
Evaluation of the Physical, Chemical and Environmental Properties of Ladle Furnace Slag for Their Utilization as Filler in Bituminous Mixtures

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methodology
2.2.1. Characterization of Ladle Furnace Slag
Chemical Characterization
Physical Characterization
Determination of Leachate
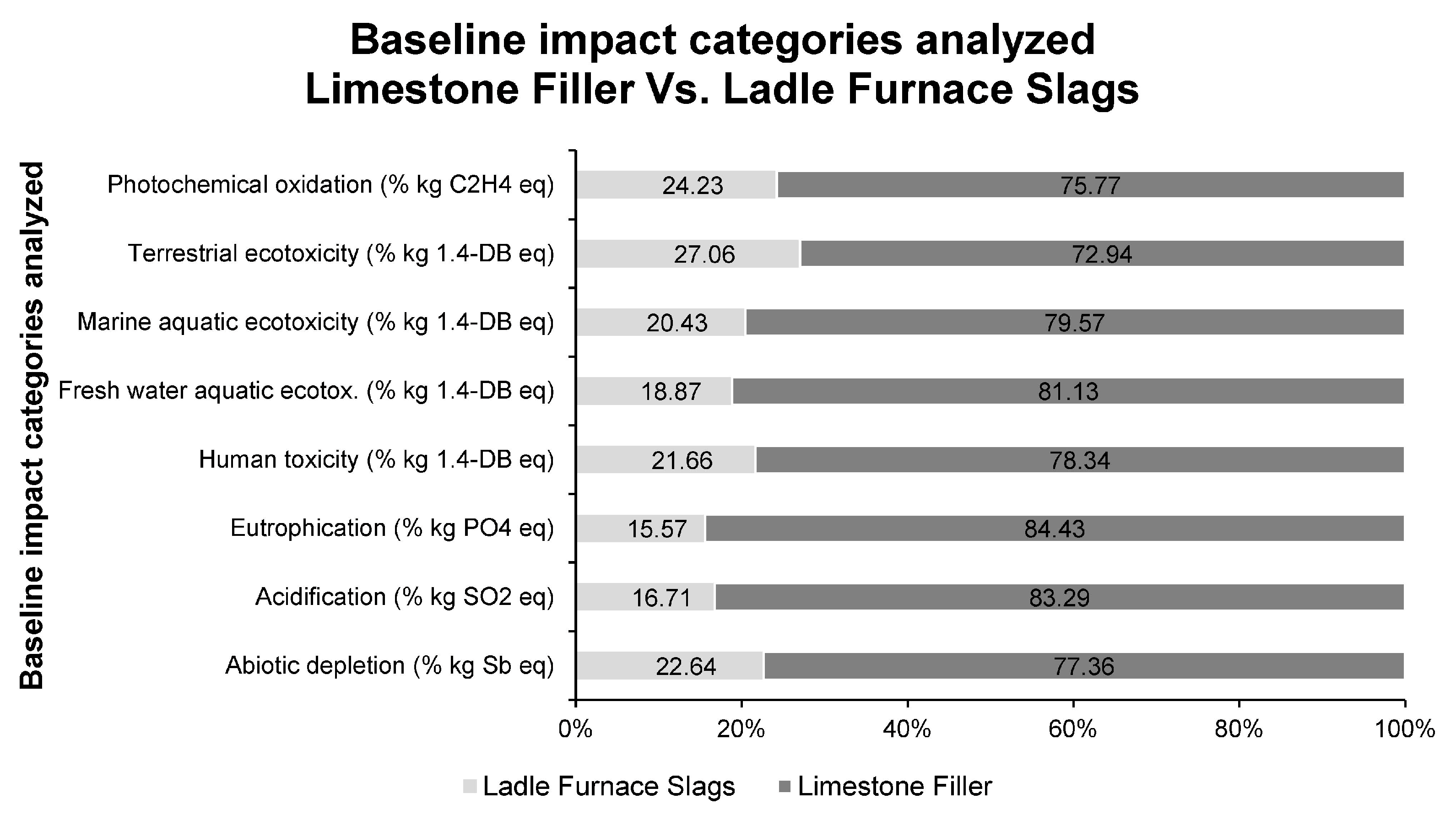
2.2.2. Life Cycle Assessment of Ladle Furnace Slag Compared to Commercial Fillers
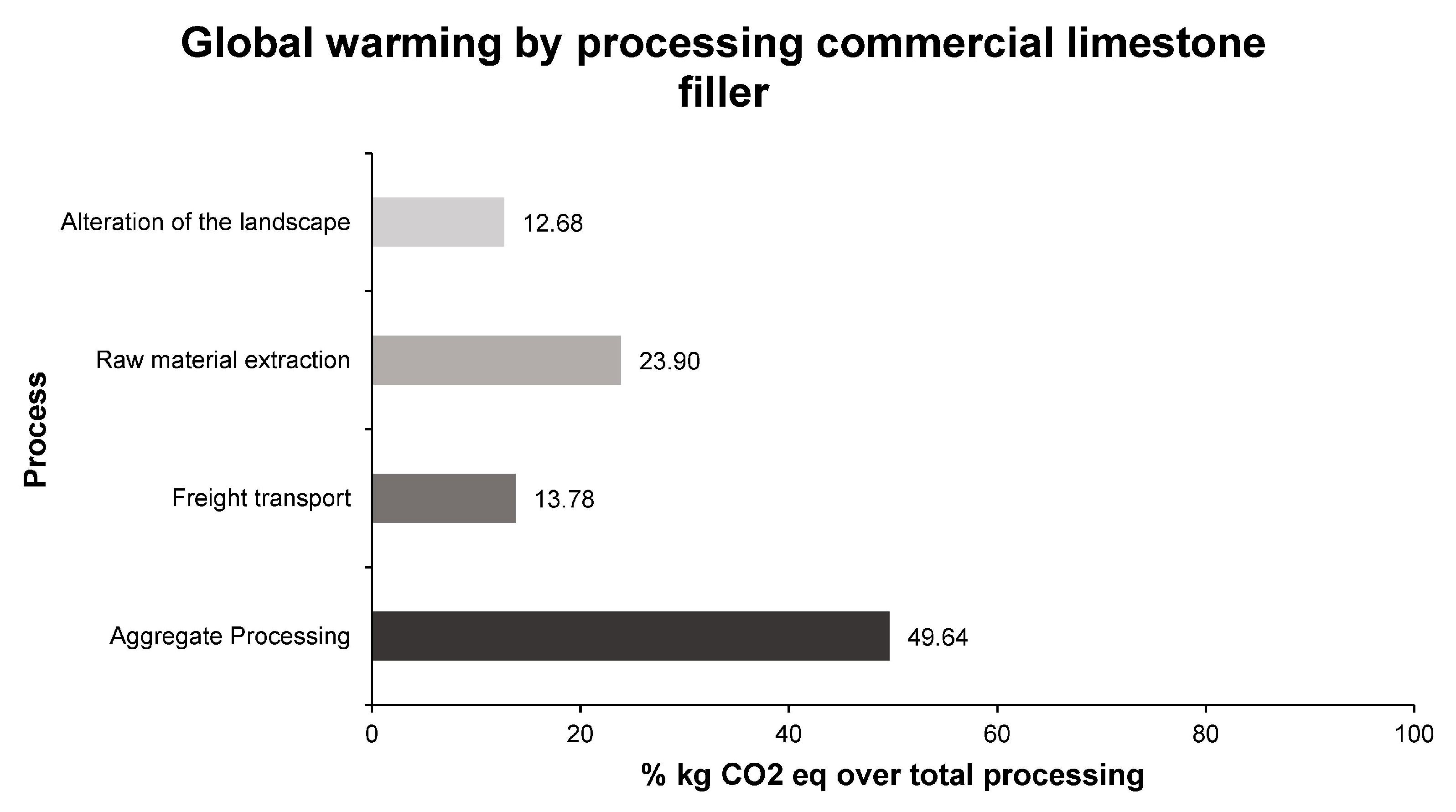
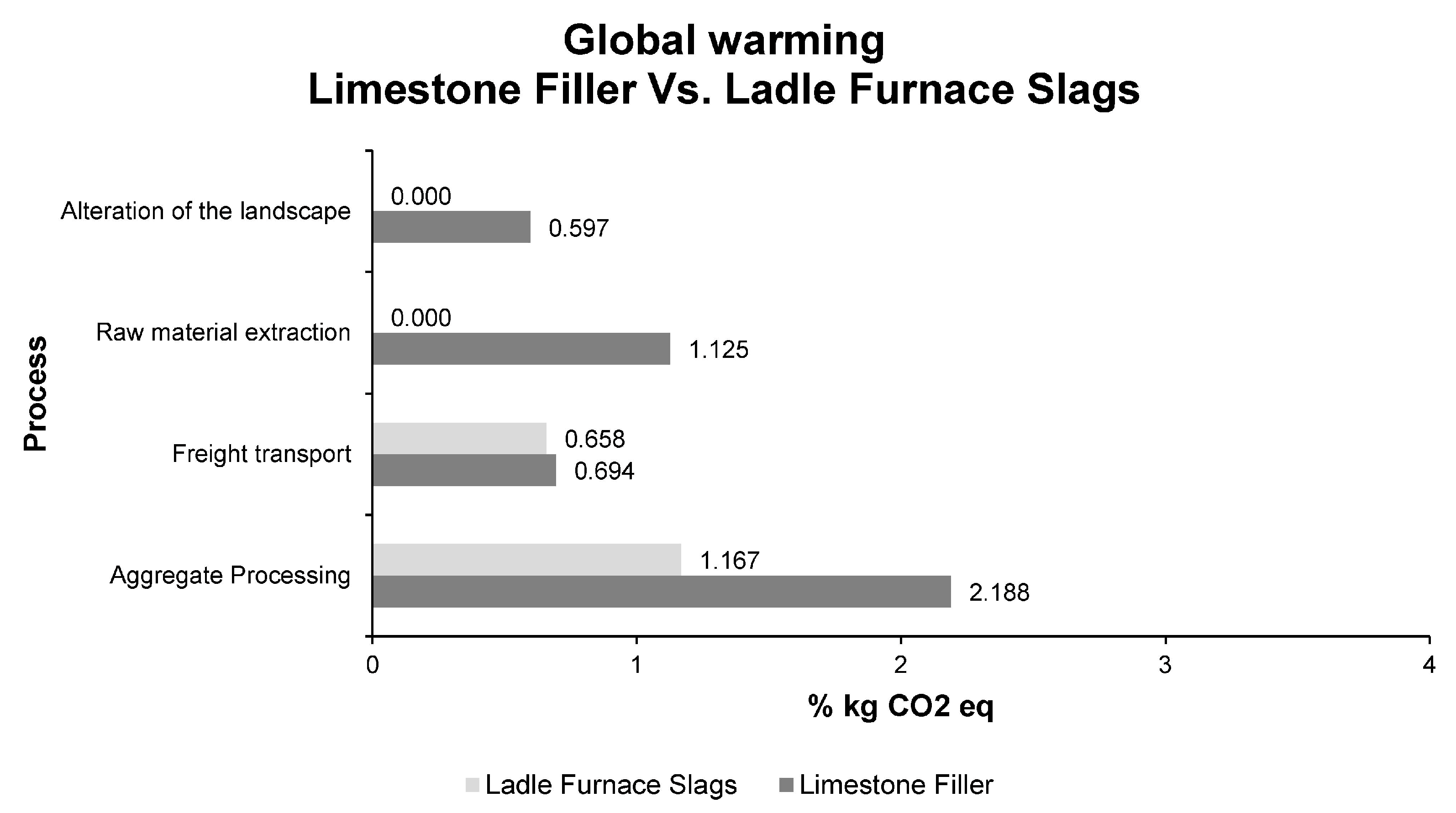
- Alteration of the landscape. Geology and hydrogeology. Obtaining raw materials for the production of filler for bituminous mixtures has a series of significant impacts that must be taken into account. The first of these is the alteration of the landscape. In this stage the limestone deposit, which can be provided by the filler is located and the landscape is altered by removing the vegetation cover with usual mining equipment. This alteration of the landscape conditions results in various environmental factors. These include noise, fauna, and flora, and in turn, influence underground water flows. Therefore, it is one of the fundamental stages which must be taken into account.
- Raw material extraction. Once the surface is prepared for the extraction of the material, different processes must be developed to extract the raw material. It is usual at this stage to use explosives for rock fragmentation and subsequent collection with mechanical equipment. These collection teams load the transport vehicles which will be taken into account in the subsequent stage. Therefore, explosives produce a number of environmental conditions such as seismic waves, air waves and even dust clouds. In addition, mechanical equipment used for drilling or loading usually consumes fossil fuels. Consequently, a series of emissions into the environment and a significant environmental impact are produced.
- Freight transport. The loading equipment of the previous stage provides the material to the vehicles for transport. This transport is usually carried out by fossil-fueled vehicles. In addition, these vehicles need a series of roads along which to move. Therefore, there are important environmental effects such as noise, dust and effects on flora and fauna.
- Aggregate processing. Once the material has been received from the quarry, there are plants for the treatment of aggregates and the obtainment of filler for bituminous mixtures. This type of plant has milling equipment arranged in series or in a parallel of enormous dimensions. At the same time, and in order to obtain aggregate circuits that produce a quality filler, there are different conveyor belts with high energy consumption. These types of belts take up considerable space and produce various negative environmental aspects, such as water consumption, noise, dust, etc.
- It is highly versatile and capable of quantifying different impacts appropriately.
- The data it uses are based on European and even global databases, so the extrapolation of results to different countries is immediate.
- Furthermore, several investigations have used this methodology and have been successful in calculating the environmental impact.
- Data from prestigious databases, Ecoinvent v.3.2 (Ecoinvent, Zurich, Switzerland).
- Empirical data measured directly from the different stages.
3. Results
3.1. Characterisation of Ladle Furnace Slag (LFS)
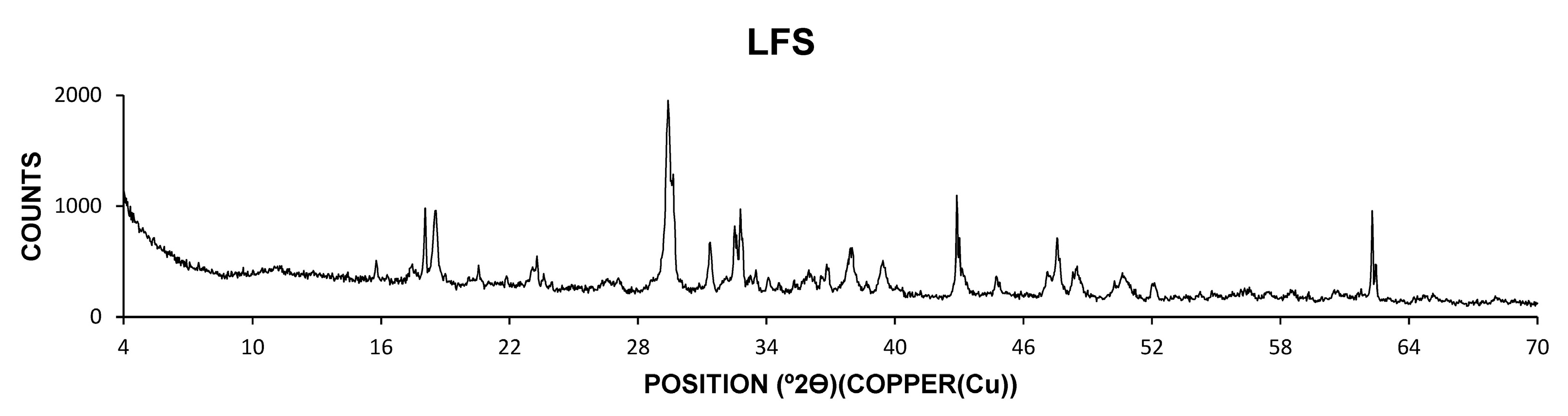
3.1.1. Chemical Characterization
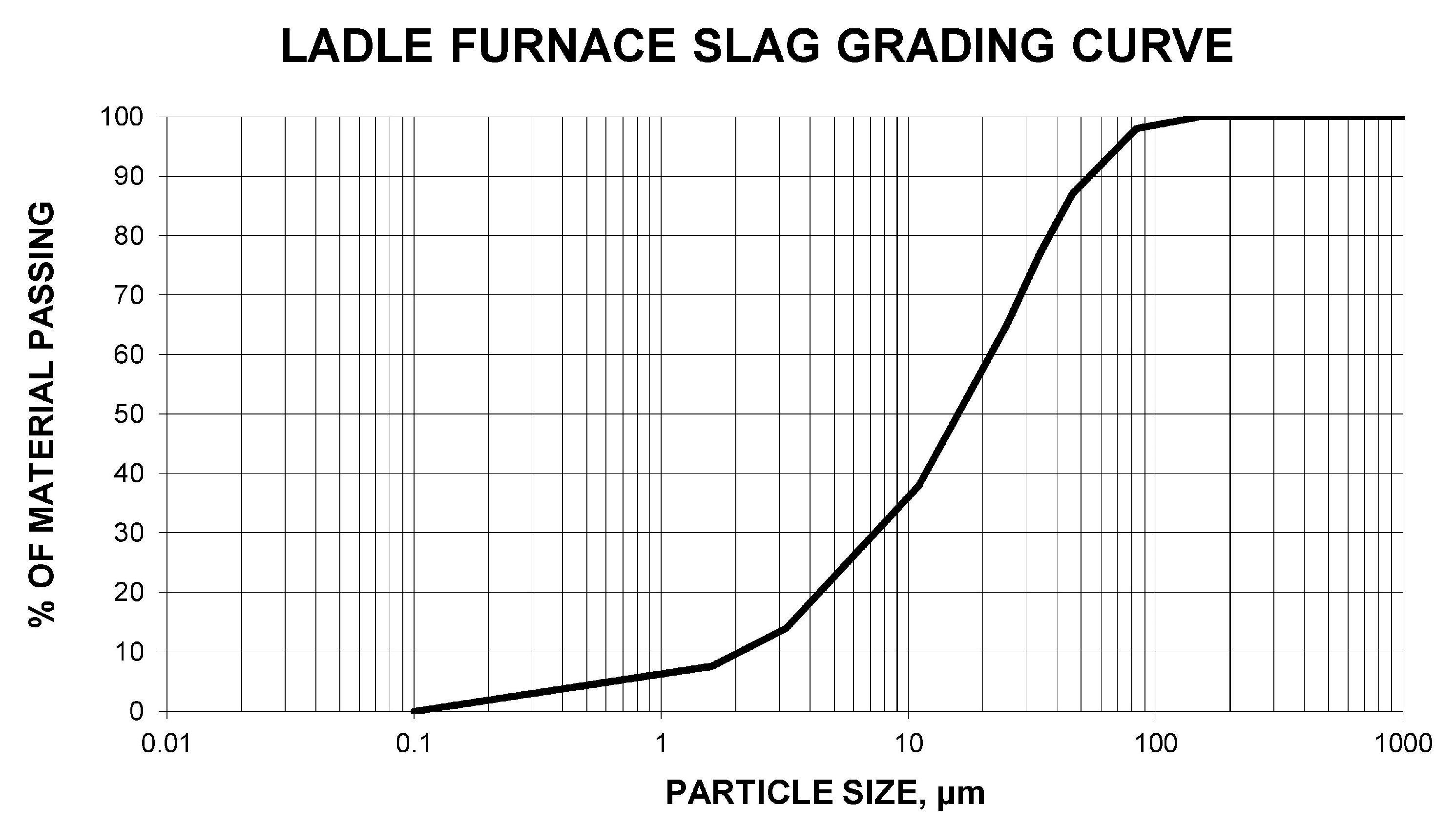
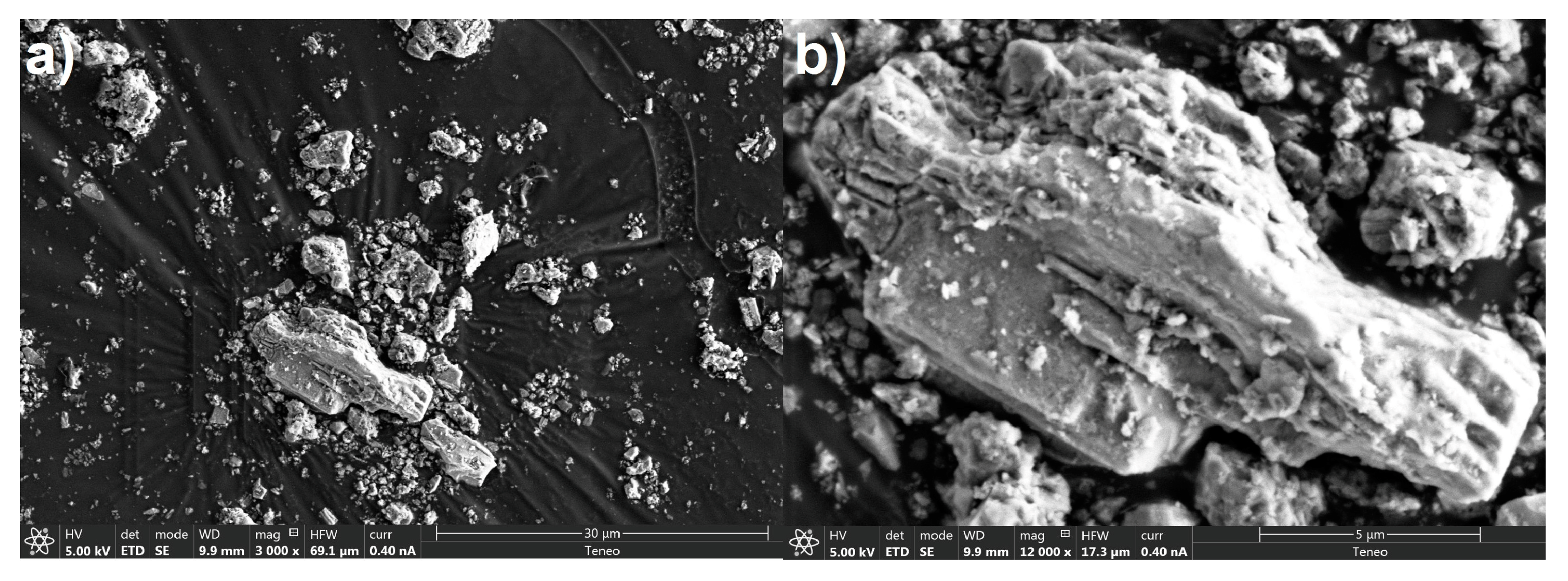
3.1.2. Physical Characterization
3.1.3. Determination of Leachate
3.2. Life Cycle Assessment of Ladle Furnace Slag Compared to Commercial Fillers
4. Conclusions
- The chemical composition of ladle furnace slag reflects that it is an inorganic material, with low percentages of sulfur and nitrogen. In addition, the main elements are calcium, silicon, aluminum and iron, forming phases such as calcite, olivine, periclase and brucite. In smaller proportions, portlandite and magnesium silicates are found.
- Ladle furnace slag has a small particle size, with particles smaller than 0.063 mm accounting for the largest percentage in the sample.
- The particle density of ladle furnace slag does not differ from that of a commercial filler. Furthermore, the bulk density reflects a material suitable for use as a filler, not being excessively pulverulent. The null plasticity of the slag should be highlighted, thus avoiding subsequent problems of expansiveness.
- The heavy metal leachates in the ladle furnace slag have concentrations lower than those limited by environmental regulations.
- A life cycle assessment has shown that processing ladle furnace slag in comparison with processing an calcareous rock to obtain filler reduces emissions of kilograms of CO2 equivalent by 60%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, J.; Hildingsson, R.; Garting, L. Sustainable Welfare in Swedish Cities: Challenges of Eco-Social Integration in Urban Sustainability Governance. Sustainability 2020, 12, 383. [Google Scholar] [CrossRef] [Green Version]
- Naqi, A.; Jang, J. Recent Progress in Green Cement Technology Utilizing Low-Carbon Emission Fuels and Raw Materials: A Review. Sustainability 2019, 11, 537. [Google Scholar] [CrossRef] [Green Version]
- Rodias, E.; Aivazidou, E.; Achillas, C.; Aidonis, D.; Bochtis, D. Water-Energy-Nutrients Synergies in the Agrifood Sector: A Circular Economy Framework. Energies 2020, 14, 159. [Google Scholar] [CrossRef]
- Viles, E.; Santos, J.; Arévalo, T.F.; Tanco, M.; Kalemkerian, F. A New Mindset for Circular Economy Strategies: Case Studies of Circularity in the Use of Water. Sustainability 2020, 12, 9781. [Google Scholar] [CrossRef]
- Kardung, M.; Cingiz, K.; Costenoble, O.; Delahaye, R.; Heijman, W.; Lovrić, M.; van Leeuwen, M.; M’Barek, R.; van Meijl, H.; Piotrowski, S.; et al. Development of the Circular Bioeconomy: Drivers and Indicators. Sustainability 2021, 13, 413. [Google Scholar] [CrossRef]
- Amin, M.; Tayeh, B.A.; Agwa, I.S. Effect of using mineral admixtures and ceramic wastes as coarse aggregates on properties of ultrahigh-performance concrete. J. Clean. Prod. 2020, 273, 123073. [Google Scholar] [CrossRef]
- Huang, Z.; Fan, H.; Shen, L.; Du, X. Policy instruments for addressing construction equipment emission—A research review from a global perspective. Environ. Impact Assess. Rev. 2021, 86, 106486. [Google Scholar] [CrossRef]
- Giunta, M. Assessment of the Impact of CO, NOx and PM10 on Air Quality during Road Construction and Operation Phases. Sustainability 2020, 12, 10549. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Peng, K. Characterizing the relationship between road infrastructure and local economy using structural equation modeling. Transp. Policy 2018, 61, 17–25. [Google Scholar] [CrossRef]
- Terrones-Saeta, J.M.; Suárez-Macías, J.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A. Development of High Resistance Hot Mix Asphalt with Electric Arc Furnace Slag, Ladle Furnace Slag, and Cellulose Fibers from the Papermaking Industry. Appl. Sci. 2021, 11, 399. [Google Scholar] [CrossRef]
- Attahiru, Y.B.; Aziz, M.M.A.; Kassim, K.A.; Shahid, S.; Wan Abu Bakar, W.A.; NSashruddin, T.F.; Rahman, F.A.; Ahamed, M.I. A review on green economy and development of green roads and highways using carbon neutral materials. Renew. Sustain. Energy Rev. 2019, 101, 600–613. [Google Scholar] [CrossRef]
- Giro-Paloma, J.; Formosa, J.; Chimenos, J.M. Granular Material Development Applied in an Experimental Section for Civil Engineering Purposes. Appl. Sci. 2020, 10, 6782. [Google Scholar] [CrossRef]
- Andrzejuk, W.; Barnat-Hunek, D.; Góra, J. Physical Properties of Mineral and Recycled Aggregates Used to Mineral-Asphalt Mixtures. Materials 2019, 12, 3437. [Google Scholar] [CrossRef] [Green Version]
- White, G. A Synthesis on the Effects of Two Commercial Recycled Plastics on the Properties of Bitumen and Asphalt. Sustainability 2020, 12, 8594. [Google Scholar] [CrossRef]
- Ameli, A.; Babagoli, R.; Norouzi, N.; Jalali, F.; Poorheydari Mamaghani, F. Laboratory evaluation of the effect of coal waste ash (CWA) and rice husk ash (RHA) on performance of asphalt mastics and Stone matrix asphalt (SMA) mixture. Constr. Build. Mater. 2020, 236, 117557. [Google Scholar] [CrossRef]
- Mohajerani, A.; Burnett, L.; Smith, J.V.; Markovski, S.; Rodwell, G.; Rahman, M.T.; Kurmus, H.; Mirzababaei, M.; Arulrajah, A.; Horpibulsuk, S.; et al. Recycling waste rubber tyres in construction materials and associated environmental considerations: A review. Resour. Conserv. Recycl. 2020, 155, 104679. [Google Scholar] [CrossRef]
- Sánchez-Cotte, E.H.; Pacheco-Bustos, C.A.; Fonseca, A.; Triana, Y.P.; Mercado, R.; Yepes-Martínez, J.; Lagares Espinoza, R.G. The Chemical-Mineralogical Characterization of Recycled Concrete Aggregates from Different Sources and Their Potential Reactions in Asphalt Mixtures. Materials 2020, 13, 5592. [Google Scholar] [CrossRef]
- Pouranian, M.R.; Shishehbor, M. Sustainability Assessment of Green Asphalt Mixtures: A Review. Environments 2019, 6, 73. [Google Scholar] [CrossRef] [Green Version]
- Veropalumbo, R.; Russo, F.; Viscione, N.; Biancardo, S.A.; Oreto, C. Investigating the rheological properties of hot bituminous mastics made up using plastic waste materials as filler. Constr. Build. Mater. 2020, 270, 121394. [Google Scholar] [CrossRef]
- Praticò, F.G.; Giunta, M.; Mistretta, M.; Gulotta, T.M. Energy and Environmental Life Cycle Assessment of Sustainable Pavement Materials and Technologies for Urban Roads. Sustainability 2020, 12, 704. [Google Scholar] [CrossRef] [Green Version]
- Sollazzo, G.; Longo, S.; Cellura, M.; Celauro, C. Impact Analysis Using Life Cycle Assessment of Asphalt Production from Primary Data. Sustainability 2020, 12, 10171. [Google Scholar] [CrossRef]
- Setién, J.; Hernández, D.; González, J.J. Characterization of ladle furnace basic slag for use as a construction material. Constr. Build. Mater. 2009, 23, 1788–1794. [Google Scholar] [CrossRef]
- Escorias Blancas|CEDEX. Available online: http://www.cedexmateriales.es/catalogo-de-residuos/25/escorias-de-aceria-de-horno-de-arco-electrico/valorizacion/propiedades-/46/escorias-blancas.html (accessed on 6 January 2021).
- Perez-Garcia, F.; Parron-Rubio, M.E.; Garcia-Manrique, J.M.; Rubio-Cintas, M.D. Study of the Suitability of Different Types of Slag and Its Influence on the Quality of Green Grouts Obtained by Partial Replacement of Cement. Materials 2019, 12, 1166. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Brand, A.S.; Fanijo, E.O. A Review of the Influence of Steel Furnace Slag Type on the Properties of Cementitious Composites. Appl. Sci. 2020, 10, 8210. [Google Scholar] [CrossRef]
- Parron-Rubio, M.E.; Perez-Garcia, F.; Gonzalez-Herrera, A.; Oliveira, M.J.; Rubio-Cintas, M.D. Slag Substitution as a Cementing Material in Concrete: Mechanical, Physical and Environmental Properties. Materials 2019, 12, 2845. [Google Scholar] [CrossRef] [Green Version]
- Manso, J.M.; Ortega-López, V.; Polanco, J.A.; Setién, J. The use of ladle furnace slag in soil stabilization. Constr. Build. Mater. 2013, 40, 126–134. [Google Scholar] [CrossRef]
- Najm, O.; El-Hassan, H.; El-Dieb, A. Ladle slag characteristics and use in mortar and concrete: A comprehensive review. J. Clean. Prod. 2021, 288, 125584. [Google Scholar] [CrossRef]
- Terrones-Saeta, J.M.; Suárez-Macías, J.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A. Evaluation of the Use of Electric Arc Furnace Slag and Ladle Furnace Slag in Stone Mastic Asphalt Mixes with Discarded Cellulose Fibers from the Papermaking Industry. Metals 2020, 10, 1548. [Google Scholar] [CrossRef]
- Terrones-Saeta, J.M.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A.; Martínez-García, C. Study of the Incorporation of Ladle Furnace Slag in the Manufacture of Cold In-Place Recycling with Bitumen Emulsion. Materials 2020, 13, 4765. [Google Scholar] [CrossRef] [PubMed]
- Terrones-Saeta, J.M.; Suárez-Macías, J.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A. Development of Porous Asphalt with Bitumen Emulsion, Electric arc Furnace Slag and Cellulose Fibers for Medium Traffic Roads. Minerals 2020, 10, 872. [Google Scholar] [CrossRef]
- Bianco, I.; Blengini, G.A. Life Cycle Inventory of techniques for stone quarrying, cutting and finishing: Contribution to fill data gaps. J. Clean. Prod. 2019, 225, 684–696. [Google Scholar] [CrossRef]
- Stafford, F.N.; Dias, A.C.; Arroja, L.; Labrincha, J.A.; Hotza, D. Life cycle assessment of the production of Portland cement: A Southern Europe case study. J. Clean. Prod. 2016, 126, 159–165. [Google Scholar] [CrossRef]
- Josa, A.; Aguado, A.; Cardim, A.; Byars, E. Comparative analysis of the life cycle impact assessment of available cement inventories in the EU. Cem. Concr. Res. 2007, 37, 781–788. [Google Scholar] [CrossRef] [Green Version]
- Kittipongvises, S. Assessment of environmental impacts of limestone quarrying operations in Thailand. Environ. Clim. Technol. 2017, 20, 67–83. [Google Scholar] [CrossRef] [Green Version]
- Fugiel, A.; Burchart-Korol, D.; Czaplicka-Kolarz, K.; Smoliński, A. Environmental impact and damage categories caused by air pollution emissions from mining and quarrying sectors of European countries. J. Clean. Prod. 2017, 143, 159–168. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Nitrogen, % | Carbon, % | Hydrogen, % | Sulfur, % |
|---|---|---|---|---|
| LFS | 0.007 ± 0.001 | 3.405 ± 0.068 | 1.386 ± 0.026 | 0.000 ± 0.001 |
| Compound | wt,% | Est. Error |
|---|---|---|
| CaO | 40.19 | 0.25 |
| MgO | 19.38 | 0.20 |
| SiO2 | 12.49 | 0.17 |
| Al2O3 | 7.29 | 0.13 |
| Fe2O3 | 2.38 | 0.08 |
| MnO | 0.936 | 0.047 |
| S | 0.548 | 0.027 |
| TiO2 | 0.486 | 0.024 |
| BaO | 0.240 | 0.012 |
| Na2O | 0.118 | 0.042 |
| Cr2O3 | 0.1100 | 0.0055 |
| Cl | 0.0833 | 0.0042 |
| SrO | 0.0733 | 0.0037 |
| ZnO | 0.0681 | 0.0034 |
| K2O | 0.0506 | 0.0025 |
| ZrO2 | 0.0425 | 0.0021 |
| V2O5 | 0.0179 | 0.0017 |
| P | 0.0138 | 0.0012 |
| CuO | 0.0117 | 0.0010 |
| NiO | 0.0082 | 0.0011 |
| PbO | 0.0048 | 0.0010 |
| Nb2O5 | 0.0046 | 0.0006 |
| MoO3 | 0.0028 | 0.0009 |
| Co3O4 | 0.0021 | 0.0009 |
| SeO2 | 0.0012 | 0.0005 |
| Test | Standard | Value/Unit |
|---|---|---|
| Particle density | UNE-EN 1097-7 | 2.71 ± 0.07 t/m3 |
| Bulk density | UNE-EN 1097-3 | 0.75 ± 0.01 t/m3 |
| Plasticity index | UNE 103103/UNE 103104 | No plasticity |
| Element | LFS, mg/kg | Maximum Limits, mg/kg |
|---|---|---|
| Ba | 12.784 ± 0.306 | 17.000 |
| Cd | 0.000 ± 0.001 | 0.009 |
| Cr | 0.007 ± 0.001 | 0.500 |
| Mo | 0.092 ± 0.002 | 0.500 |
| Ni | 0.002 ± 0.001 | 0.400 |
| Pb | 0.018 ± 0.001 | 0.500 |
| Se | 0.080 ± 0.002 | 0.100 |
| V | 0.008 ± 0.001 | 1.300 |
| Zn | 0.021 ± 0.001 | 1.200 |
| As | 0.000 ± 0.001 | 0.500 |
| Cu | 0.066 ± 0.002 | 2.000 |
| Hg | 0.000 ± 0.001 | 0.010 |
| Sb | 0.011 ± 0.001 | 0.060 |
| Impact Category | Unit | Limestone Filler | LFS |
|---|---|---|---|
| Abiotic depletion | kg Sb eq | 0.048 | 0.014 |
| Acidification | kg SO2 eq | 0.047 | 0.009 |
| Eutrophication | kg PO4 eq | 0.012 | 0.002 |
| Human toxicity | kg 1.4-DB eq | 3.561 | 0.985 |
| Fresh water aquatic ecotox. | kg 1.4-DB eq | 0.710 | 0.165 |
| Marine aquatic ecotoxicity | kg 1.4-DB eq | 1479.803 | 379.969 |
| Terrestrial ecotoxicity | kg 1.4-DB eq | 0.010 | 0.004 |
| Photochemical oxidation | kg C2H4 eq | 0.0010 | 0.0003 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Terrones-Saeta, J.M.; Suárez-Macías, J.; Iglesias-Godino, F.J.; Corpas-Iglesias, F.A. Evaluation of the Physical, Chemical and Environmental Properties of Ladle Furnace Slag for Their Utilization as Filler in Bituminous Mixtures. Metals 2021, 11, 466. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030466
Terrones-Saeta JM, Suárez-Macías J, Iglesias-Godino FJ, Corpas-Iglesias FA. Evaluation of the Physical, Chemical and Environmental Properties of Ladle Furnace Slag for Their Utilization as Filler in Bituminous Mixtures. Metals. 2021; 11(3):466. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030466
Chicago/Turabian StyleTerrones-Saeta, Juan María, Jorge Suárez-Macías, Francisco Javier Iglesias-Godino, and Francisco Antonio Corpas-Iglesias. 2021. "Evaluation of the Physical, Chemical and Environmental Properties of Ladle Furnace Slag for Their Utilization as Filler in Bituminous Mixtures" Metals 11, no. 3: 466. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030466