HDDA/PNGDA + photoinitator + dispersant + silane coupling agent | Octave Light R1, Octave Light Ltd., Shatin, Hongkong) |
| Not mentioned | [64] |
| 3YSZ/8YSZ | Acrylic monomer (HDDA/TMPTA/IBOA/HEA/HEMA/PHEA/IDA) + surfactant and photoinitiator of 1 wt.%, all mixed in a polypropylene bottle | Ember (Autodesk, SAN Rafaek, CA, USA) |
| Scaffolds with rheological and curing behavior | [65] | |
| YSZ, TZ-3Y-E grade granules, Tosoh Corporation, Tokyo, Japan | Polyacrylate-based photocurable resin + photoinitiator | IMC-96, Carima Co., Ltd., Daejeon, Korea |
| Dental implants | [66] | |
| CY3Z, Saint-Gobain ZirPro, Le Pontet, France | Photocurable resin (ADMATEC Europe BV, Nobelstraat, The Netherlands) + dispersant (Disperbyk-103, BYK Chemie, Wesel, Germany) | ADMAFLEX 130, ADMATEC Europe BV, Nobelstraat, The Netherlands |
| Can be coated with bioactive materials and build bone grafts | [67] | |
| 3 mol % yttria-stabilized zirconia powder (TZ-3YS-E, Tosoh Corp, Tokyo, Japan) | Acrylate monomers + photoinitiators + processing additives; solvent-free | Onestage 6500 (Illuminaid Inc., Seoul, Korea) |
| High-density zirconia scaffolds | [68] | |
| Lithium disilicate glass–ceramic | VarseoWax CAD/Cast, BEGO, Bremen, Germany | Investing material (Bellavest SH, BEGO, Bremen, Germany) | Varseo, BEGO, Bremen, Germany | Not specified; | Dental crowns | [78] |
| Lithium disilicate generic color with 45%Vol solid loading | Not mentioned | CeraFab System S65 Medical (Lithoz, Vienna, Austria) | Not specified; | Dental veneers | [79] | |
| Formlabs resin, Boston, MA, USA | Not mentioned | Formlabs 2; Formlabs, Boston, MA, USA | Not specified; | Dental veneers | [82] | |
| VisiJet FTX Green; 3D Systems | Not mentioned | Projet 1200; 3D Systems | Not specified; | Dental veneers | [83] | |
| β-tricalcium phosphate (β-TCP) | LithaBone TCP 380D | Acrylates + methacrylates + radical photoinitiator | CeraFab 7500 (Lithoz GmbH, Vienna, Austria) |
| Tissue engineering, bone grafts | [89] |
| β-TCP (Suzhou Ding’an Technology Co., Ltd., Suzhou, China) | Pyritum + photosensitive resin | 3D printing machine developed by Nanjing University of Aeronautics and Astronautics, Nanjing, China |
| Bone grafts/scaffolds for bone defect repair | [90] | |
| β-TCP from Kunshan Chinese Technology New Material Co., Ltd., Kunshan, China | MgO powder + HDDA + TPGDA + polymeric dispersant 41,100 + P-hydroxyanisole | Autocera-M, Beijing Ten Dimensions Technology Co., Ltd., Beijing, China |
| Bone grafts, tissue engineering | [92] | |
| Biphasic calcium phosphate | HA + b-TCP 60:40 ratio | Acrylic monomer + dispersant + photocatalyst | Cubicon Lux, Cubicon®, Sungnam, Korea | Not specified; | Calvarial scaffolds | [98] |
| HA + b-TCP 70:30 Engineering Research Center for Biomaterias of Sichuan University | 25% photosensitive resin | AdMaflex 130Plus, AdMatec, The Netherlands | Not specified; | Bioceramic Scaffolds | [102] | |
| Osteon III block, Genoss, Suwon, Korea | Not mentioned | Cubicon Lux DLP-B12C, Cubicon®, Sungnam, Korea | Not specified; | Bone grafts, scaffolds | [103] | |
| HA + b-TCP 60:40 Kunshan Chinese Technology New Material Co. | HDDA + TPGDA + dispersant + photoinitiator + photoinhibitor (final stage) | Autocera-M, Beijing Ten Dimensions Technology Co., Ltd., Beijing, China | Not specified; | Bioceramic scaffolds | [104] | |
| Organic Biomaterials | ||||||
| Poly(propylene fumarate) (PPF) | PPF:DEF mixture | Photoinitiators + UV-light absorbing 2-hydroxy-4-methoxybenzophenone | EnvisionTec Microplus Advantage |
| Cranial Bone Scaffolds | [108] |
| PPF:DEF mixture | Photoinitiators (Irgacure 819 + Irgacure 784) + oxybenzone + additional DEF to bring the final resin composition from 1:3 mass ratio to 1:1 with PPF; | EnvisionTec(Dearborn, MI) |
| Biocompatible Scaffolds | [111] | |
| PPF:DEF mixture | Photoinitiators (Irgacure819, Irgacure 784) + HMB + Biogalss | EvisionTec Perfactory 3 |
| Bioactive scaffolds | [116] | |
| PPF:DEF mixture | 1,2-propylene glycol + cross-linking inhibitor (Hydroquinone) + catalyst (Zint chloride) + 1.5 wt% BAPO (bisacrylphosphrine oxide) | 3D Systems, Valencia, CA; Viper si2 stereolithography |
| Bone tissue engineering, biocompatible scaffolds | [117] | |
| Polycaprolactone (PCL) mixes and polycaprolactone (PCL)-based materials | PCL pellets (Mn ≈ 80,000 g/mol) Sigma-Aldrich | Photoinitiator + photoabsorber (Sudan I) + solvent (dichloromethane) | Self-built 3D DLP printer |
| Self-healing 4D scaffolds | [129] |
| Polymerization of ε-caprolactone and diethylene glycol forwarded with the synthesis of polyurethane acrylate | Polyurethane acrylate (PUA) was mixed with two resins (PEGDA and PPG) | Young Optics, Hsinchu City, Taiwan |
| Tissue engineering scaffolds | [122] | |
| ε-caprolactone monomer (ε-CL, Alfa Aesar, 99%) polymerized | GelMA (The PCL resin did not require use of diluents) + photoinitiator + OrasolYellow dye | Titan 2, Kudo3D, Taiwan |
| Small intestinal villi structure | [124] | |
| Poly(methyl methacrylate) (PMMA) | PMMA (Sigma-Aldrich Co. LLC, Darmstadt, Germany) | MMA (monomer from Fujifilm Wako Pure Chemical Corporation, Osaka, Japan) + EGDMA (cross-linker from Fujifilm, Wako Pure Chemical Corp., Osaka, Japan) + BAPO (photoinitiator from Tokyo Chemical Industry Co., Ltd., Tokyo, Japan) | ELEGOO MARS, ELEGOO INC., Shenzhen, China |
| Dental applications | [134] |
| PMMA from NextDent Co. (C&B) for DLP printer, PMMA from Formlabs Co. (Grey Resin, Somerville, MA, USA) for SLA printer | Immersing after print in 100% isopropyl alcohol | DLP (D-150) Nextdent Co. or SLA (Form2) Formlabs Co. |
| Dental applications | [137] | |
| PMMA-resin (NextDentTM, NextDent, Utrecht, The Netherlands) | After print rinse with deionized water | DLP 3D printer (MiiCraft Ultra 50X, MIICRAFT, Jena, Germany) |
| 3D-printed Tracheostomy tube | [138] | |
| Poly(trimethylene carbonate) PTMC | Trimethylene carbonate (TMC) (Foryou Medical Devices Co., Huizhou, China) that was polymerized | [TMP initiator of TMC + tin(II) 2-ethylhexanoate (Sn(Oct)2) + methacrylic anhydride + triethylamine] for polymerization + TPO-L photoinitiator + Orasol orange dye | Not mentioned |
| Meniscus implants | [139] |
| Trimethylene carbonate (TMC) (Foryou Medical Devices, China) that was polymerized | Gelatin porcine skin (type A) + photoinitator + light absorbent | Asiga Max X27, Australia |
| Tissue engineering scaffolds | [142] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Timofticiuc, I.-A.; Călinescu, O.; Iftime, A.; Dragosloveanu, S.; Caruntu, A.; Scheau, A.-E.; Badarau, I.A.; Didilescu, A.C.; Caruntu, C.; Scheau, C. Biomaterials Adapted to Vat Photopolymerization in 3D Printing: Characteristics and Medical Applications. J. Funct. Biomater. 2024, 15, 7. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb15010007
Timofticiuc I-A, Călinescu O, Iftime A, Dragosloveanu S, Caruntu A, Scheau A-E, Badarau IA, Didilescu AC, Caruntu C, Scheau C. Biomaterials Adapted to Vat Photopolymerization in 3D Printing: Characteristics and Medical Applications. Journal of Functional Biomaterials. 2024; 15(1):7. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb15010007
Chicago/Turabian StyleTimofticiuc, Iosif-Aliodor, Octavian Călinescu, Adrian Iftime, Serban Dragosloveanu, Ana Caruntu, Andreea-Elena Scheau, Ioana Anca Badarau, Andreea Cristiana Didilescu, Constantin Caruntu, and Cristian Scheau. 2024. "Biomaterials Adapted to Vat Photopolymerization in 3D Printing: Characteristics and Medical Applications" Journal of Functional Biomaterials 15, no. 1: 7. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb15010007