
Prediction of Kerf Width and Surface Roughness of Al6351 Based Composite in Wire-Cut Electric Discharge Machining Using Mathematical Modelling

 , , , ,
, , , , 
Abstract
:1. Introduction
- To obtain the optimum mathematical model for Al6351–5% SiC metal matrix composite with different combinations of B4C;
- To identify the pattern of variation of coefficients of different input parameters used in the mathematical model based on the hardness of each material;
- To create an equation for each coefficient, thereby predicting the mathematical model for a new combination, once the hardness of the material is obtained; and
- To validate the result by carrying out experiments and comparing the model with the experimental results.
2. Materials and Methods
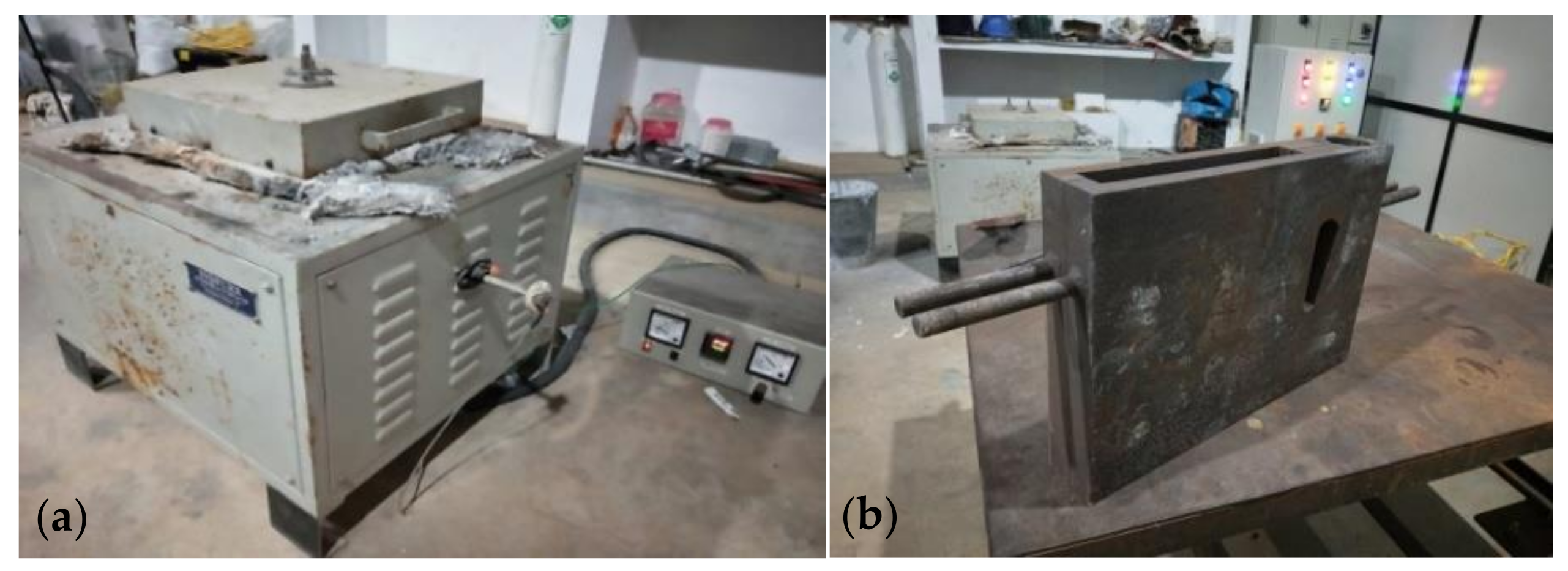
- Initially the casting die is preheated to 400 °C;
- Al6351 cylindrical rod which is cut to length of 100 mm was added into the crucible and kept in the furnace;
- The base material was heated to the temperature of 850 °C for taking it above the liquidous state;
- The molten metal is stirred using a stirrer at 700 rpm and allowed to cool down slowly;
- The reinforcements (SiC and B4C) were slowly added to the molten metal without stopping the stirring action;
- 2% magnesium is added to the molten composite to improve its wettability;
- The molten mixture is poured into the preheated rectangular die of size 200 mm × 150 mm × 30 mm to obtain the final composite; and
- The poured composite was allowed to cool down in the die to obtain the final specimen in the solid condition.
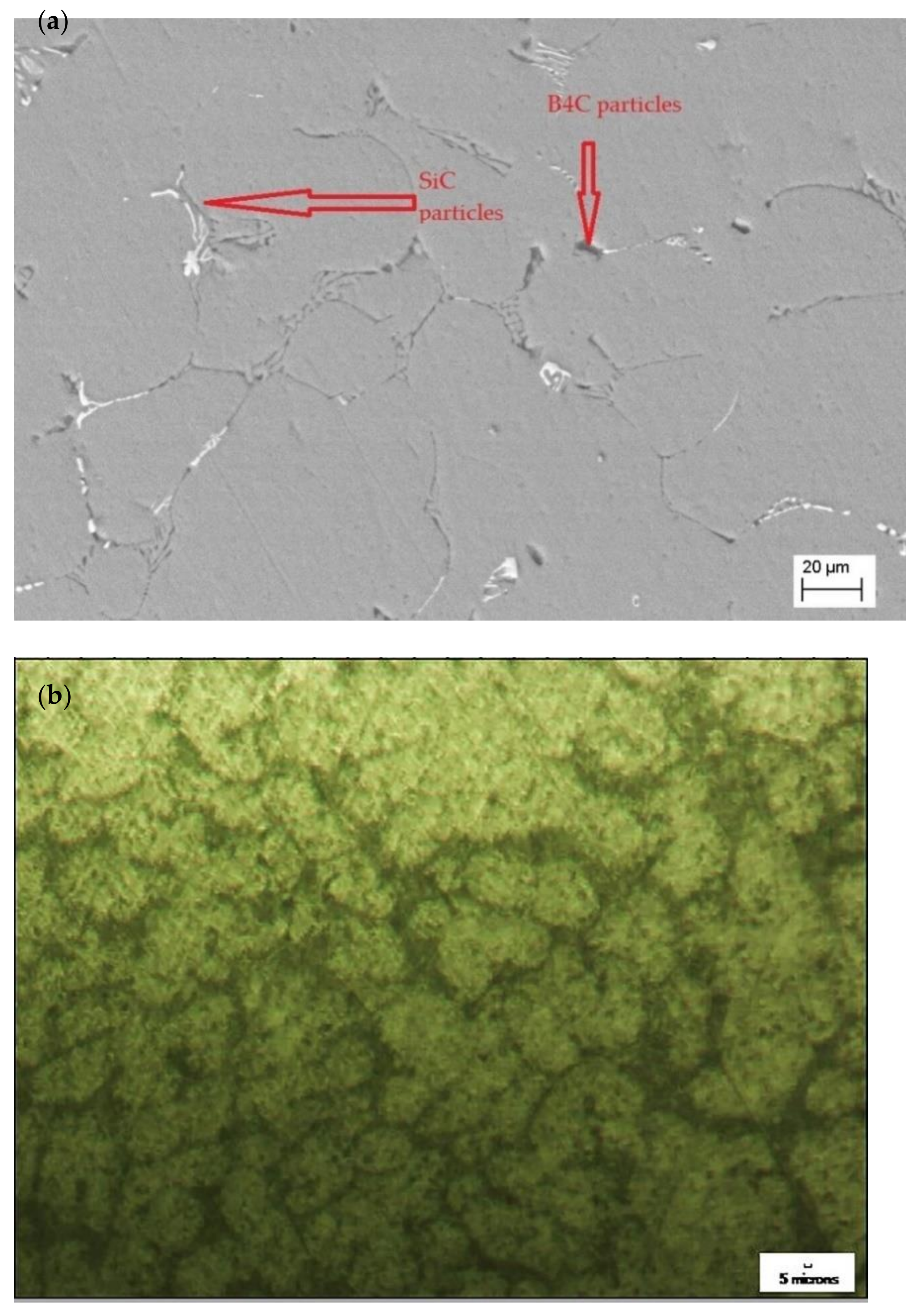
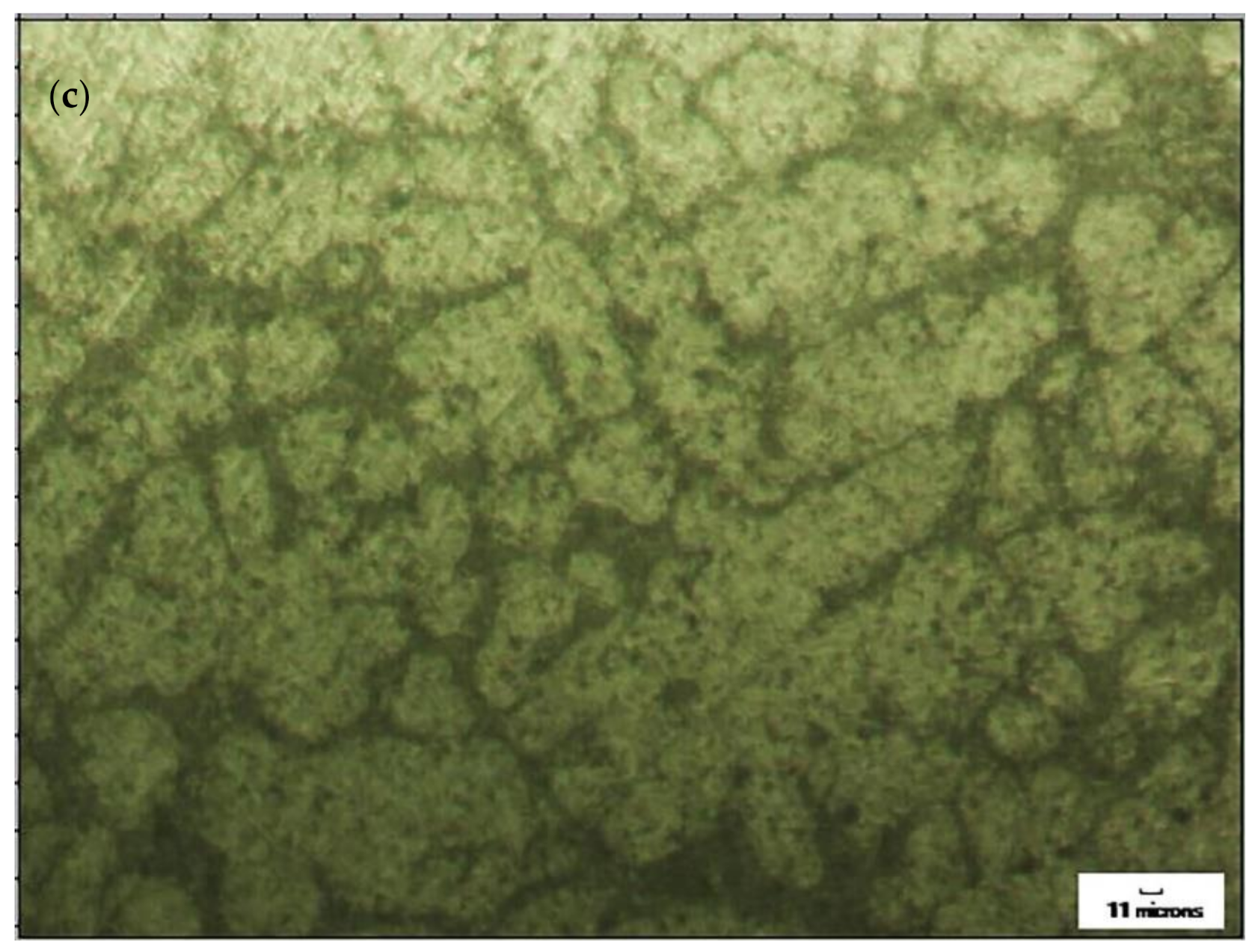
- The sample to be tested is first polished manually using a series of emery paper 1/0, 2/0, 3/0, and 4/0;
- The hand-polished specimen is repolished by using mechanically rotating wheel covered with polishing cloth and simultaneously, alumina powder mixed in water was poured on the wheel area where polishing was carried out;
- For mirror-type surface finish, diamond paste was used on the clean surface;
- The sample was cleaned using water and Kellars etchant, which is a mixture of nitric, hydrochloric, and hydrofluoric acids, is applied on the surface for revealing of microstructure; and
- The sample is dried using a hand drier and carefully preserved for the microstructure analysis without any contact with the polished surface.
- Machine: Wire EDM (Model:DK7750, M/s Concord United Products Private Limited, Bangalore, India);
- Electrode: Brass wire (0.25 mm diameter);
- Dielectric fluid: Deionized water;
- Flushing flow rate: 9 l/min;
- Surface roughness measuring device: Mitutoyo, Model: Surftest SJ-201 (Mitutoyo, Kanagawa, Japan); and
- Kerf width measuring device: Tool-makers’ microscope, Make: M/s Radical Scientific, Punjab, India.
- The mathematical equations were developed for the surface roughness and kerf width based on the ANOVA;
- The mathematical equations developed for different combinations were based on different parameters and were listed and compared for the materials under consideration;
- The variations observed were identified and the pattern of variation was observed based on the hardness for the composites;
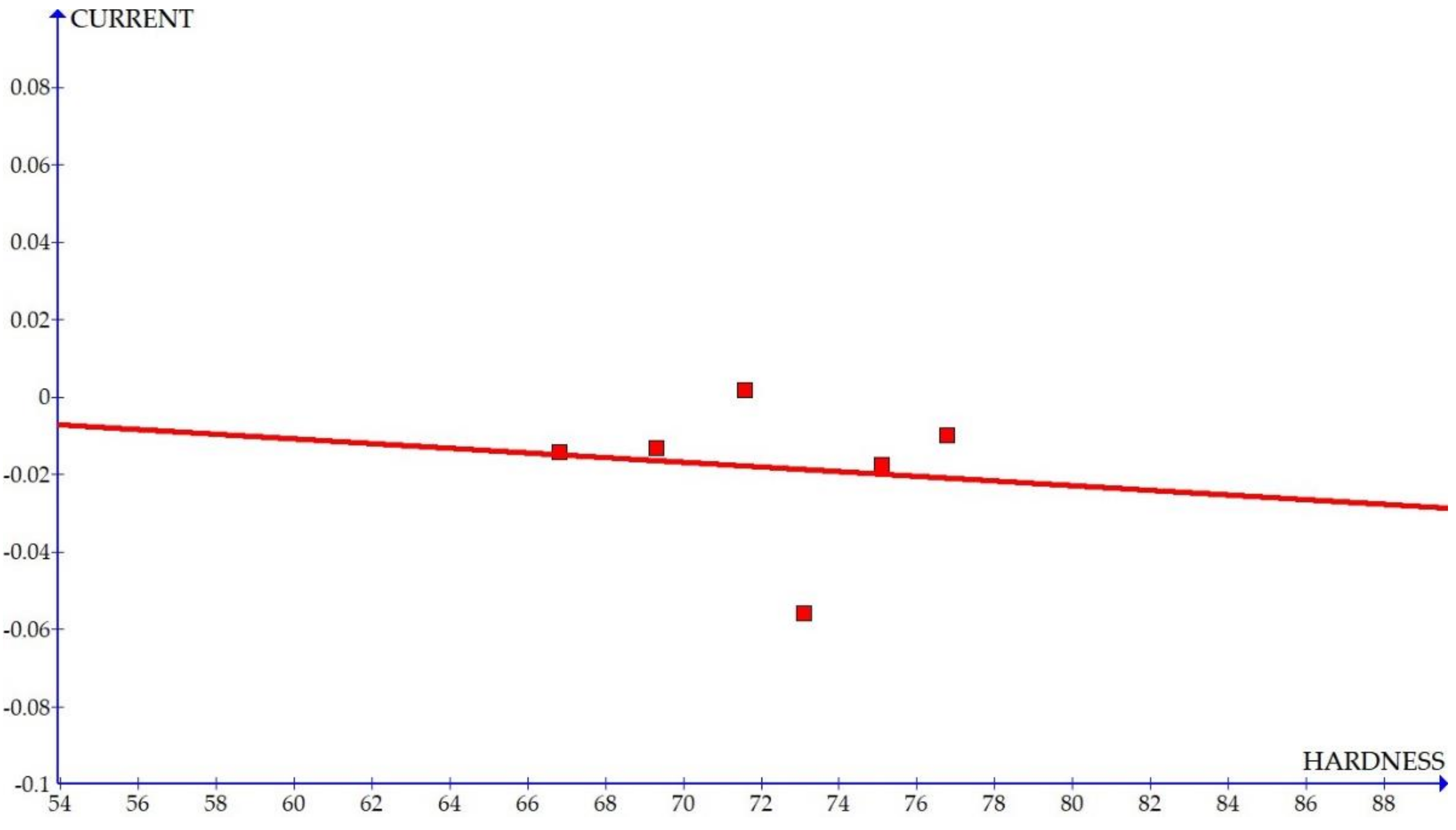
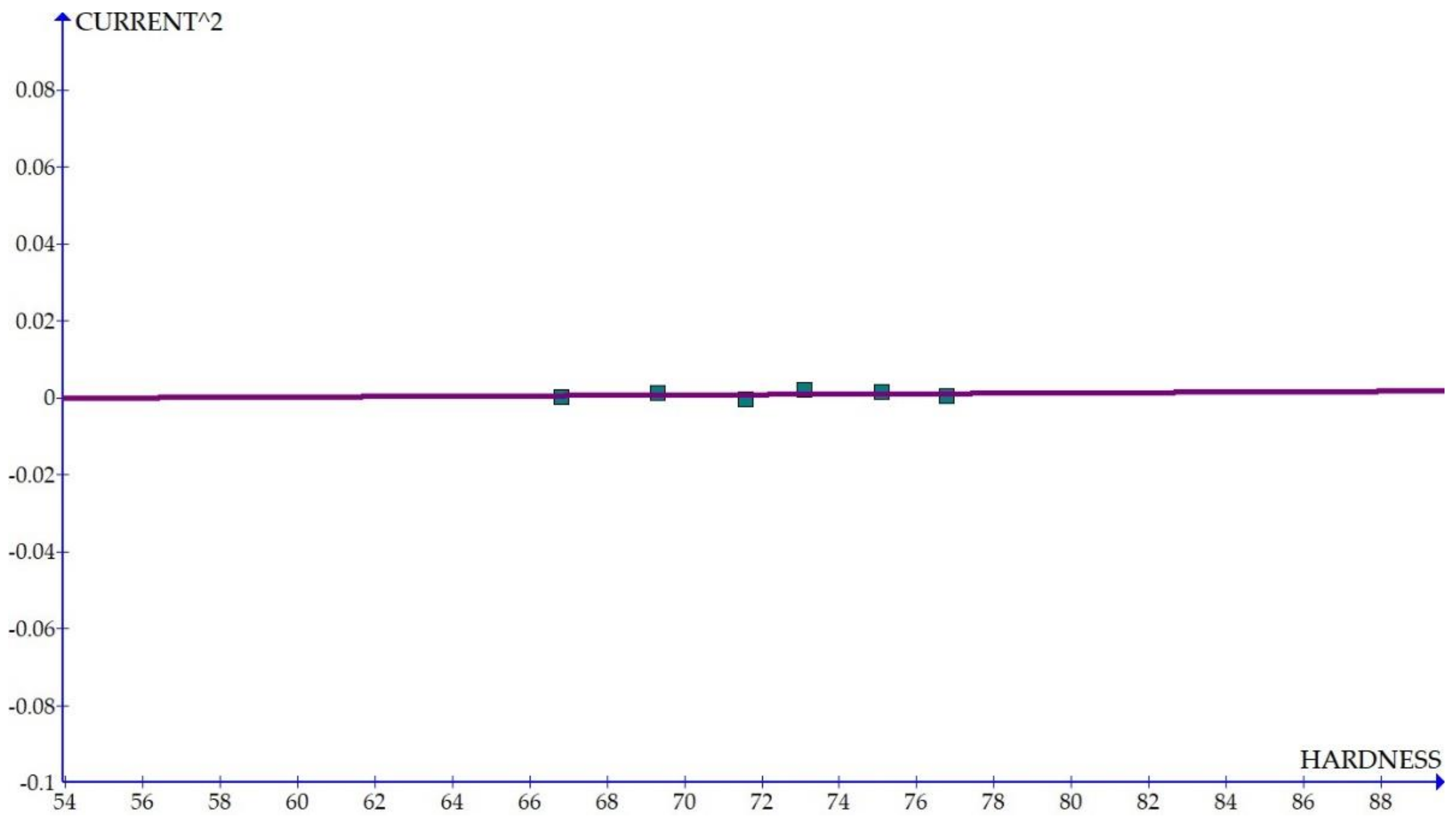
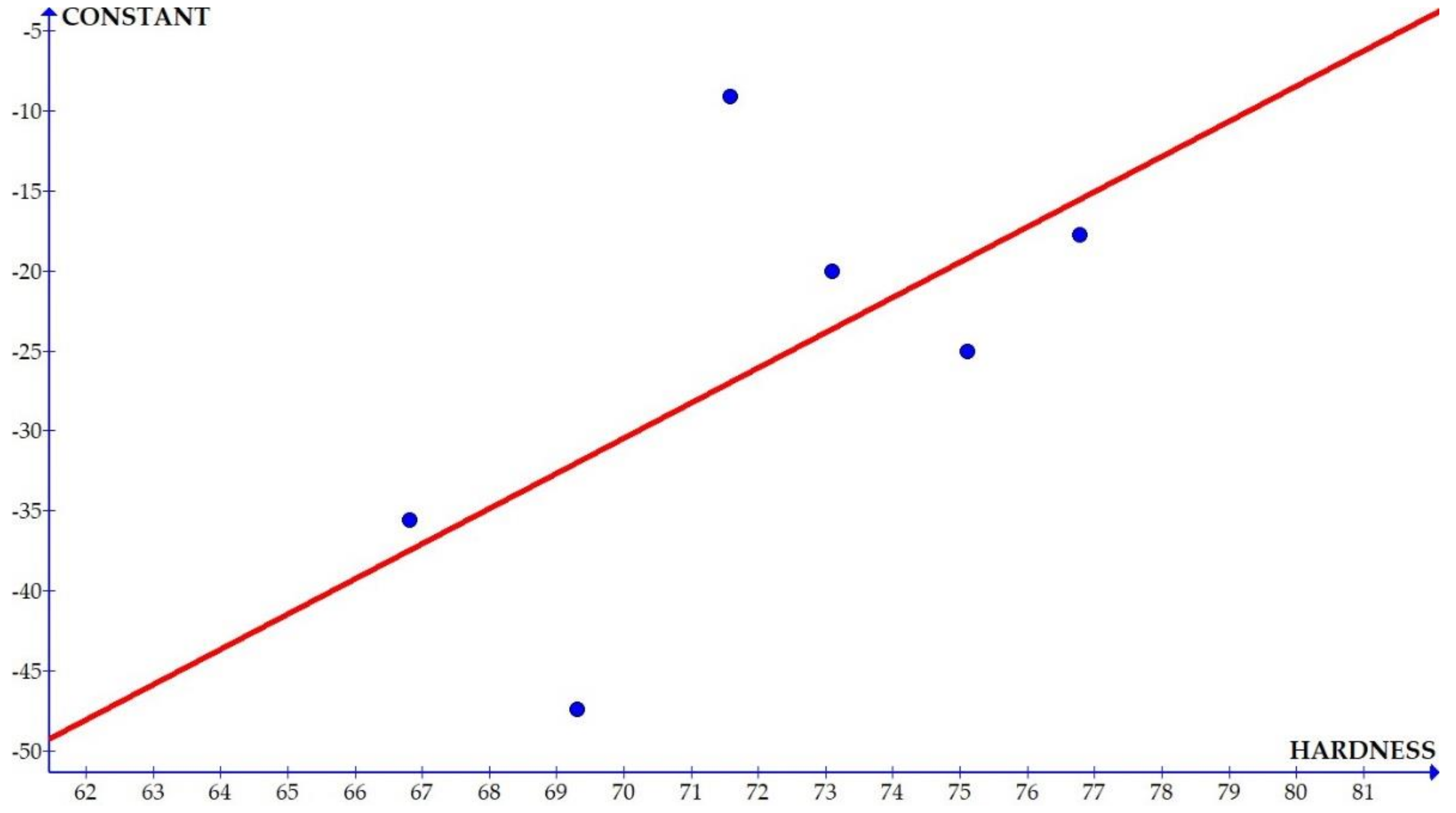
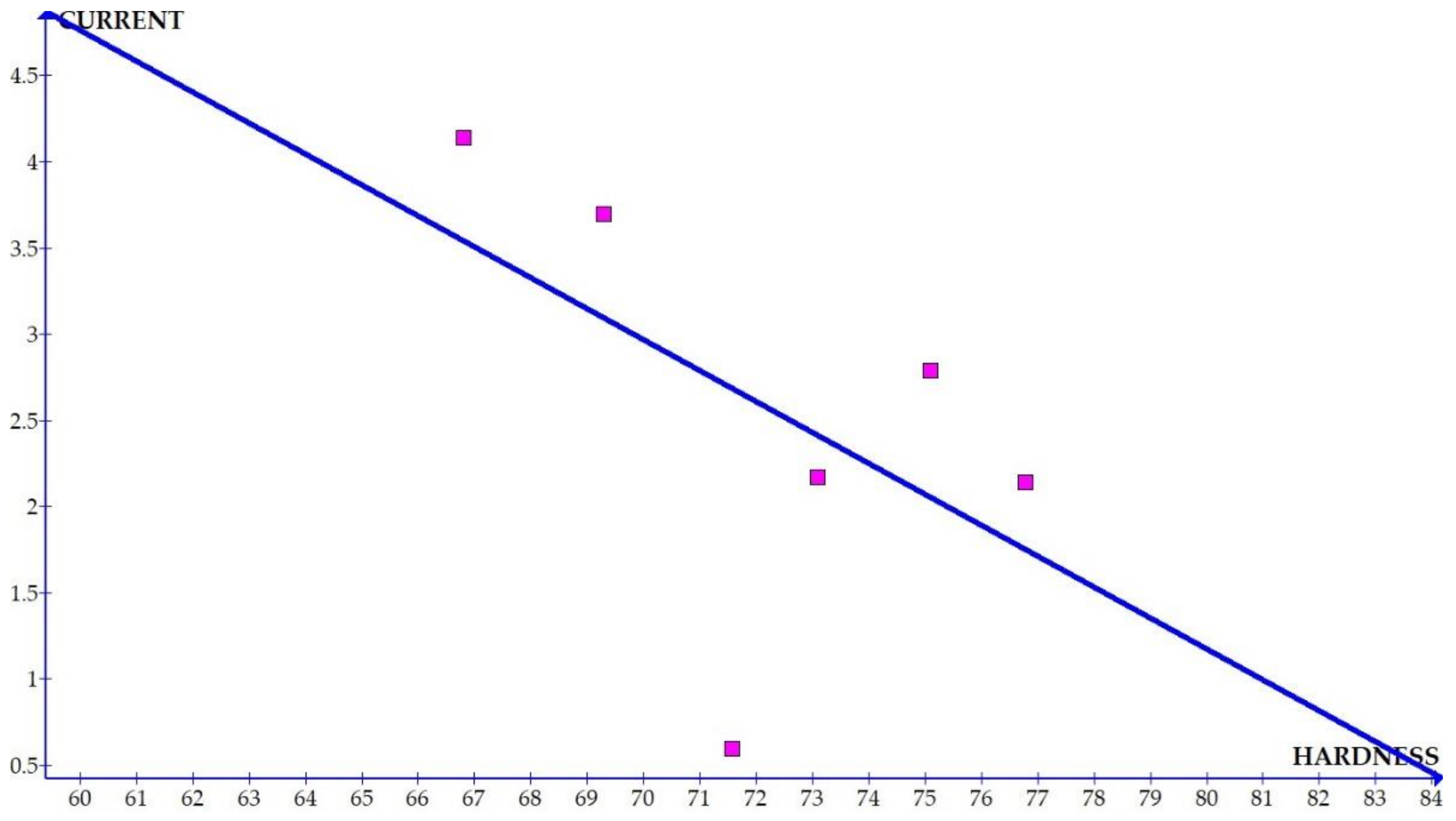
- The coefficients of each parameter which are considered are compiled and a graph is generated with the parameter on the Y-axis and the hardness on the X-axis — this graph is also checked for its precision levels and the best matching plots are taken for further studies;
- This pattern was used for creating the equations for the coefficients of different parameters under consideration based on the hardness of the material and these values were used to predict the output parameters;
- The functional equation is validated by carrying out experiments for a selected combination of the Al 6351–SiC–B4C composite; and
- Based on the functional equations, for a new material combination of Al6351-based composites with different hardness, the surface roughness as well as kerf width can be predicted for the specified input parameters.
3. Results and Discussion
0.000562A × WFR
× Ton − 0.000208A × WFR
× WFR
+ 0.000833A × WFR
× WFR
− 0.000208A × WFR
4. Validation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Suresh Kumar, S.; Uthayakumar, M.; Thirumalai Kumaran, S.; Parameswaran, P.; Mohandas, E.; Kempulraj, G.; Ramesh Babu, B.S.; Natarajan, S.A. Parametric optimization of wire electrical discharge machining on aluminium-based composites through grey relational analysis. J. Manuf. Process. 2015, 20, 33–39. [Google Scholar] [CrossRef]
- Lal, S.; Kumar, S.; Khan, Z.A.; Siddiquee, A.N. Multi-response optimization of wire electrical discharge machining processparameters for Al7075/Al2O3/SiC hybrid composite using Taguchi-based grey relational analysis. J. Eng. Manuf. 2015, 229, 229–237. [Google Scholar] [CrossRef]
- Muniappan, A.; Thiagarajan, C.; Somasundram, S. Parametric Optimization of kerf width and surface roughness in wire electrical discharge machining (WEDM) of hybrid aluminium (Al6061/SIC/Graphite) composite using Taguchi-based grey relational snalysis. Int. J. Mech. Mechatron. Eng. 2017, 17, 95–103. [Google Scholar]
- Karabulut, Ş.; Gökmen, U.; Karakoç, H.; Kalkan, Ö.K.; Çıtak, R. Experimental investigation of B4C particulate reinforced aluminium 6061 based composite material in wire-cut EDM. Met. Adv. Technol. 2016, 37, 1239–1251. [Google Scholar]
- Ramesh, R.; Natarajan, N.; Krishnaraj, V. Experimental investigation of Al6061SiCp-B4Cp hybrid MMCs in wire electric discharge machining. Indian J. Eng. Mater. Sci. 2014, 21, 409–417. [Google Scholar]
- Das, S.; Chandrasekaran, M.; Samanta, S. Investigations on wire electric discharge machining of hybrid nanometal matrix composites (AA6061/SiC/B4C) for industry need based multi-response optimization. Eng. Res. Express 2019, 1, 025033. [Google Scholar] [CrossRef]
- Ekici, E.; Motorcu, A.R.; Kus¸, A. Evaluation of surface roughness and material removal rate in the wire electrical discharge machining of Al/B4Ccomposites via the Taguchi method. J. Compos. Mater. 2016, 50, 2575–2586. [Google Scholar] [CrossRef]
- Ma, J.; Ming, W.; Du, J.; Huang, H.; He, W.; Cao, Y.; Li, X. Integrated optimization model in wire electric discharge machining using Gaussian process regression and wolf pack algorithm approach while machining SiCp/Al composite. Adv. Mech. Eng. 2018, 10, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Garg, S.K.; Manna, A.; Jain, A. Experimental investigation of spark gap and material removal rate of Al/ZrO2(P)-MMC machined with wire EDM. J. Braz. Soc. Mech. Sci. Eng. 2016, 38, 481–491. [Google Scholar] [CrossRef]
- Shandilya, P.; Jain, P.K.; Jain, N.K. Modelling and process optimization for wire electric discharge machining of metal matrix composites. Int. J. Mach. Mach. Mater. 2016, 18, 377–391. [Google Scholar]
- Saravanan, S.; Senthilkumar, P.; Ravichandran, M.; Shivasankaran, N. Wire electrical discharge machining of AA6063-TiC particle reinforced metal matrix composites using Taguchi method. Mater. Res. Express 2018, 5, 106518. [Google Scholar] [CrossRef]
- Kumar, S.S.; Uthayakumar, M.; Kumaran, S.T.; Varol, T.; Canakci, A. Investigating the surface integrity of aluminium based composites machined by EDM. Def. Technol. 2019, 15, 338–343. [Google Scholar] [CrossRef]
- Kumar, S.S.; Uthayakumar, M.; Kumaran, S.T.; Parameswaran, P. Electrical discharge machining of Al(6351)–SiC–B4C hybrid Composite. Mater. Manuf. Process. 2014, 29, 1395–1400. [Google Scholar] [CrossRef]
- Selva Babu, B.; Sathiyaraj, S.; Krishnan, A.; Ramesh, P.; Afridi, B.A.; Kristo Varghese, K. Investigation of machining characteristics of aluminium 6061 by wire cut EDM process. Mater. Today Proc. 2021, 45, 6247–6252. [Google Scholar] [CrossRef]
- Chaitanya Reddy, M.; Venkata Rao, K.; Suresh, G. An experimental investigation and optimization of energy consumption and surface defects in wire cut electric discharge machining. J. Alloys Compd. 2021, 861, 158582. [Google Scholar] [CrossRef]
- Modrak, V.; Pandian, R.S.; Kumar, S.S. Parametric Study of Wire-EDM Process in Al-Mg-MoS2 Composite Using NSGA-II and MOPSO Algorithms. Processes 2021, 9, 469. [Google Scholar] [CrossRef]
- Reddy, P.V.; Kousik, S.S.; Thimmarayappa, M.; Ramaiah, P.V. Effect of wire electrical discharge machining process parameters of Al-6082 hybrid nano metal matrix composites. Mater. Today Proc. 2021, 43, 551–556. [Google Scholar]
- Palanisamy, D.; Manikandan, N.; Ramesh, R.; Binoj, J.S.; Arulkirubakaran, D. Development of Grey-ANFIS Model for wire electrical discharge machining of Al-GNP composites. Mater. Today Proc. 2021, 39, 301–310. [Google Scholar] [CrossRef]
- Sreeraj, P.; Thirumalai Kumaran, S.; Sureshkumar, S.; Uthayakumar, M.; Pethuraj, M. Measurement of microchannels produced in AA6351/Rutile composite by wire-EDM. Surf. Rev. Lett. 2021, 28, 2050034. [Google Scholar] [CrossRef]
- Mandal, K.; Sarkar, S.; Mitra, S.; Bose, D. Analysis of Wire-EDM Input Parameters on Kerf Width and Surface Integrity for Al 6061 Alloy. In Innovation in Materials Science and Engineering; Chattopadhyay, J., Singh, R., Prakash, O., Eds.; Springer: Singapore, 2018; pp. 35–41. [Google Scholar]
- Karmakar, R.; Maji, P. Research advancements in machining of metal matrix composites through wire electro discharge machining technique. Mater. Today Proc. 2020, 44, 4457–4461. [Google Scholar] [CrossRef]
- Muniappan, A.; Thiagarajan, C.; Somasundaram, S. Optimization of kerf width obtained in WEDM of aluminum hybrid composite using Taguchi method. ARPN J. Eng. Appl. Sci. 2017, 12, 382–388. [Google Scholar]
- Balasubramanian, I.; Maheswaraan, R.; Ranganath, M.S.; Ganesh, V. A study on surface roughness and cutting width for circular contour machining of stir cast AA6063/SiC composites in WEDM. J. Adv. Chem. 2017, 13, 6524–6530. [Google Scholar] [CrossRef]
- Panner Selvam, M.; Ranjith Kumar, P. Optimization kerf width and surface roughness in wire-cut electrical discharge machining using brass wire. Mech. Mech. Eng. 2017, 21, 37–55. [Google Scholar]
- Modi, M.; Agarwal, G.; Chaugaonkar, S.D.; Bhatia, U.; Patil, V. Effect of machine feed rate on kerf-width, material removal rate and surface roughness in machining of Al/SiC composite material with wire electrical discharge machine. J. Mech. Eng. 2020, 70, 81–88. [Google Scholar] [CrossRef]
- Amruth, B.D.S.; Gurupavan, H.R. Experimental investigation of machining performances of Al6061-SiC metal matrix composite through wire EDM. Int. Res. J. Eng. Technol. 2020, 7, 1335–1340. [Google Scholar]
- Ishfaq, K.; Anwar, S.; Ali, M.A.; Raza, M.H.; Farooq, M.U.; Ahmad, S.; Salah, B. Optimization of WEDM for precise machining of novel developed Al6061-7.5% SiC squeeze-casted composite. Int. J. Adv. Manuf. Technol. 2020, 111, 2031–2049. [Google Scholar] [CrossRef]
- Ishfaq, K.; Umar Farooq, M.; Anwar, S.; Asad Ali, M.; Ahmad, S.; El-Sherbeeny, A.M. A comprehensive investigation of geometrical accuracy errors during WEDM of Al6061-7.5% SiC composite. Mater. and Manuf. Process. 2021, 36, 362–372. [Google Scholar] [CrossRef]
- Duarte Marafona, J.; Araujo, A. Influence of workpiece hardness on EDM performance. Int. J. Mach. Tools Manuf. 2009, 49, 744–748. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 0.007797 | 99.91% | 0.001300 | 383.48 |
| A | 1 | 0.000181 | 2.33% | 0.000181 | 53.56 |
| Ton | 1 | 0.007420 | 95.08% | 0.007420 | 2189.56 |
| WFR | 1 | 0.000047 | 0.60% | 0.000047 | 13.79 |
| A × A | 1 | 0.000016 | 0.21% | 0.000016 | 4.74 |
| A × Ton | 1 | 0.000072 | 0.93% | 0.000072 | 21.32 |
| A × WFR | 1 | 0.000061 | 0.78% | 0.000061 | 17.93 |
| Error | 2 | 0.000007 | 0.09% | 0.000003 | - |
| Total | 8 | 0.007804 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 2.87767 | 95.20% | 0.47961 | 6.62 |
| A | 1 | 0.11788 | 3.90% | 0.11788 | 1.63 |
| Ton | 1 | 2.55845 | 84.64% | 2.55845 | 35.29 |
| WFR | 1 | 0.17602 | 5.82% | 0.17602 | 2.43 |
| A × A | 1 | 0.02115 | 0.70% | 0.02115 | 0.29 |
| A × Ton | 1 | 0.00416 | 0.14% | 0.00416 | 0.06 |
| A × WFR | 1 | 0.00000 | 0.00% | 0.00000 | 0.00 |
| Error | 2 | 0.14498 | 4.80% | 0.07249 | - |
| Total | 8 | 3.02265 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 0.113967 | 99.97% | 0.018994 | 1139.67 |
| A | 1 | 0.112067 | 98.30% | 0.112067 | 6724.00 |
| Ton | 1 | 0.000267 | 0.23% | 0.000267 | 16.00 |
| WFR | 1 | 0.000800 | 0.70% | 0.000800 | 48.00 |
| A × A | 1 | 0.000800 | 0.70% | 0.000800 | 48.00 |
| A × Ton | 1 | 0.000025 | 0.02% | 0.000025 | 1.50 |
| A × WFR | 1 | 0.000008 | 0.01% | 0.000008 | 0.50 |
| Error | 2 | 0.000033 | 0.03% | 0.000017 | - |
| Total | 8 | 0.114000 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 63.6102 | 99.21% | 10.6017 | 41.70 |
| A | 1 | 0.2200 | 0.34% | 0.2200 | 0.87 |
| Ton | 1 | 1.4357 | 2.24% | 1.4357 | 5.65 |
| WFR | 1 | 52.2617 | 81.51% | 52.2617 | 205.58 |
| A × A | 1 | 0.1623 | 0.25% | 0.1623 | 0.64 |
| A × Ton | 1 | 3.7384 | 5.83% | 3.7384 | 14.71 |
| A × WFR | 1 | 5.7921 | 9.03% | 5.7921 | 22.78 |
| Error | 2 | 0.5084 | 0.79% | 0.2542 | - |
| Total | 8 | 64.1187 | - | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 0.010162 | 97.19% | 0.001694 | 11.51 |
| A | 1 | 0.000043 | 0.41% | 0.000043 | 0.29 |
| Ton | 1 | 0.009761 | 93.35% | 0.009761 | 66.32 |
| WFR | 1 | 0.000200 | 1.91% | 0.000200 | 1.36 |
| A × A | 1 | 0.000072 | 0.69% | 0.000072 | 0.49 |
| A × Ton | 1 | 0.000072 | 0.69% | 0.000072 | 0.49 |
| A × WFR | 1 | 0.000014 | 0.13% | 0.000014 | 0.10 |
| Error | 2 | 0.000294 | 2.81% | 0.000147 | - |
| Total | 8 | 0.010456 | 100% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 2.54846 | 88.59% | 0.42474 | 2.59 |
| A | 1 | 0.01520 | 0.53% | 0.01520 | 0.09 |
| Ton | 1 | 2.28043 | 79.27% | 2.28043 | 13.89 |
| WFR | 1 | 0.10260 | 3.57% | 0.10260 | 0.63 |
| A × A | 1 | 0.10672 | 3.71% | 0.10672 | 0.65 |
| A × Ton | 1 | 0.01177 | 0.41% | 0.01177 | 0.07 |
| A × WFR | 1 | 0.03172 | 1.10% | 0.03172 | 0.19 |
| Error | 2 | 0.32833 | 11.41% | 0.16416 | - |
| Total | 8 | 2.87678 | 100% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 0.132044 | 99.76% | 0.022007 | 141.48 |
| A | 1 | 0.123267 | 93.13% | 0.123267 | 792.43 |
| Ton | 1 | 0.006017 | 4.55% | 0.006017 | 38.68 |
| WFR | 1 | 0.000006 | 0.00% | 0.000006 | 0.04 |
| A × A | 1 | 0.002222 | 1.68% | 0.002222 | 14.29 |
| A × Ton | 1 | 0.000400 | 0.30% | 0.000400 | 2.57 |
| A × WFR | 1 | 0.000133 | 0.10% | 0.000133 | 0.86 |
| Error | 2 | 0.000311 | 0.24% | 0.000156 | - |
| Total | 8 | 0.132356 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 42.6097 | 98.77% | 7.1016 | 26.77 |
| A | 1 | 0.5953 | 1.38% | 0.5953 | 2.24 |
| Ton | 1 | 2.7608 | 6.40% | 2.7608 | 10.41 |
| WFR | 1 | 36.4943 | 84.59% | 36.4943 | 137.57 |
| A × A | 1 | 0.7240 | 1.68% | 0.7240 | 2.73 |
| A × Ton | 1 | 0.3025 | 0.70% | 0.3025 | 1.14 |
| A × WFR | 1 | 1.7328 | 4.02% | 1.7328 | 6.53 |
| Error | 2 | 0.5305 | 1.23% | 0.2653 | - |
| Total | 8 | 43.1403 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 0.132478 | 99.99% | 0.022080 | 3974.33 |
| A | 1 | 0.129067 | 97.42% | 0.129067 | 23,232.00 |
| Ton | 1 | 0.002017 | 1.52% | 0.002017 | 363.00 |
| WFR | 1 | 0.000272 | 0.21% | 0.000272 | 49.00 |
| A × A | 1 | 0.001089 | 0.82% | 0.001089 | 196.00 |
| A × Ton | 1 | 0.000025 | 0.02% | 0.000025 | 4.50 |
| A × WFR | 1 | 0.000008 | 0.01% | 0.000008 | 1.50 |
| Error | 2 | 0.000011 | 0.01% | 0.000006 | - |
| Total | 8 | 0.132489 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 6 | 86.7177 | 99.04% | 14.4529 | 34.38 |
| A | 1 | 0.6273 | 0.72% | 0.6273 | 1.49 |
| Ton | 1 | 0.6734 | 0.77% | 0.6734 | 1.60 |
| WFR | 1 | 77.0040 | 87.95% | 77.0040 | 183.19 |
| A × A | 1 | 0.4418 | 0.50% | 0.4418 | 1.05 |
| A × Ton | 1 | 0.7482 | 0.85% | 0.7482 | 1.78 |
| A × WFR | 1 | 7.2230 | 8.25% | 7.2230 | 17.18 |
| Error | 2 | 0.8407 | 0.96% | 0.4204 | - |
| Total | 8 | 87.5584 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 4 | 0.006148 | 99.45% | 0.001537 | 181.71 |
| A | 1 | 0.000024 | 0.39% | 0.000024 | 2.84 |
| Ton | 1 | 0.006080 | 98.36% | 0.006080 | 718.84 |
| A × A | 1 | 0.000044 | 0.70% | 0.000044 | 5.15 |
| A × Ton | 1 | 0.000000 | 0.00% | 0.000000 | 0.00 |
| Error | 4 | 0.000034 | 0.55% | 0.000008 | - |
| Total | 8 | 0.006182 | 100.00% | - | - |
| Source | DF | SS | Contribution | MS | F-Value |
|---|---|---|---|---|---|
| Regression | 4 | 3.50599 | 70.91% | 0.87650 | 2.44 |
| A | 1 | 0.16170 | 3.27% | 0.16170 | 0.45 |
| Ton | 1 | 0.92591 | 18.73% | 0.92591 | 2.57 |
| A × A | 1 | 2.41340 | 48.81% | 2.41340 | 6.71 |
| A × Ton | 1 | 0.00497 | 0.10% | 0.00497 | 0.01 |
| Error | 4 | 1.43852 | 29.09% | 0.35963 | - |
| Total | 8 | 4.94451 | 100.00% | - | - |
| Composites | Yield Strength (N/mm2) | Tensile Strength (N/mm2) | Density (kg/m3) | Hardness (HB) |
|---|---|---|---|---|
| Al–5 wt.% SiC Al–5 wt.% SiC–3 wt.% B4C Al–5 wt.% SiC–5 wt.% B4C Al–5 wt.% SiC–6 wt.% B4C Al–5 wt.% SiC–8 wt.% B4C Al–5 wt.% SiC–10 wt.% B4C | 81.37 84.54 98.75 100.27 105.41 107.43 | 105.62 109.12 120.32 124.36 129.12 132.48 | 2725 2720 2715 2712 2707 2705 | 66.81 69.3 71.58 73.1 75.1 76.78 |
| Parameters | Values |
|---|---|
| Current [A] | 12, 16, and 20 |
| Pulse-on-time [µm] | 100, 110, and 120 |
| Wire feed rate [m/min] | 6, 8, and 10 |
| A | Ton | WFR | Kerf width (mm) | Surface roughness (Ra) (µm) | ||||
|---|---|---|---|---|---|---|---|---|
| Calculated | Experimental | % Variation | Calculated | Experimental | % Variation | |||
| 12 | 100 | 6 | 0.43158 | 0.38 | −13.57 | 12.2021 | 11.1000 | −9.929 |
| 12 | 110 | 10 | 0.44035 | 0.4 | −10.09 | 18.5572 | 15.3500 | −20.894 |
| 12 | 120 | 8 | 0.46564 | 0.46 | −1.23 | 17.1707 | 16.9500 | −1.302 |
| 16 | 100 | 6 | 0.48011 | 0.43 | −11.65 | 8.5390 | 7.6500 | −11.620 |
| 16 | 110 | 10 | 0.49858 | 0.46 | −8.39 | 15.3028 | 14.0200 | −9.150 |
| 16 | 120 | 8 | 0.52334 | 0.5 | −4.67 | 12.3727 | 10.6800 | −15.849 |
| 20 | 100 | 6 | 0.54915 | 0.51 | −7.68 | 4.0806 | 3.5500 | −14.946 |
| 20 | 110 | 10 | 0.57732 | 0.54 | −6.91 | 9.2531 | 8.9000 | −3.967 |
| 20 | 120 | 8 | 0.60156 | 0.55 | −9.37 | 4.7795 | 4.2000 | −13.797 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sree Ram, H.; Uthayakumar, M.; Suresh Kumar, S.; Thirumalai Kumaran, S.; Azzopardi, B.; Korniejenko, K. Prediction of Kerf Width and Surface Roughness of Al6351 Based Composite in Wire-Cut Electric Discharge Machining Using Mathematical Modelling. Materials 2022, 15, 1102. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15031102
Sree Ram H, Uthayakumar M, Suresh Kumar S, Thirumalai Kumaran S, Azzopardi B, Korniejenko K. Prediction of Kerf Width and Surface Roughness of Al6351 Based Composite in Wire-Cut Electric Discharge Machining Using Mathematical Modelling. Materials. 2022; 15(3):1102. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15031102
Chicago/Turabian StyleSree Ram, Hariharan, Marimuthu Uthayakumar, Shanmugam Suresh Kumar, Sundaresan Thirumalai Kumaran, Brian Azzopardi, and Kinga Korniejenko. 2022. "Prediction of Kerf Width and Surface Roughness of Al6351 Based Composite in Wire-Cut Electric Discharge Machining Using Mathematical Modelling" Materials 15, no. 3: 1102. https://0-doi-org.brum.beds.ac.uk/10.3390/ma15031102