
Pin-Shaped Surface Structures Generated by Laser Single Pulse Drilling for High-Strength Interfaces in Thermally Joined Polymer–Metal Hybrids
 , ,
, ,  , and
, and
Abstract
:1. Introduction
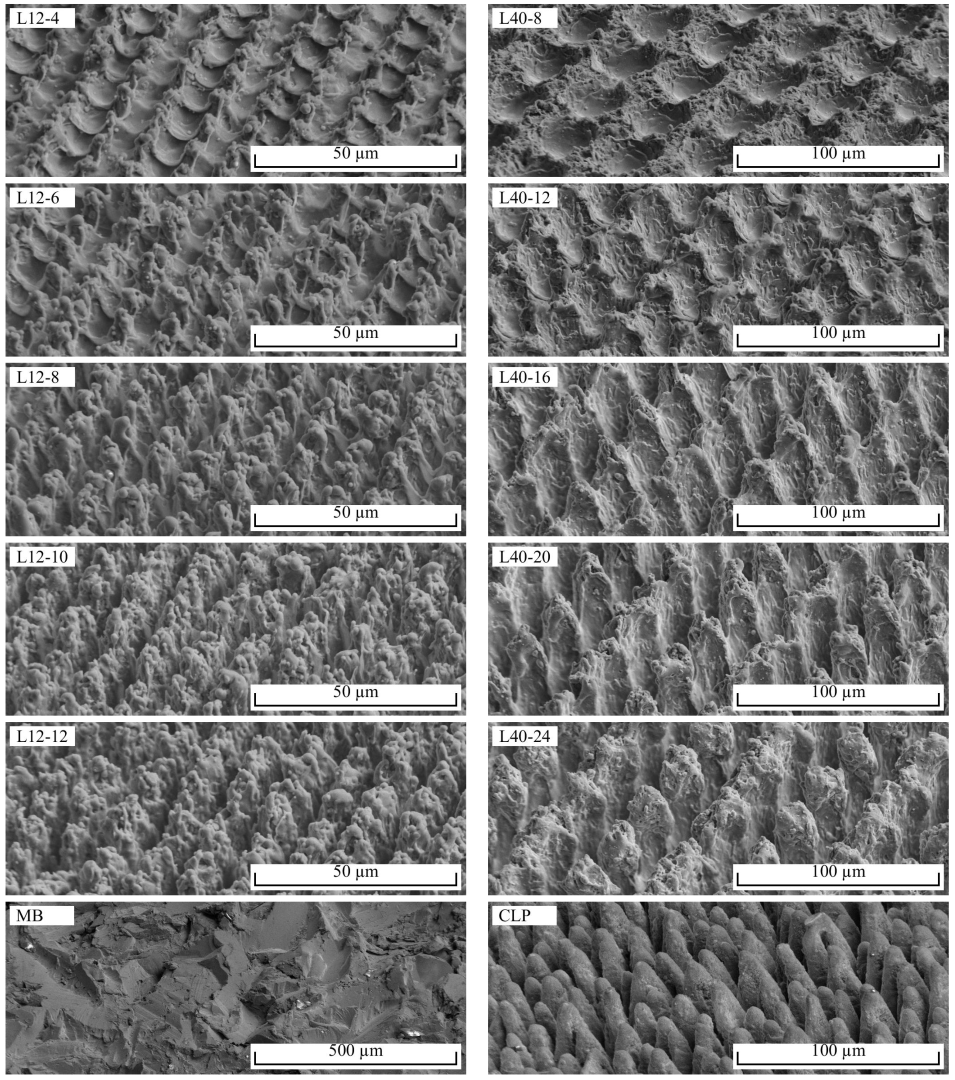
- Laser single pulse drilling with slightly overlapping ablations creates a surface structure formed from pin-shaped profile elements.
- The resulting surface structure shows a good wetting behaviour comparable to CLP structures.
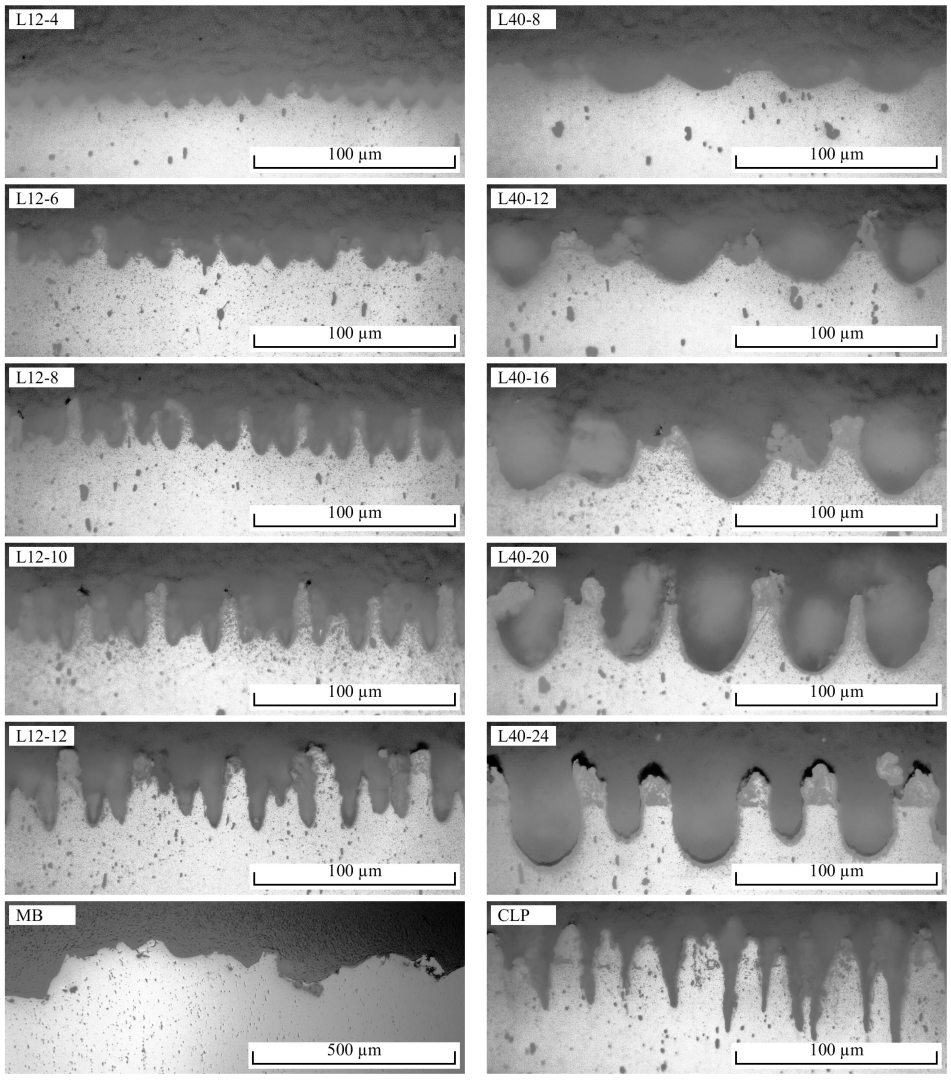
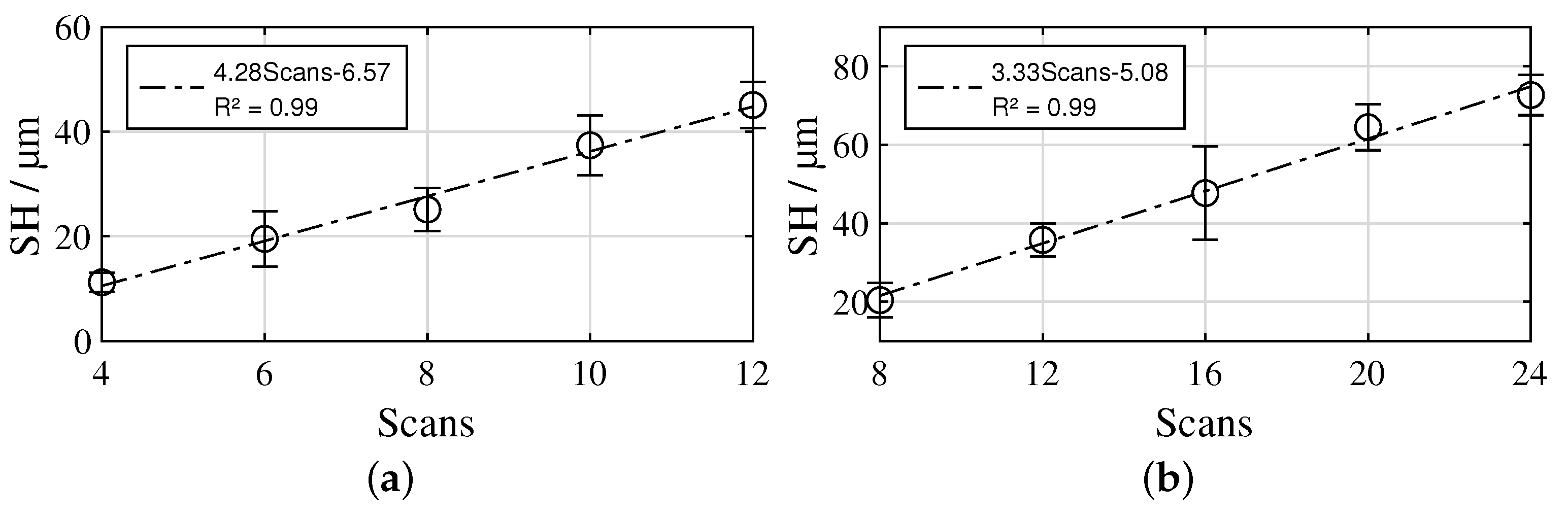
- The number of scans and the aspect ratio of the profile elements are proportional.
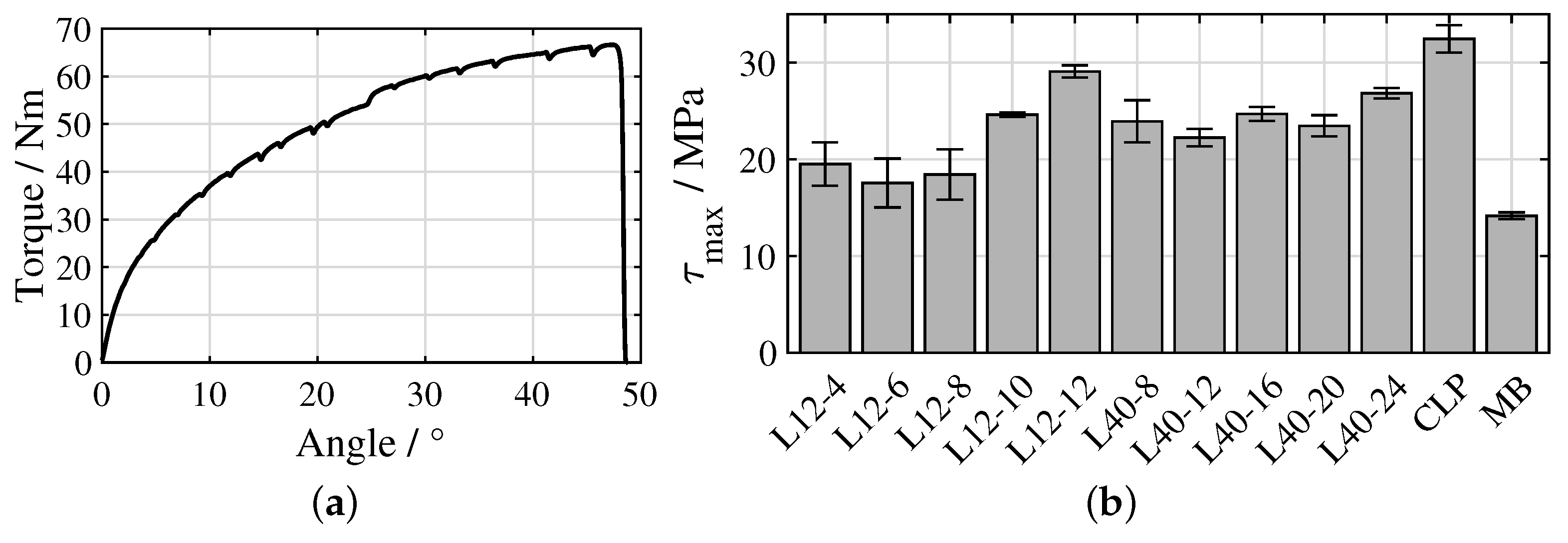
- The ratio of compound strength to processing rate and the aspect ratio of the profile elements are proportional.
2. Materials and Methods
2.1. Materials
2.2. Surface Structuring
2.3. Sample Production and Testing
2.4. Surface Characterization
3. Results
3.1. Surface Characteristics, Wetting Behaviour and Shear Strength
3.2. Fracture Analysis
4. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BSD | Back scattering detector |
| CLP | Cone-like protrusions |
| FML | Fibre metal laminate |
| PMH | Polymer–metal hybrids |
| PA6 | Polyamide 6 |
| SD | Standard deviation |
| SEM | Secondary electron microscopy |
References
- Springer Fachmedien Wiesbaden. Innovative Lightweight Design Concepts for Hoods. ATZextra Worldw. 2014, 19, 112–114. [Google Scholar] [CrossRef]
- Burchitz, I.; Boesenkool, R.; van der Zwaag, S.; Tassoul, M. Highlights of designing with Hylite—A new material concept. Mater. Des. 2005, 26, 271–279. [Google Scholar] [CrossRef]
- Vlot, A. Glare: History of the Development of a New Aircraft Material; Kluwer Academic Publishers: Dordrecht, The Netherlands, 2004. [Google Scholar] [CrossRef]
- Lindner, T.; Saborowski, E.; Scholze, M.; Zillmann, B.; Lampke, T. Thermal Spray Coatings as an Adhesion Promoter in Metal/FRP Joints. Metals 2018, 8, 769. [Google Scholar] [CrossRef] [Green Version]
- Saborowski, E.; Dittes, A.; Steinert, P.; Lindner, T.; Scharf, I.; Schubert, A.; Lampke, T. Effect of Metal Surface Topography on the Interlaminar Shear and Tensile Strength of Aluminum/Polyamide 6 Polymer-Metal-Hybrids. Materials 2019, 12, 2963. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saborowski, E.; Steinert, P.; Dittes, A.; Lindner, T.; Schubert, A.; Lampke, T. Introducing Fractal Dimension for Interlaminar Shear and Tensile Strength Assessment of Mechanically Interlocked Polymer–Metal Interfaces. Materials 2020, 13, 2171. [Google Scholar] [CrossRef]
- Schuberth, A.; Göring, M.; Lindner, T.; Töberling, G.; Puschmann, M.; Riedel, F.; Scharf, I.; Schreiter, K.; Spange, S.; Lampke, T. Effect of new adhesion promoter and mechanical interlocking on bonding strength in metal-polymer composites. IOP Conf. Ser. Mater. Sci. Eng. 2016, 118, 012041. [Google Scholar] [CrossRef]
- Steinert, P.; Dittes, A.; Schimmelpfennig, R.; Scharf, I.; Lampke, T.; Schubert, A. Design of high strength polymer metal interfaces by laser microstructured surfaces. IOP Conf. Ser. Mater. Sci. Eng. 2018, 373, 012015. [Google Scholar] [CrossRef]
- Amend, P.; Pfindel, S.; Schmidt, M. Thermal Joining of Thermoplastic Metal Hybrids by Means Of Mono- and Polychromatic Radiation. Phys. Procedia 2013, 41, 98–105. [Google Scholar] [CrossRef] [Green Version]
- Engelmann, C.; Eckstaedt, J.; Olowinsky, A.; Aden, M.; Mamuschkin, V. Experimental and Simulative Investigations of Laser Assisted Plastic-metal-joints Considering Different Load Directions. Phys. Procedia 2016, 83, 1118–1129. [Google Scholar] [CrossRef]
- Heckert, A.; Zaeh, M.F. Laser Surface Pre-treatment of Aluminium for Hybrid Joints with Glass Fibre Reinforced Thermoplastics. Phys. Procedia 2014, 56, 1171–1181. [Google Scholar] [CrossRef] [Green Version]
- Heckert, A.; Zaeh, M.F. Laser surface pre-treatment of aluminum for hybrid joints with glass fiber reinforced thermoplastics. J. Laser Appl. 2015, 27, S29005. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S. Experimental analysis of laser assisted joining of Al-Mg aluminium alloy with Polyetheretherketone (PEEK). Int. J. Adhes. Adhes. 2018, 84, 265–274. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S. Laser assisted joining of AA5053 aluminum alloy with polyvinyl chloride (PVC). Opt. Laser Technol. 2018, 107, 80–88. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Soriano, C.; Leunda, J.; Verhaeghe, G. Effect of metal micro-structuring on the mechanical behavior of polymer–metal laser T-joints. J. Mater. Process. Technol. 2016, 229, 668–677. [Google Scholar] [CrossRef] [Green Version]
- Schricker, K.; Samfaß, L.; Grätzel, M.; Ecke, G.; Bergmann, J.P. Bonding mechanisms in laser-assisted joining of metal-polymer composites. J. Adv. Join. Process. 2020, 1, 100008. [Google Scholar] [CrossRef]
- van der Straeten, K.; Burkhardt, I.; Olowinsky, A.; Gillner, A. Laser-induced Self-organizing Microstructures on Steel for Joining with Polymers. Phys. Procedia 2016, 83, 1137–1144. [Google Scholar] [CrossRef]
- Zhang, Z.; Shan, J.; Tan, X.; Zhang, J. Improvement of the laser joining of CFRP and aluminum via laser pre-treatment. Int. J. Adv. Manuf. Technol. 2017, 90, 3465–3472. [Google Scholar] [CrossRef]
- Lugauer, F.P.; Kandler, A.; Meyer, S.P.; Wunderling, C.; Zaeh, M.F. Induction-based joining of titanium with thermoplastics. Prod. Eng. 2019, 13, 409–424. [Google Scholar] [CrossRef] [Green Version]
- Mitschang, P.; Velthuis, R.; Emrich, S.; Kopnarski, M. Induction Heated Joining of Aluminum and Carbon Fiber Reinforced Nylon 66. J. Thermoplast. Compos. Mater. 2009, 22, 767–801. [Google Scholar] [CrossRef]
- Roesner, A.; Scheik, S.; Olowinsky, A.; Gillner, A.; Reisgen, U.; Schleser, M. Laser Assisted Joining of Plastic Metal Hybrids. Phys. Procedia 2011, 12, 370–377. [Google Scholar] [CrossRef]
- Saborowski, E.; Dittes, A.; Lindner, T.; Lampke, T. Nickel-Aluminum Thermal Spray Coatings as Adhesion Promoter and Susceptor for Inductively Joined Polymer-Metal Hybrids. Polymers 2021, 13, 1320. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Bueno, C.; dos Santos, J.F.; Huber, N.; Hage, E. On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Mater. Sci. Eng. A 2011, 528, 3841–3848. [Google Scholar] [CrossRef] [Green Version]
- Fuchs, A.N.; Wirth, F.X.; Rinck, P.; Zaeh, M.F. Laser-generated Macroscopic and Microscopic Surface Structures for the Joining of Aluminum and Thermoplastics using Friction Press Joining. Phys. Procedia 2014, 56, 801–810. [Google Scholar] [CrossRef] [Green Version]
- Lambiase, F.; Paoletti, A.; Grossi, V.; Di Ilio, A. Friction assisted joining of aluminum and PVC sheets. J. Manuf. Process. 2017, 29, 221–231. [Google Scholar] [CrossRef]
- Liu, F.C.; Liao, J.; Nakata, K. Joining of metal to plastic using friction lap welding. Mater. Des. 2014, 54, 236–244. [Google Scholar] [CrossRef]
- Okada, T.; Uchida, S.; Nakata, K. Direct Joining of Aluminum Alloy and Plastic Sheets by Friction Lap Processing. Mater. Sci. Forum 2014, 794–796, 395–400. [Google Scholar] [CrossRef]
- Holtkamp, J.; Roesner, A.; Gillner, A. Advances in hybrid laser joining. Int. J. Adv. Manuf. Technol. 2010, 47, 923–930. [Google Scholar] [CrossRef]
- Schulze, R.; Jahn, S.; Zeidler, H.; Lindner, T.; Schubert, A. (Eds.) Multi Material Ultrasonic Joining Using Microstructured Joining Partners. In Proceedings of the 16th International Conference of the European Society for Precision Engineering and Nanotechnology (Euspen), Nottingham, UK, 30 May–3 June 2016. [Google Scholar]
- Staab, F.; Liesegang, M.; Balle, F. Local shear strength distribution of ultrasonically welded hybrid Aluminium to CFRP joints. Compos. Struct. 2020, 248, 112481. [Google Scholar] [CrossRef]
- Wagner, G.; Balle, F.; Eifler, D. Ultrasonic Welding of Aluminum Alloys to Fiber Reinforced Polymers. Adv. Eng. Mater. 2013, 15, 792–803. [Google Scholar] [CrossRef]
- Yeh, R.Y.; Hsu, R.Q. Development of ultrasonic direct joining of thermoplastic to laser structured metal. Int. J. Adhes. Adhes. 2016, 65, 28–32. [Google Scholar] [CrossRef]
- Arai, S.; Iwashita, R.; Shimizu, M.; Inoue, J.; Horita, M.; Nagaoka, T.; Itabashi, M. Fabrication of Roughened Electrodeposited Copper Coating on Steel for Dissimilar Joining of Steel and Thermoplastic Resin. Metals 2021, 11, 591. [Google Scholar] [CrossRef]
- Bonpain, B.; Stommel, M. Influence of surface roughness on the shear strength of direct injection molded plastic-aluminum hybrid-parts. Int. J. Adhes. Adhes. 2018, 82, 290–298. [Google Scholar] [CrossRef]
- Byskov-Nielsen, J.; Boll, J.V.; Holm, A.H.; Højsholt, R.; Balling, P. Ultra-high-strength micro-mechanical interlocking by injection molding into laser-structured surfaces. Int. J. Adhes. Adhes. 2010, 30, 485–488. [Google Scholar] [CrossRef]
- Gebauer, J.; Fischer, M.; Lasagni, A.F.; Kühnert, I.; Klotzbach, A. Laser structured surfaces for metal-plastic hybrid joined by injection molding. J. Laser Appl. 2018, 30, 032021. [Google Scholar] [CrossRef]
- Kleffel, T.; Drummer, D. Investigating the suitability of roughness parameters to assess the bond strength of polymer-metal hybrid structures with mechanical adhesion. Compos. Part B Eng. 2017, 117, 20–25. [Google Scholar] [CrossRef]
- Taki, K.; Nakamura, S.; Takayama, T.; Nemoto, A.; Ito, H. Direct joining of a laser-ablated metal surface and polymers by precise injection molding. Microsyst. Technol. 2016, 22, 31–38. [Google Scholar] [CrossRef]
- Bischof, C. ND-Plasmatechnik im Umfeld der Haftungsproblematik bei Metall-Polymer-Verbunden. Mater. Und Werkst. 1993, 24, 33–41. [Google Scholar] [CrossRef]
- Amend, P.; Häfner, T.; Gränitz, M.; Roth, S.; Schmidt, M. Effect of Ultrashort Pulse Laser Structuring of Stainless Steel on Laser-based Heat Conduction Joining of Polyamide Steel Hybrids. Phys. Procedia 2016, 83, 1130–1136. [Google Scholar] [CrossRef] [Green Version]
- Hirchenhahn, P.; Al Sayyad, A.; Bardon, J.; Felten, A.; Plapper, P.; Houssiau, L. Highlighting Chemical Bonding between Nylon-6.6 and the Native Oxide from an Aluminum Sheet Assembled by Laser Welding. ACS Appl. Polym. Mater. 2020, 2, 2517–2527. [Google Scholar] [CrossRef]
- Amend, P.; Mohr, C.; Roth, S. Experimental Investigations of Thermal Joining of Polyamide Aluminum Hybrids Using a Combination of Mono- and Polychromatic Radiation. Phys. Procedia 2014, 56, 824–834. [Google Scholar] [CrossRef] [Green Version]
- Kim, W.S.; Yun, I.H.; Lee, J.J.; Jung, H.T. Evaluation of mechanical interlock effect on adhesion strength of polymer–metal interfaces using micro-patterned surface topography. Int. J. Adhes. Adhes. 2010, 30, 408–417. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Sanz, C.; Lambarri, J.; Renard, J.; Gantchenko, V. Laser Joining of Different Polymer-metal Configurations: Analysis of Mechanical Performance and Failure Mechanisms. Phys. Procedia 2016, 83, 1110–1117. [Google Scholar] [CrossRef]
- Schricker, K.; Stambke, M.; Bergmann, J.P.; Bräutigam, K.; Henckell, P. Macroscopic Surface Structures for Polymer-metal Hybrid Joints Manufactured by Laser Based Thermal Joining. Phys. Procedia 2014, 56, 782–790. [Google Scholar] [CrossRef] [Green Version]
- Heckert, A.; Singer, C.; Zaeh, M.F.; Daub, R.; Zeilinger, T. Gas-tight Thermally Joined Metal-thermoplastic Connections by Pulsed Laser Surface Pre-treatment. Phys. Procedia 2016, 83, 1083–1093. [Google Scholar] [CrossRef] [Green Version]
- Bergmann, J.P.; Stambke, M. Potential of Laser-manufactured Polymer-metal hybrid Joints. Phys. Procedia 2012, 39, 84–91. [Google Scholar] [CrossRef] [Green Version]
- Haberstroh, E.; Sickert, M. Thermal Direct Joining of Hybrid Plastic Metal Components. KMUTNB Int. J. Appl. Sci. Technol. 2014, 7, 29–34. [Google Scholar] [CrossRef] [Green Version]
- Mrzljak, S.; Trautmann, M.; Wagner, G.; Walther, F. Influence of Aluminum Surface Treatment on Tensile and Fatigue Behavior of Thermoplastic-Based Hybrid Laminates. Materials 2020, 13, 3080. [Google Scholar] [CrossRef]
- Wunderling, C.; Meyer, S.P.; Zaeh, M.F. Thermisches Fügen von Metall-Kunststoff-Hybridverbindungen: Potenzialanalyse der Oberflächenvorbehandlung mittels Dauerstrich-Laserstrahlung. wt-online 2018, 108, 708–715. [Google Scholar] [CrossRef]
- Baburaj, E.G.; Starikov, D.; Evans, J.; Shafeev, G.A.; Bensaoula, A. Enhancement of adhesive joint strength by laser surface modification. Int. J. Adhes. Adhes. 2007, 27, 268–276. [Google Scholar] [CrossRef]
- Nayak, B.K.; Gupta, M.C. Self-organized micro/nano structures in metal surfaces by ultrafast laser irradiation. Opt. Lasers Eng. 2010, 48, 940–949. [Google Scholar] [CrossRef]
- Saborowski, E.; Scholze, M.; Lindner, T.; Lampke, T. A numerical and experimental comparison of test methods for the shear strength in hybrid metal/thermoplastic-compounds. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 012031. [Google Scholar] [CrossRef] [Green Version]
- Saborowski, E.; Kießling, R.; Dittes, A.; Paczkowski, G.; Ihlemann, J.; Lampke, T. Determination of the strength of polymer-metal interfaces under mixed mode loading using butt-bonded hollow cylinders. Int. J. Adhes. Adhes. 2019, 89, 30–39. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EN AW-6082 | PA6 | |
|---|---|---|
| Density/kg·m | 2700 | 1140 |
| Young’s modulus/MPa | 70,000 | 1800 |
| Yield strength/-stress/MPa | 240–320 | 60 |
| Ultimate strength/MPa | 300–350 | - |
| Elongation to failure/% | 8–14 | 200 |
| Melting temperature/°C | 660 | 223 |
| Thermal expansion coefficient/10·K | 23.4 | 70 |
| Wave Length | Pulse Duration | Repetition Rate | Max. Avg. Power | Beam Quality M | Beam Shape |
|---|---|---|---|---|---|
| 532 nm | 10 ns | 15–300 KHz | 13 W | <1.3 | gaussian |
| Structure | Pulse Frequency/kHz | Pulse Distance/m | Focus Change/mm | Scans | Processing Rate/cmmin |
|---|---|---|---|---|---|
| CLP | 100 | 2.0 | +1.0 | 5 | 0.05 |
| L12-4 | 200 | 12.5 | 0.0 | 4 | 4.69 |
| L12-6 | 200 | 12.5 | 0.0 | 6 | 3.13 |
| L12-8 | 200 | 12.5 | 0.0 | 8 | 2.34 |
| L12-10 | 200 | 12.5 | 0.0 | 10 | 1.88 |
| L12-12 | 200 | 12.5 | 0.0 | 12 | 1.56 |
| L40-8 | 25 | 40.0 | +0.5 | 8 | 3.00 |
| L40-12 | 25 | 40.0 | +0.5 | 12 | 2.00 |
| L40-16 | 25 | 40.0 | +0.5 | 16 | 1.50 |
| L40-20 | 25 | 40.0 | +0.5 | 20 | 1.20 |
| L40-24 | 25 | 40.0 | +0.5 | 24 | 1.00 |
| Structure | /m | /m | /m | /MPa |
|---|---|---|---|---|
| L12-4 | 1.93 ± 0.25 | 14.6 ± 1.8 | 11.2 ± 1.8 | 19.5 ± 2.3 |
| L12-6 | 2.71 ± 0.23 | 19.0 ± 1.5 | 19.5 ± 5.3 | 17.6 ± 2.5 |
| L12-8 | 2.78 ± 0.25 | 19.5 ± 1.4 | 25.1 ± 4.1 | 18.4 ± 2.6 |
| L12-10 | 4.25 ± 0.20 | 27.0 ± 1.9 | 37.4 ± 5.7 | 24.6 ± 0.2 |
| L12-12 | 3.63 ± 0.15 | 24.9 ± 1.6 | 45.1 ± 4.4 | 29.1 ± 0.6 |
| L40-8 | 4.49 ± 0.87 | 30.9 ± 3.4 | 20.4 ± 4.4 | 23.9 ± 2.2 |
| L40-12 | 6.40 ± 0.73 | 39.6 ± 4.8 | 35.8 ± 4.2 | 22.2 ± 0.9 |
| L40-16 | 7.20 ± 0.67 | 44.4 ± 4.8 | 47.7 ± 11.9 | 24.7 ± 0.7 |
| L40-20 | 7.58 ± 0.44 | 47.4 ± 3.1 | 64.5 ± 5.9 | 23.5 ± 1.1 |
| L40-24 | 7.01 ± 0.85 | 42.7 ± 6.4 | 72.6 ± 5.1 | 26.8 ± 0.5 |
| CLP | 5.59 ± 0.17 | 45.6 ± 1.2 | 70.9 ± 6.6 | 32.5 ± 1.4 |
| MB | 21.98 ± 2.43 | 130.8 ± 8.0 | 101.2 ± 24.4 | 14.2 ± 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saborowski, E.; Steinert, P.; Lindner, T.; Schubert, A.; Lampke, T. Pin-Shaped Surface Structures Generated by Laser Single Pulse Drilling for High-Strength Interfaces in Thermally Joined Polymer–Metal Hybrids. Materials 2023, 16, 687. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16020687
Saborowski E, Steinert P, Lindner T, Schubert A, Lampke T. Pin-Shaped Surface Structures Generated by Laser Single Pulse Drilling for High-Strength Interfaces in Thermally Joined Polymer–Metal Hybrids. Materials. 2023; 16(2):687. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16020687
Chicago/Turabian StyleSaborowski, Erik, Philipp Steinert, Thomas Lindner, Andreas Schubert, and Thomas Lampke. 2023. "Pin-Shaped Surface Structures Generated by Laser Single Pulse Drilling for High-Strength Interfaces in Thermally Joined Polymer–Metal Hybrids" Materials 16, no. 2: 687. https://0-doi-org.brum.beds.ac.uk/10.3390/ma16020687