On the Evolution of Residual Stresses, Microstructure and Cyclic Performance of High-Manganese Austenitic TWIP-Steel after Deep Rolling


Abstract
:1. Introduction
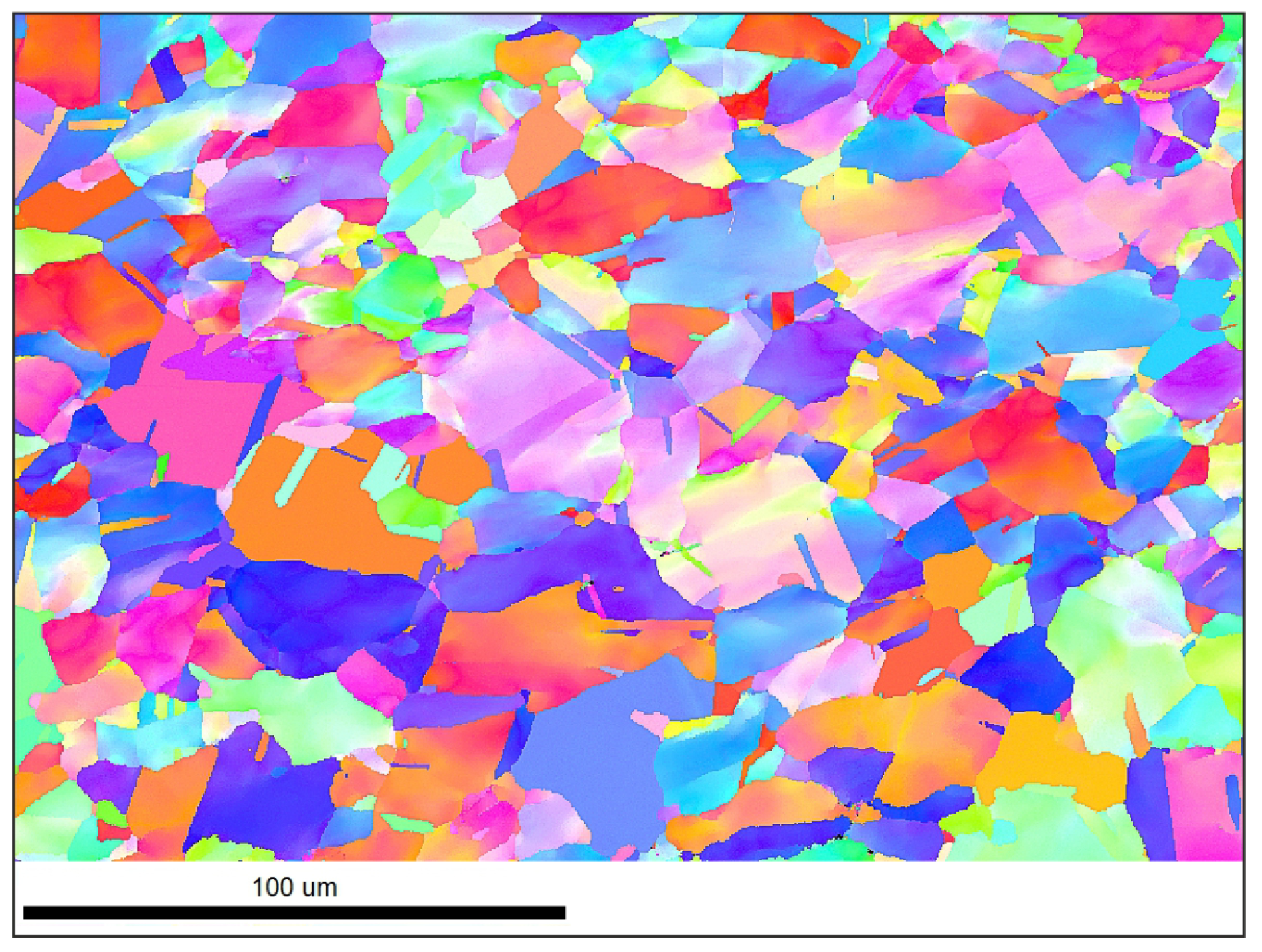
- Evolution of the microstructure dependent on the deep rolling temperature affected by the different activated elementary deformation mechanisms upon surface treatment.
- Development of residual stresses dependent on the deep rolling temperature.
- Improvement of the cyclic deformation behavior imposed by microstructure and residual stress state.
2. Materials and Methods
3. Results and Discussion
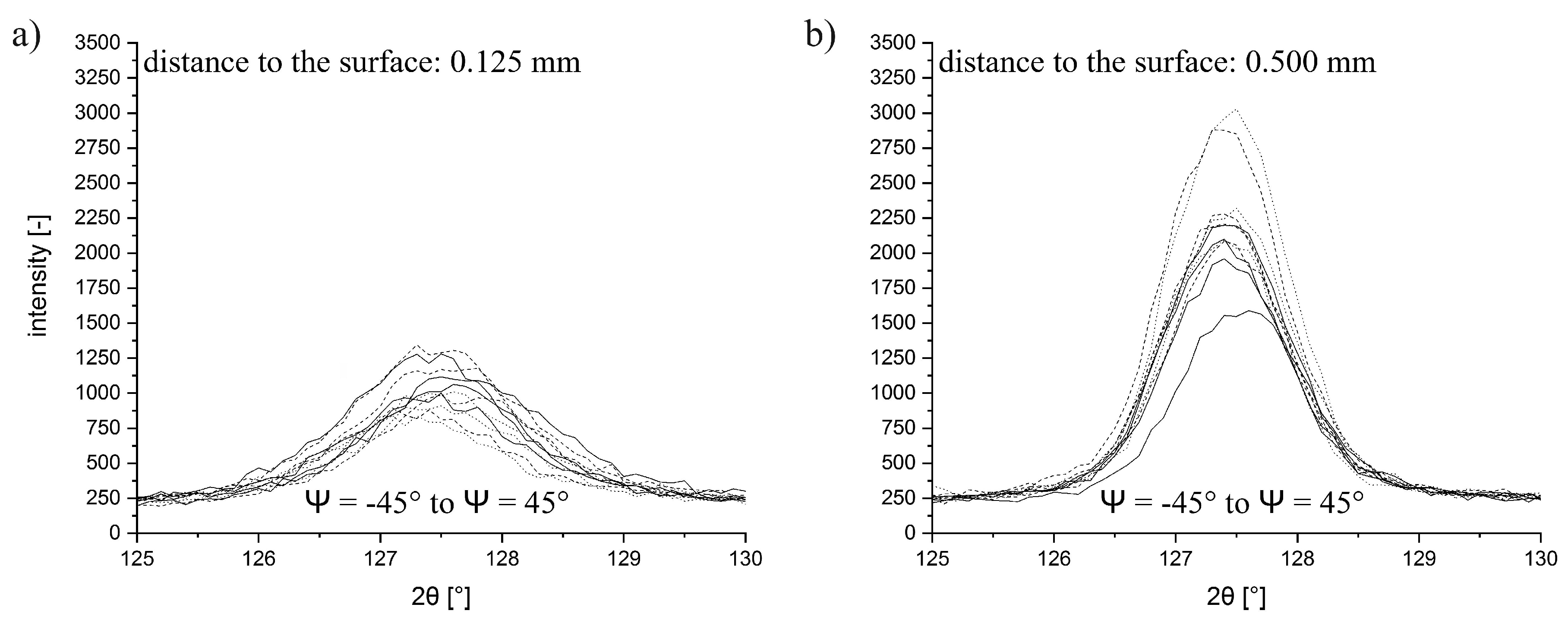
3.1. Characterization of the Near Surface Properties
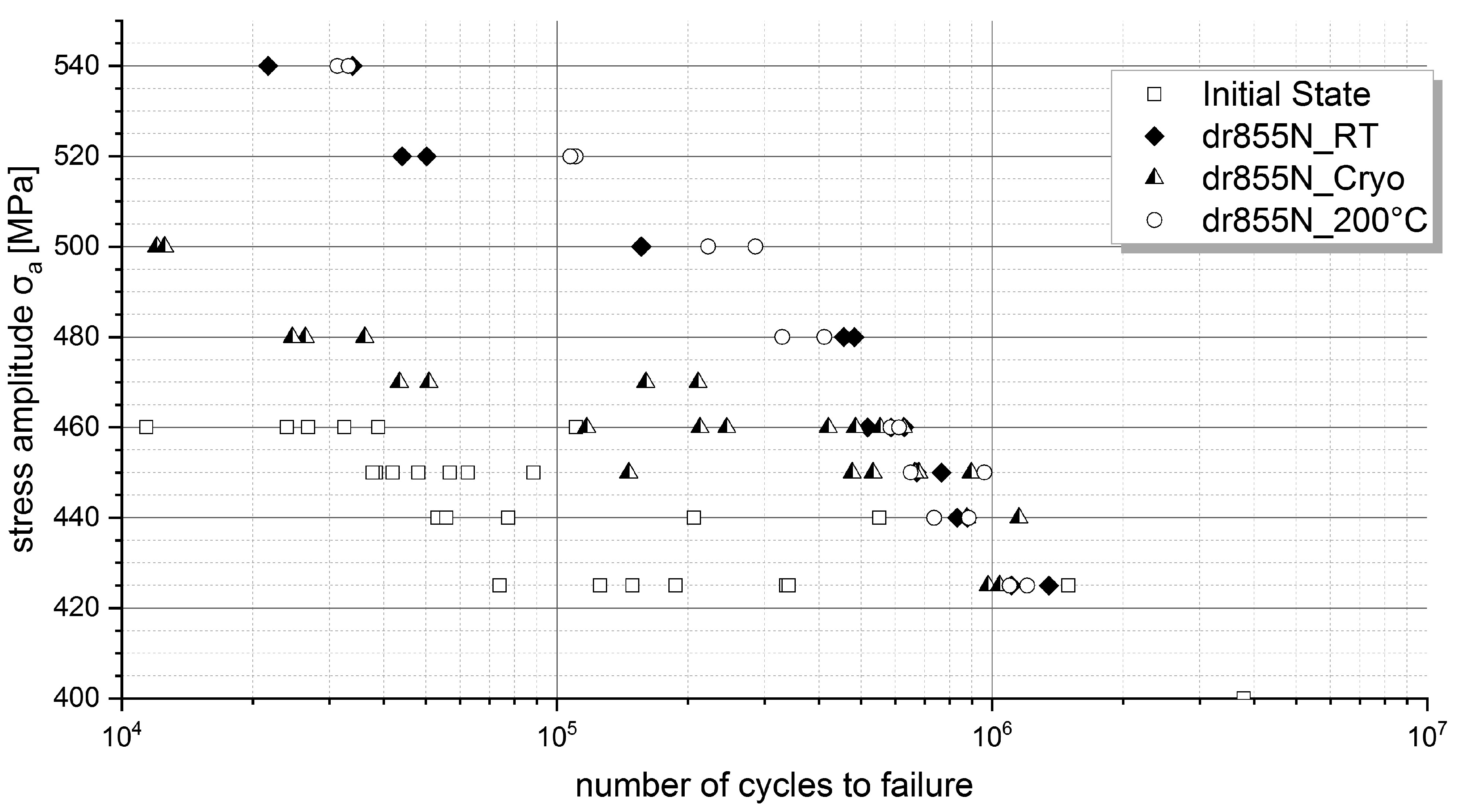
3.2. Fatigue Tests
4. Conclusions
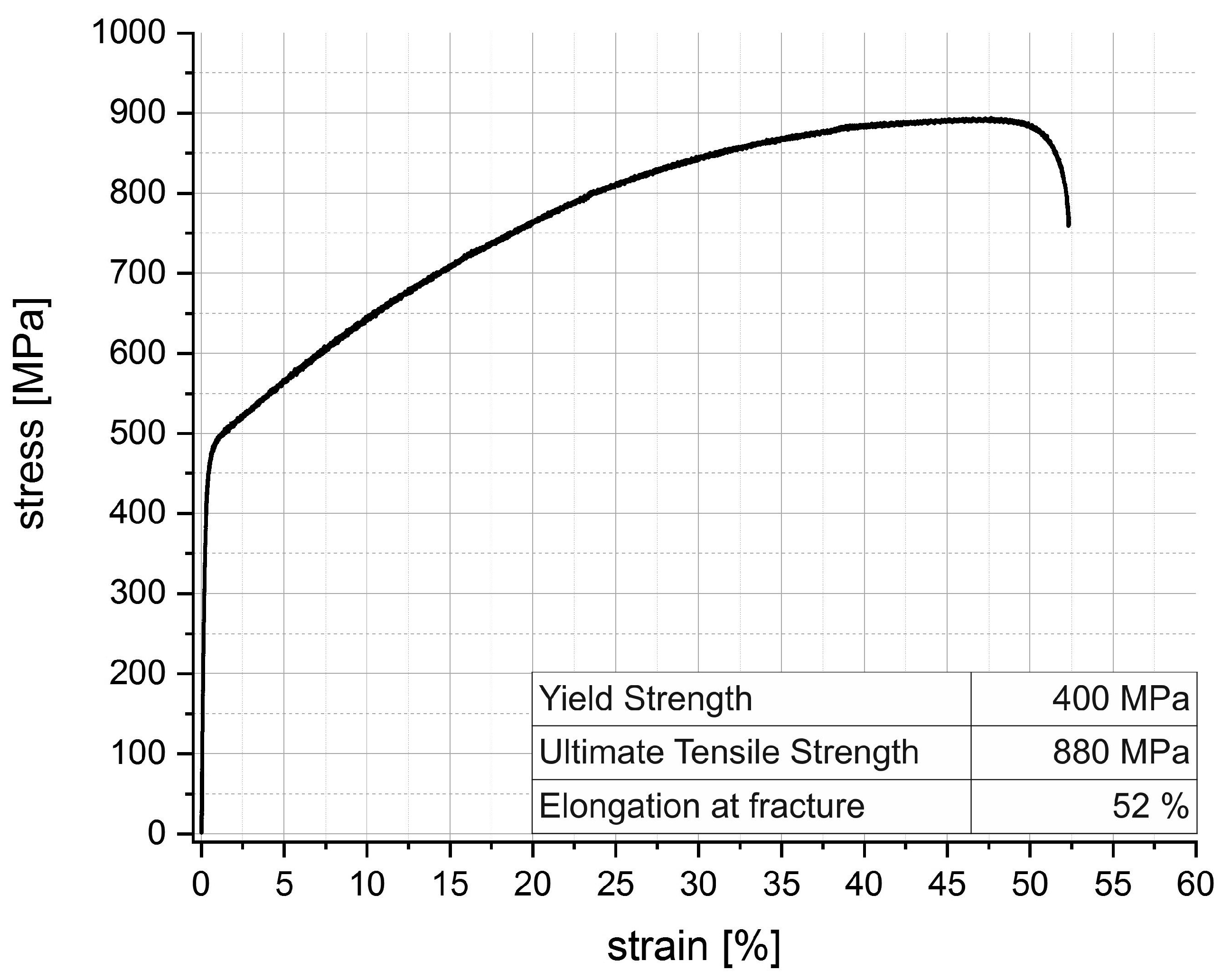
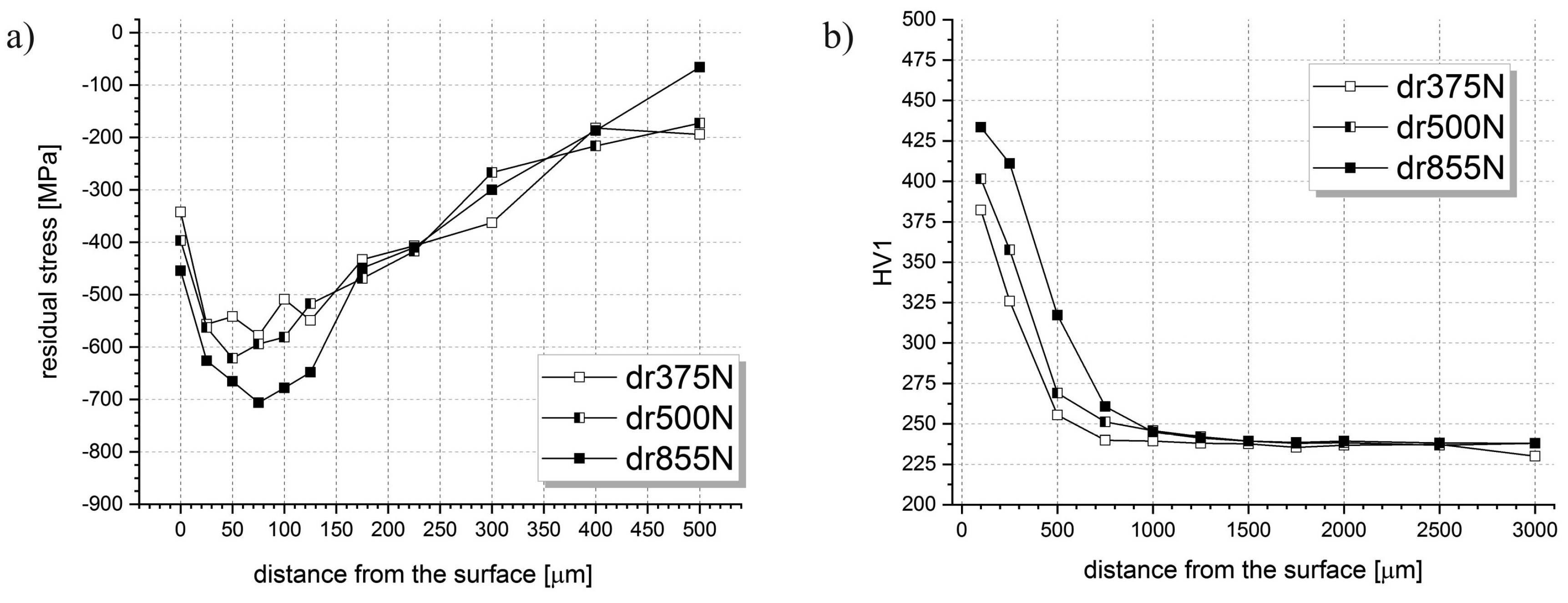
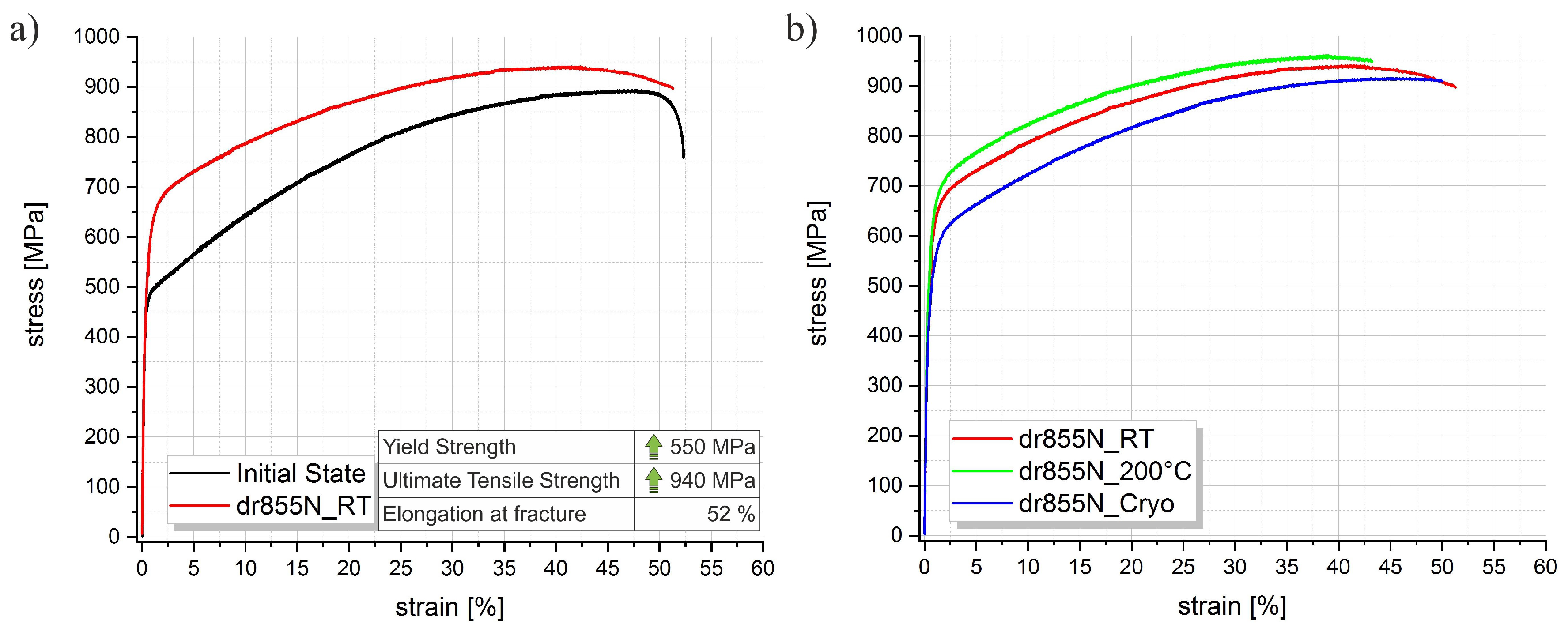
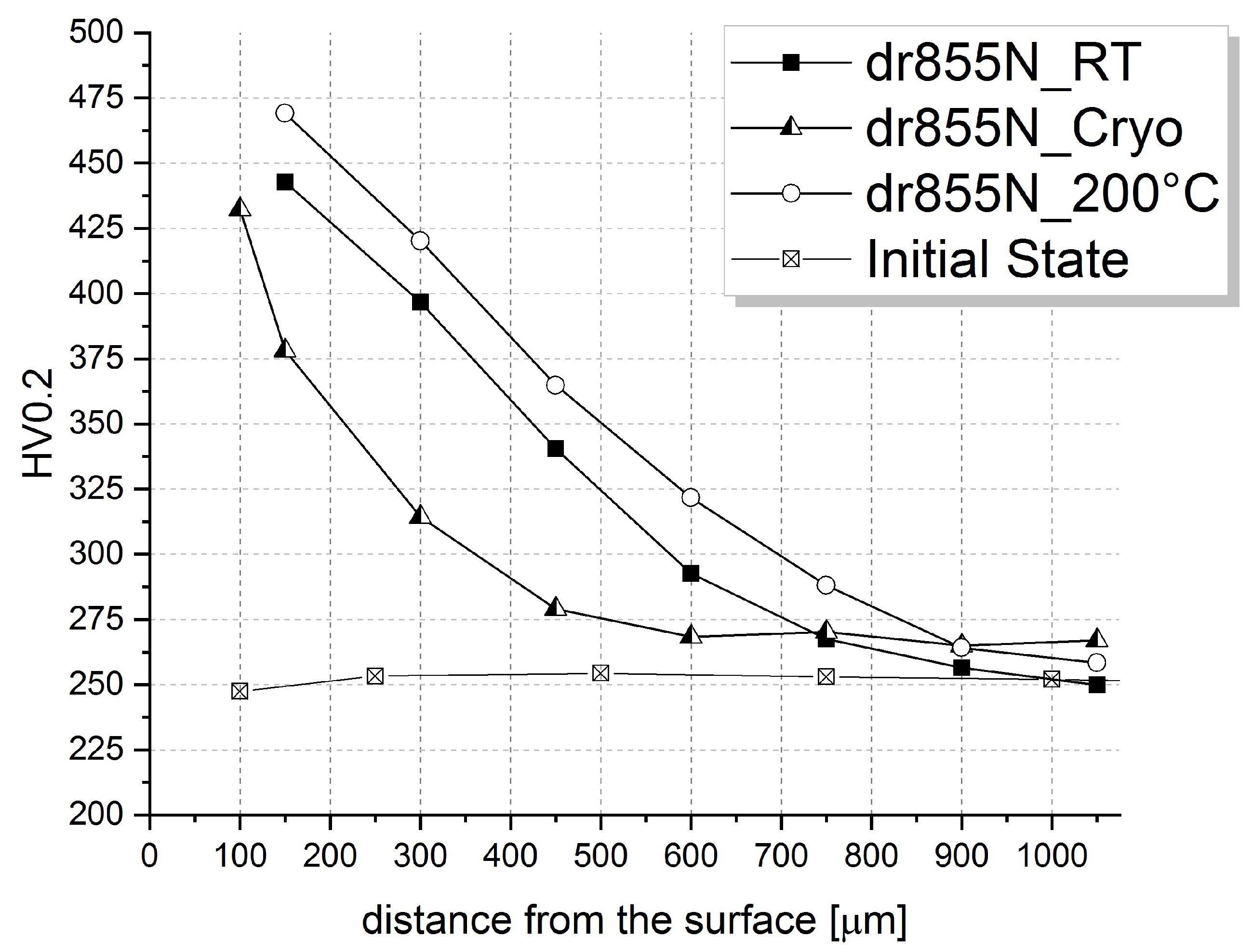
- Deep rolling of the TWIP steel improves the monotonic mechanical properties, e.g., the yield strength (from 400 MPa to 550 MPa), without having any negative effect on the elongation at fracture. Furthermore, high compressive residual stresses with a maximum of 800 MPa are generated in the near surface area accompanied by high hardness values up to 475 HV0.1.
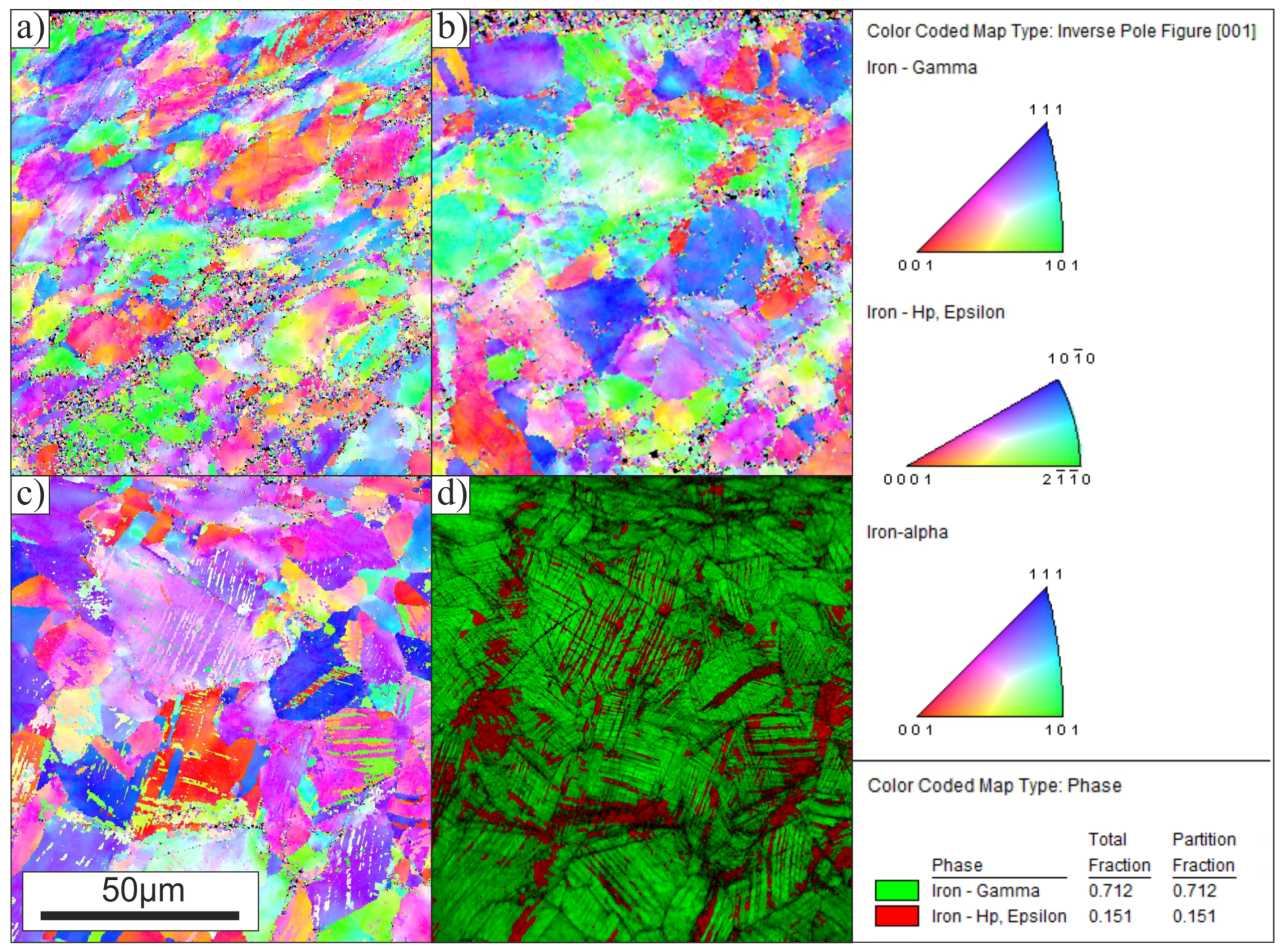
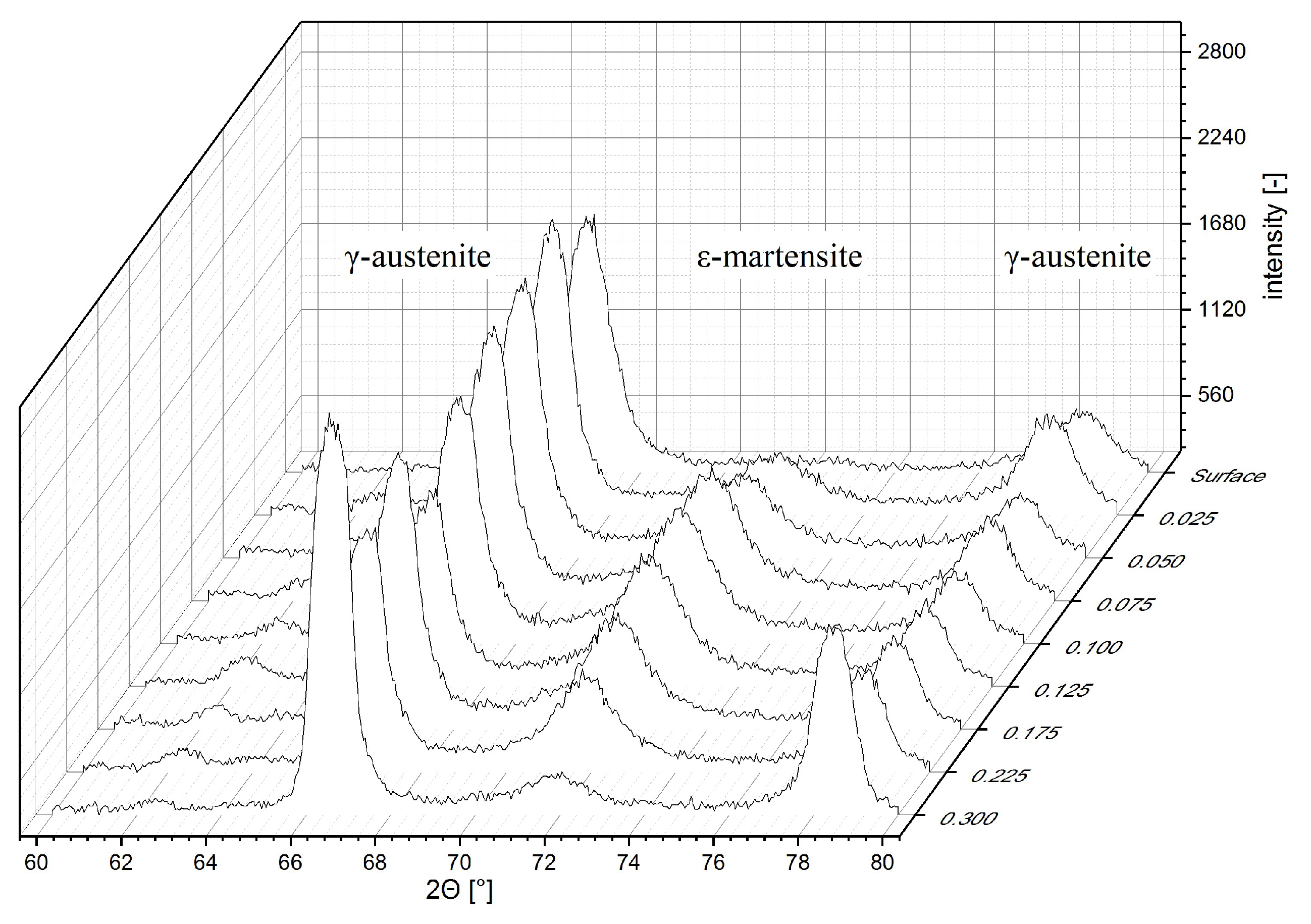
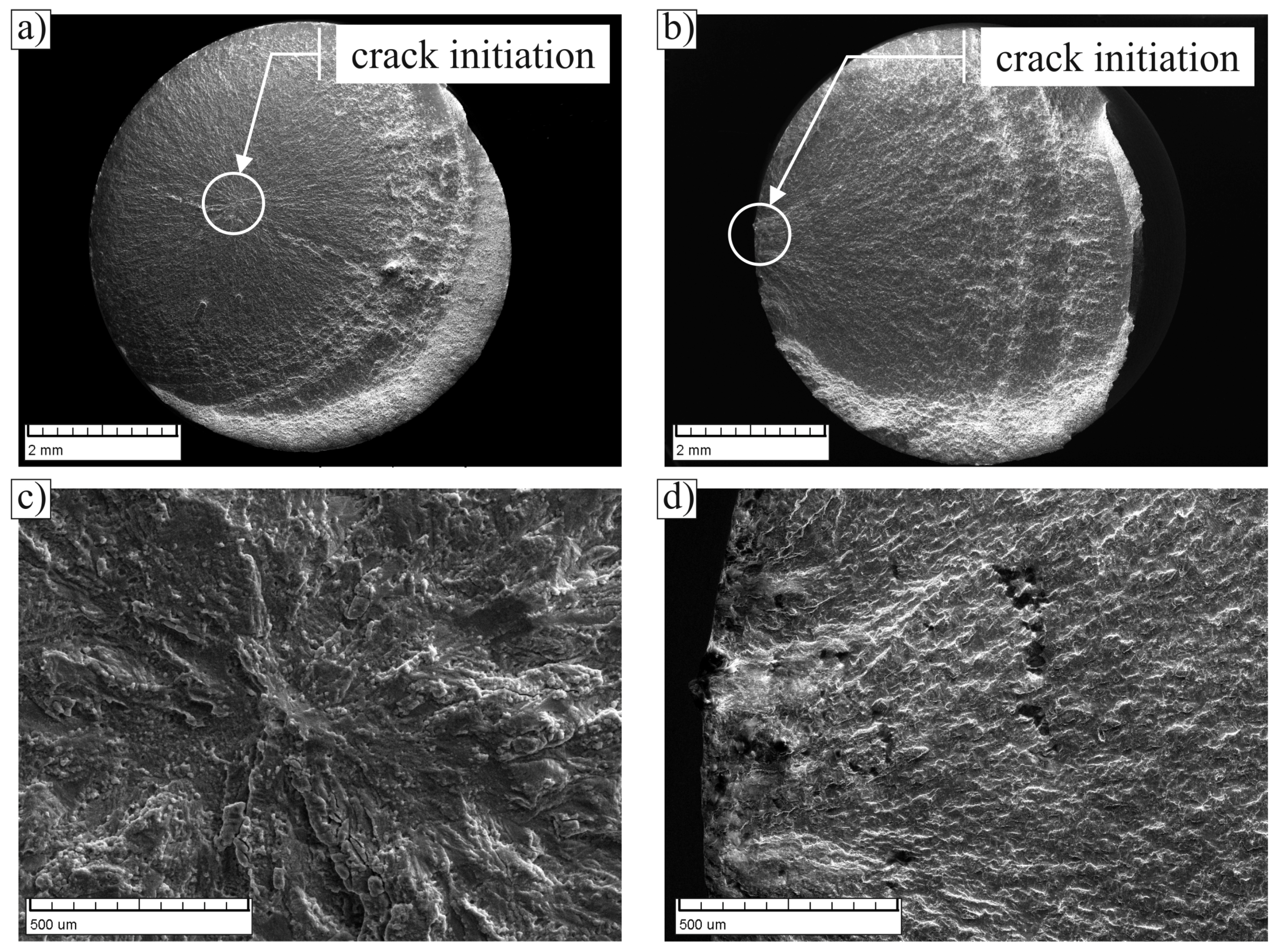
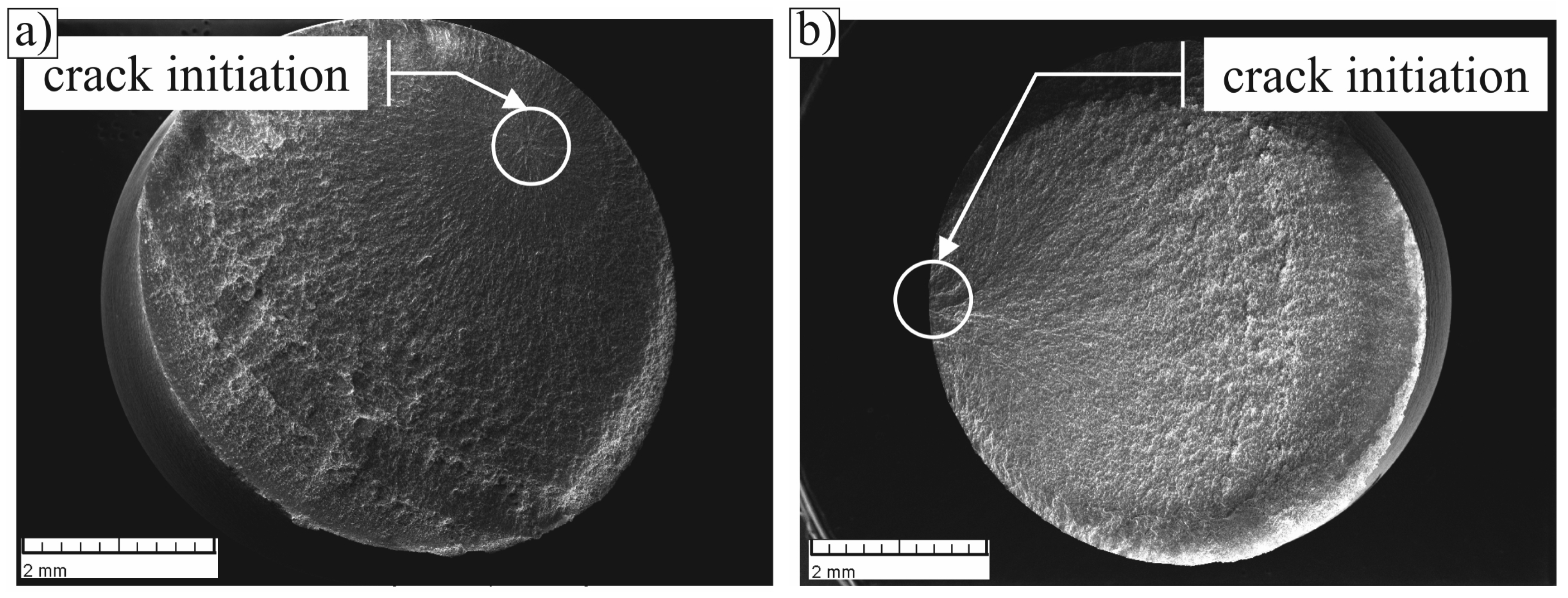
- The martensitic phase transformation promoting –martensite in the near surface area induced by cryogenic deep rolling has a negative impact on the fatigue performance at least at relatively high loading amplitudes. In addition, an unpredictable behavior caused by random premature crack initiation is found at an intermediate stress level. Reasons are thought to be linked to increased internal friction going along with increased plastic deformation during the fatigue tests and/or notch effects in the two-phase region established in the near surface area.
- Superior performance is seen for the TWIP steel deep rolled at elevated temperature. However, in light of findings being present in literature for alternative steel grades, pathways towards further property optimization for the TWIP steel considered could be derived.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ferreira, P.; Müllner, P. A thermodynamic model for the stacking-fault energy. Acta Mater. 1998, 46, 4479–4484. [Google Scholar] [CrossRef] [Green Version]
- Karaman, I.; Sehitoglu, H.; Gall, K.; Chumlyakov, Y.; Maier, H. Deformation of single crystal Hadfield steel by twinning and slip. Acta Mater. 2000, 48, 1345–1359. [Google Scholar] [CrossRef]
- Sato, K.; Ichinose, M.; Hirotsu, Y.; Inoue, Y. Effects of deformation induced phase transformation and twinning on the mechanical properties of austenitic Fe-Mn-Al alloys. ISIJ Int. 1989, 29, 868–877. [Google Scholar] [CrossRef]
- Grässel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe–Mn–(Al, Si) TRIP/TWIP steels development—properties—application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Ishida, K.; Nishizawa, T. Effect of Alloying Elements on the Stability of Epsilon Iron. J. Jpn. Inst. Metals 1972, 36, 1238–1245. [Google Scholar] [CrossRef] [Green Version]
- Schramm, R.E.; Reed, R.P. Stacking fault energies of seven commercial austenitic stainless steels. Metall. Trans. A 1975, 6, 1345–1351. [Google Scholar] [CrossRef]
- Firrao, D.; Matteis, P.; Scavino, G.; Ubertalli, G.; Pozzi, C.; Ienco, M.G.; Piccardo, P.; Pinasco, M.R.; Costanza, G.; Montanari, R.; et al. Microstructural Effects in Face-Centered-Cubic Alloys after Small Charge Explosions. Metall. Mater. Trans. A 2007, 38, 2869–2884. [Google Scholar] [CrossRef]
- Rüsing, C.; Lambers, H.G.; Lackmann, J.; Frehn, A.; Nagel, M.; Schaper, M.; Maier, H.; Niendorf, T. Property Optimization for TWIP Steels–Effect of Pre-deformation Temperature on Fatigue Properties. Mater. Today Proc. 2015, 2, S681–S685. [Google Scholar] [CrossRef]
- Schilke, M.; Ahlström, J.; Karlsson, B. Low cycle fatigue and deformation behaviour of austenitic manganese steel in rolled and in as-cast conditions. Procedia Eng. 2010, 2, 623–628. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.X.; Tang, D.; Jiang, H.T.; Mi, Z.L.; Xue, Y.; Wu, H.P. Low Cycle Fatigue Behavior and Deformation Mechanism of TWIP Steel. J. Iron Steel Res. Int. 2014, 21, 352–358. [Google Scholar] [CrossRef]
- Shao, C.; Zhang, P.; Liu, R.; Zhang, Z.; Pang, J.; Zhang, Z. Low-cycle and extremely-low-cycle fatigue behaviors of high-Mn austenitic TRIP/TWIP alloys: Property evaluation, damage mechanisms and life prediction. Acta Mater. 2016, 103, 781–795. [Google Scholar] [CrossRef]
- Shao, C.; Zhang, P.; Zhu, Y.; Zhang, Z.; Pang, J.; Zhang, Z. Improvement of low-cycle fatigue resistance in TWIP steel by regulating the grain size and distribution. Acta Mater. 2017, 134, 128–142. [Google Scholar] [CrossRef]
- Rüsing, C.J.; Niendorf, T.; Frehn, A.; Maier, H.J. Low-Cycle Fatigue Behavior of TWIP Steel - Effect of Grain Size. Adv. Mater. Res. 2014, 891–892, 1603–1608. [Google Scholar] [CrossRef]
- Ju, Y.B.; Koyama, M.; Sawaguchi, T.; Tsuzaki, K.; Noguchi, H. Effects of ϵ-martensitic transformation on crack tip deformation, plastic damage accumulation, and slip plane cracking associated with low-cycle fatigue crack growth. Int. J. Fatigue 2017, 103, 533–545. [Google Scholar] [CrossRef]
- Nikulin, I.; Sawaguchi, T.; Ogawa, K.; Tsuzaki, K. Effect of γ to ϵ martensitic transformation on low-cycle fatigue behaviour and fatigue microstructure of Fe–15Mn–10Cr–8Ni– x Si austenitic alloys. Acta Mater. 2016, 105, 207–218. [Google Scholar] [CrossRef]
- Niendorf, T.; Lotze, C.; Canadinc, D.; Frehn, A.; Maier, H.J. The role of monotonic pre-deformation on the fatigue performance of a high-manganese austenitic TWIP steel. Mater. Sci. Eng. A 2009, 499, 518–524. [Google Scholar] [CrossRef]
- Guo, Q.; Chun, Y.S.; Lee, J.H.; Heo, Y.U.; Lee, C.S. Enhanced low-cycle fatigue life by pre-straining in an Fe-17Mn-0.8C twinning induced plasticity steel. Metals Mater. Int. 2014, 20, 1043–1051. [Google Scholar] [CrossRef]
- Hamada, A.; Karjalainen, L.; Puustinen, J. Fatigue behavior of high-Mn TWIP steels. Mater. Sci. Eng. A 2009, 517, 68–77. [Google Scholar] [CrossRef]
- Hamada, A.; Karjalainen, L.; Ferraiuolo, A.; Sevillano, J.G.; de las Cuevas, F.; Pratolongo, G.; Reis, M. Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect Steels. Metall. Mater. Trans. A 2010, 41, 1102–1108. [Google Scholar] [CrossRef]
- Hamada, A.; Karjalainen, L. High-cycle fatigue behavior of ultrafine-grained austenitic stainless and TWIP steels. Mater. Sci. Eng. A 2010, 527, 5715–5722. [Google Scholar] [CrossRef]
- Song, S.W.; Lee, J.H.; Lee, H.J.; Bae, C.M.; Lee, C.S. Enhancing high-cycle fatigue properties of cold-drawn Fe–Mn–C TWIP steels. Int. J. Fatigue 2016, 85, 57–64. [Google Scholar] [CrossRef]
- Niendorf, T.; Klimala, P.; Maier, H.J.; Frehn, A. The Role of Notches on Fatigue Life of TWIP Steel in the HCF Regime. Mater. Sci. Forum 2012, 706–709, 2205–2210. [Google Scholar] [CrossRef]
- Shao, C.; Zhang, P.; Wang, X.; Wang, Q.; Zhang, Z. High-cycle fatigue behavior of TWIP steel with graded grains: breaking the rule of mixture. Mater. Res. Lett. 2018, 7, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Shao, C.; Wang, Q.; Zhang, P.; Zhu, Y.; Zhao, Z.; Wang, X.; Zhang, Z. Improving the high-cycle fatigue properties of twinning-induced plasticity steel by a novel surface treatment process. Mater. Sci. Eng. A 2019, 740-741, 28–33. [Google Scholar] [CrossRef]
- Skorupski, R.; Smaga, M.; Eifler, D. Influence of Surface Morphology on the Fatigue Behavior of Metastable Austenitic Steel. Adv. Mater. Res. 2014, 891–892, 464–469. [Google Scholar] [CrossRef]
- Mughrabi, H. Cyclic Slip Irreversibilities and the Evolution of Fatigue Damage. Metall. Mater. Trans. B 2009, 40, 431–453. [Google Scholar] [CrossRef]
- Nikitin, I.; Scholtes, B. Deep rolling of austenitic steel AISI 304 at different temperatures–near surface microstructures and fatigue. HTM J. Heat Treat. Mater. 2012, 67, 188–194. [Google Scholar] [CrossRef]
- Webster, G.; Ezeilo, A. Residual stress distributions and their influence on fatigue lifetimes. Int. J. Fatigue 2001, 23, 375–383. [Google Scholar] [CrossRef]
- Teichmann, C.; Wagner, L. Shot peening of TWIP steel-influence on mechanical properties. In Proceedings of the ICSP-12, Goslar, Germany, 15–18 September 2014. [Google Scholar]
- Klein, M.; Smaga, M.; Beck, T. Surface Morphology and Its Influence on Cyclic Deformation Behavior of High-Mn TWIP Steel. Metals 2018, 8, 832. [Google Scholar] [CrossRef]
- Abrão, A.; Denkena, B.; Köhler, J.; Breidenstein, B.; Mörke, T.; Rodrigues, P. The influence of heat treatment and deep rolling on the mechanical properties and integrity of AISI 1060 steel. J. Mater. Proc. Technol. 2014, 214, 3020–3030. [Google Scholar] [CrossRef] [Green Version]
- Kloos, K.H.; Adelmann, J. Schwingfestigkeitssteigerung durch Festwalzen. Materialwissenschaft und Werkstofftechnik 1988, 19, 15–23. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I.; Cherif, M.A.; Juijerm, P.; Maier, H.J.; Scholtes, B. Festwalzen bei erhöhten Temperaturen zur Steigerung der Schwingfestigkeit. HTM Härtereitechnische Mitteilungen 2006, 61, 289–295. [Google Scholar] [CrossRef]
- Rüsing, C.J. Optimierung der monotonen und zyklischen Eigenschaften von hoch manganhaltigen TWIP-Stählen–Einfluss von Temperatur und Vorverformung auf die Mikrostrukturentwicklung. Ph.D. Thesis, Fakultät für Maschinenbau, Universität Paderborn, Paderborn, Germany, 2015. [Google Scholar]
- Cooman, B.C.D.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Kongthep, J.; Timmermann, K.; Scholtes, B.; Niendorf, T. On the impact of deep rolling at different temperatures on the near surface microstructure and residual stress state of steel AISI 304. Materialwissenschaft und Werkstofftechnik 2019, 50, 788–795. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I. Comparison of the fatigue behavior and residual stress stability of laser-shock peened and deep rolled austenitic stainless steel AISI 304 in the temperature range 25–600 °C. Mater. Sci. Eng. A 2007, 465, 176–182. [Google Scholar] [CrossRef]
- Nikitin, I.; Altenberger, I.; Scholtes, B. Effect of Deep Rolling at Elevated and Low Temperatures on the Isothermal Fatigue Behavior of AISI 304. Proc. Int. Conf. Shot Peen. 2005, 9, 185–190. [Google Scholar]
- Cherif, A.; Scholtes, B. Kombinierte thermische und mechanische Festwalzbehandlungen von gehärtetem und vergütetem Stahl Ck 45. HTM Härtereitechnische Mitteilungen 2008, 63, 155–161. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al |
|---|---|---|---|---|---|
| Wt.% | Wt.% | Wt.% | Wt.% | Wt.% | Wt.% |
| 0.45 | 0.40 | 20.00 | 0.03 | 0.005 | 2.50 |
| Cr | Cu | V | Mo | Ti | Ni |
| Wt.% | Wt.% | Wt.% | Wt.% | Wt.% | Wt.% |
| 2.50 | 0.20 | 0.20 | 0.20 | 0.20 | 1.00 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oevermann, T.; Wegener, T.; Niendorf, T. On the Evolution of Residual Stresses, Microstructure and Cyclic Performance of High-Manganese Austenitic TWIP-Steel after Deep Rolling. Metals 2019, 9, 825. https://0-doi-org.brum.beds.ac.uk/10.3390/met9080825
Oevermann T, Wegener T, Niendorf T. On the Evolution of Residual Stresses, Microstructure and Cyclic Performance of High-Manganese Austenitic TWIP-Steel after Deep Rolling. Metals. 2019; 9(8):825. https://0-doi-org.brum.beds.ac.uk/10.3390/met9080825
Chicago/Turabian StyleOevermann, Torben, Thomas Wegener, and Thomas Niendorf. 2019. "On the Evolution of Residual Stresses, Microstructure and Cyclic Performance of High-Manganese Austenitic TWIP-Steel after Deep Rolling" Metals 9, no. 8: 825. https://0-doi-org.brum.beds.ac.uk/10.3390/met9080825