
Parametric Optimization and Influence of Near-Dry WEDM Variables on Nitinol Shape Memory Alloy

 , , , ,
, , , ,  and
and 
Abstract
:1. Introduction
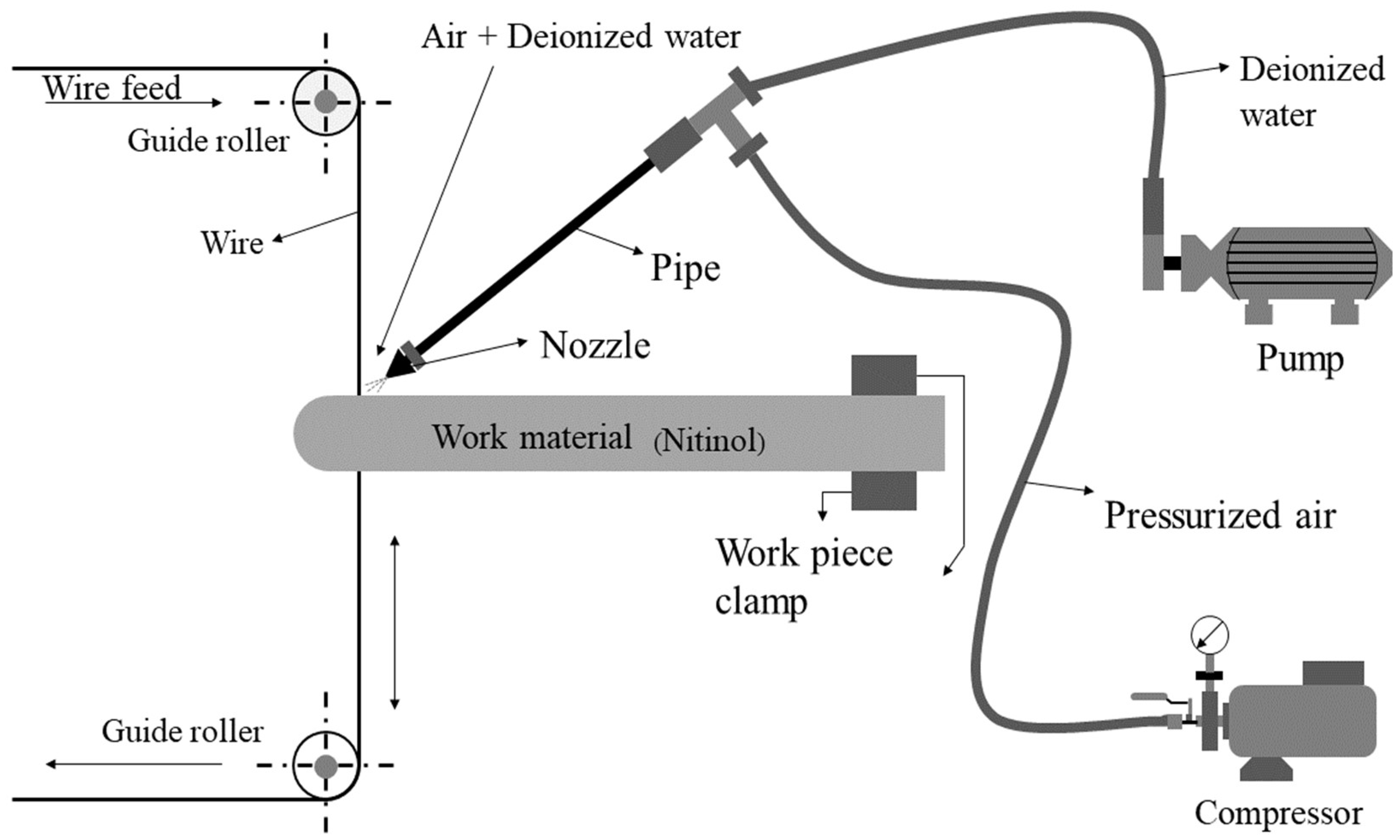
2. Materials and Methods
3. Results and Discussions
3.1. Generation of Non-Linear Regression Equations for Responses
3.2. ANOVA for MRR and SR
3.3. Residual Plots for MRR and SR
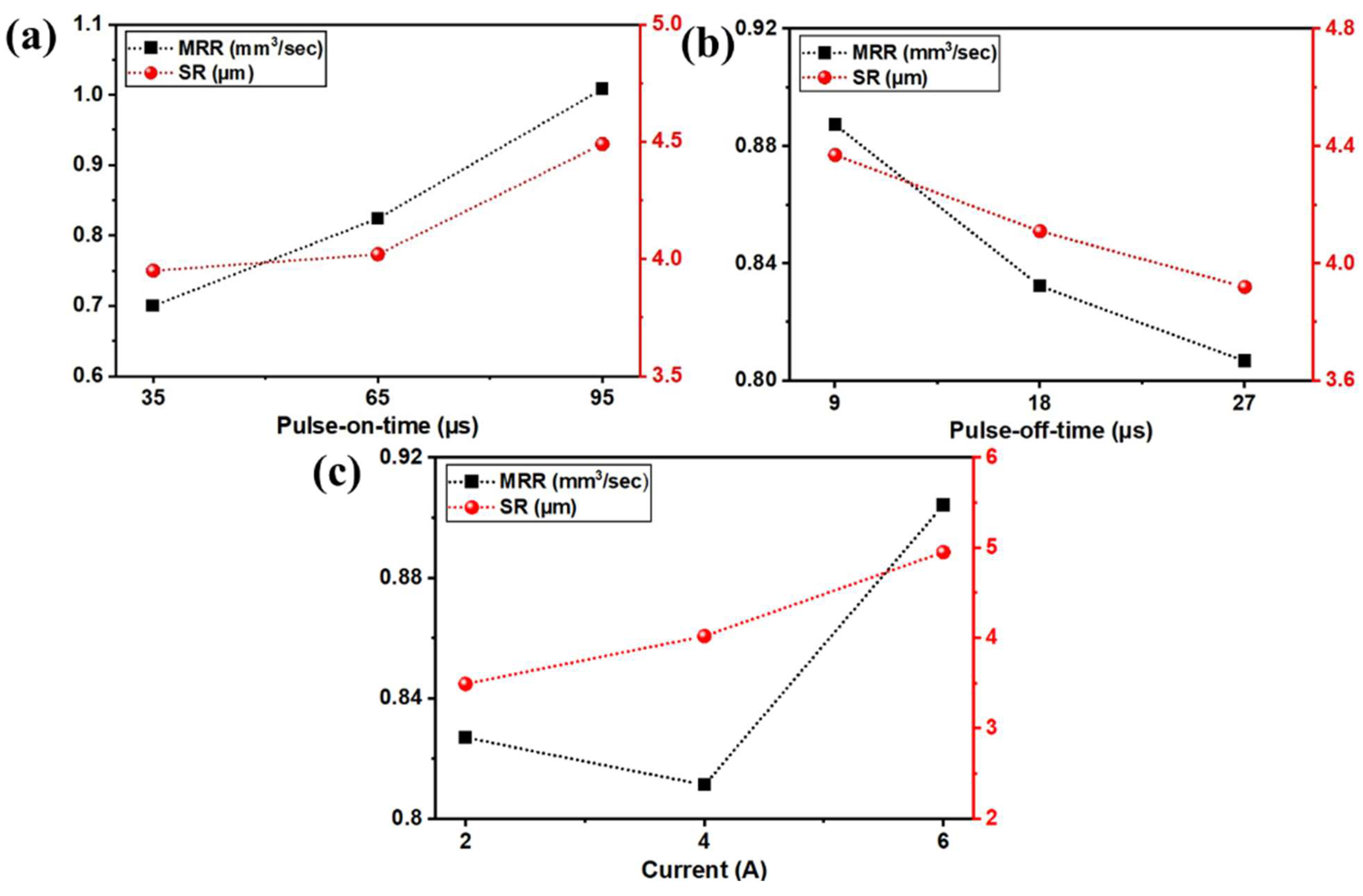
3.4. Effect of WEDM Variables on Responses
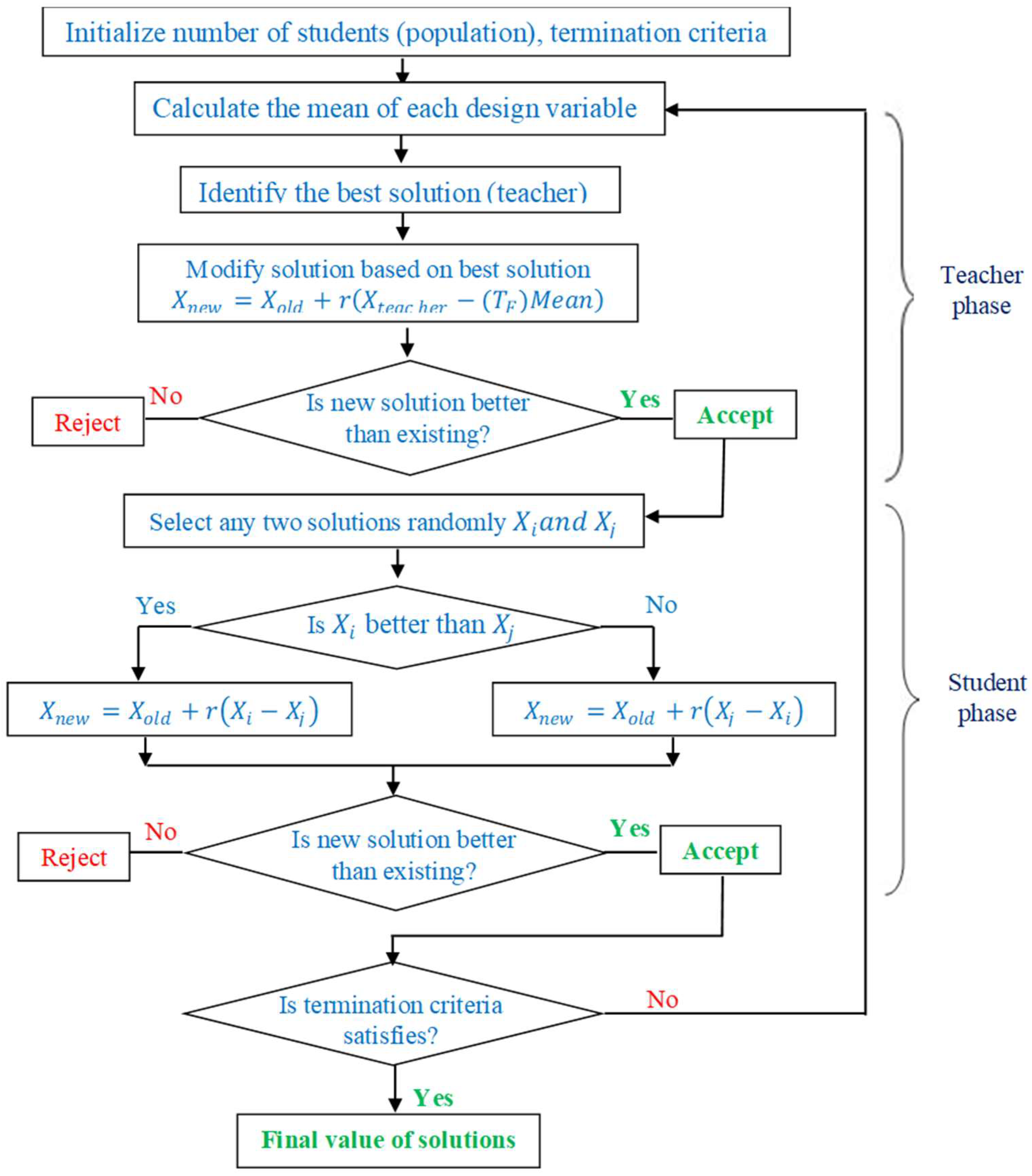
3.5. Optimization Using TLBO Technique
3.6. Comparison Study Near-Dry WEDM with Wet WEDM Process
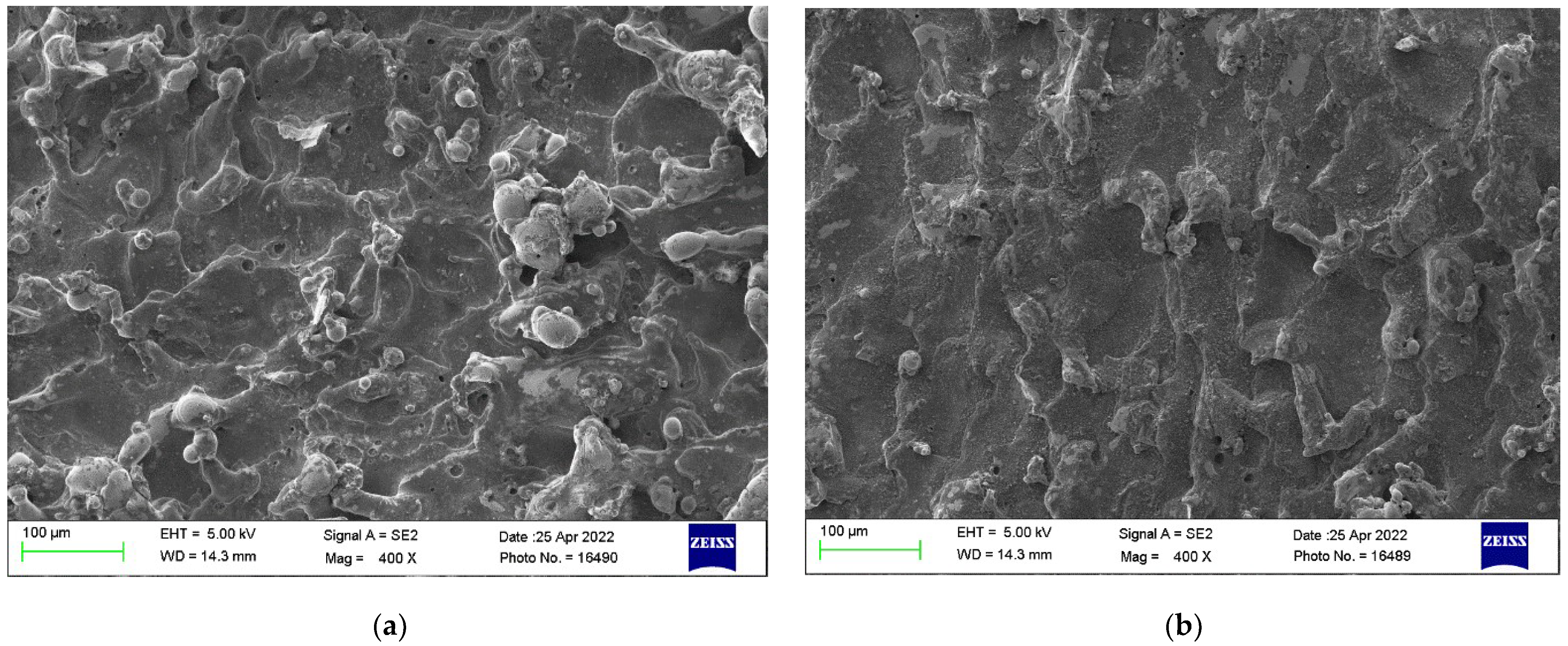
3.7. Surface Morphology of Near-Dry WEDM and Wet WEDM Process
4. Conclusions
- The mathematical non-linear regression equations obtained from experimental results were found to be effective for prediction of responses.
- ANOVA results depicted the statistical significance of the quadratic model for both responses MRR, and SR as the regression model term, linear model, square interaction, and 2-way interactions are all significant. A major contributor to deciding the response value of MRR was found to be Ton followed by Toff, and current, while for SR, the current was having a major contributing element followed by Ton and then Toff.
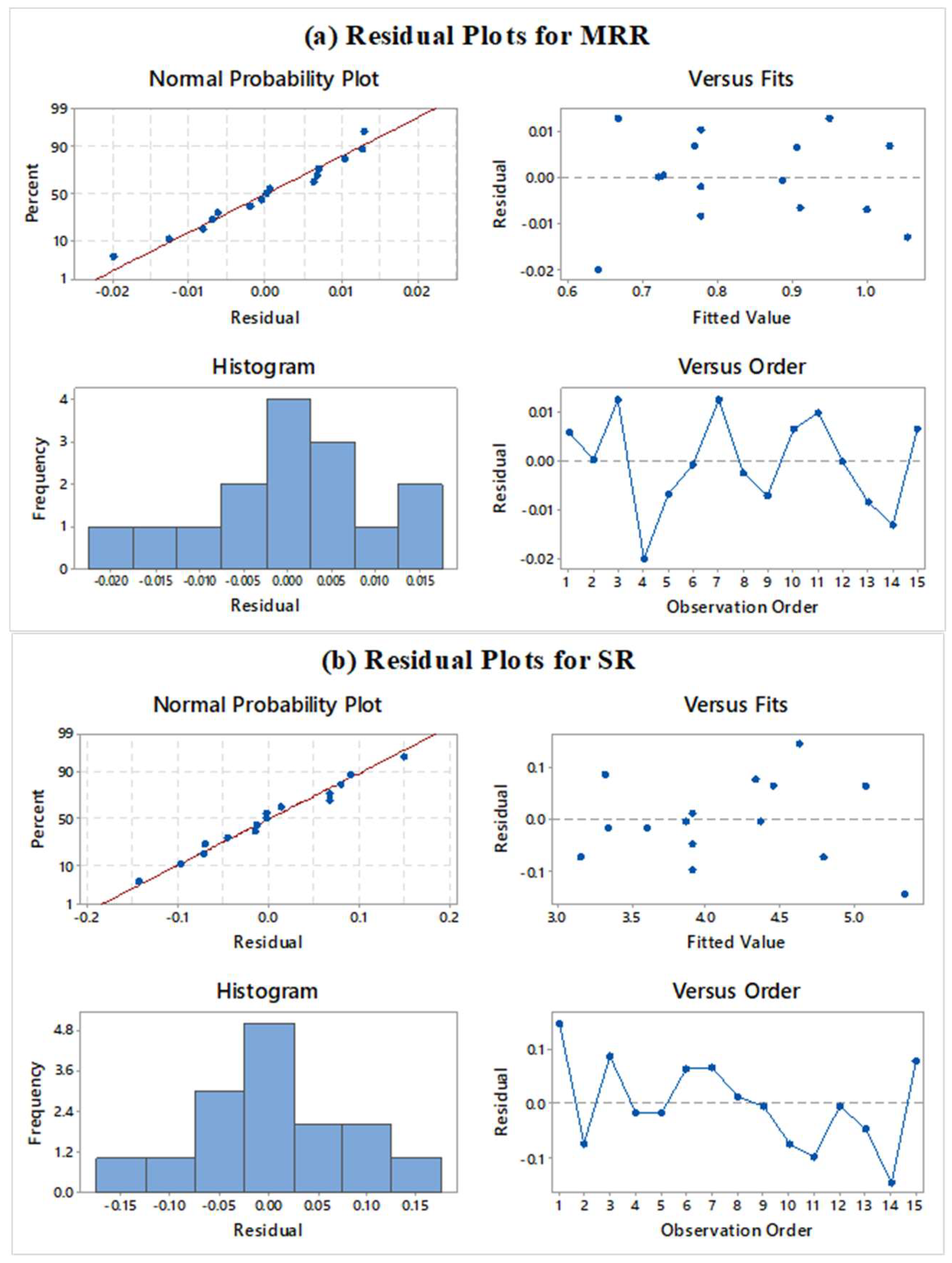
- R2 values closed to unity signified the adequacy and fitness of the MRR, and SR model. Non-significance of lack of fit for both MRR and SR has again signified the robustness and adequacy of the developed model. All four residual plots for MRR and SR have verified the good statistical analysis for ANOVA and the outcome of developed regression equations.
- TLBO algorithm has been executed for single-objective and multi-objective optimization of MRR, and SR. Single-response optimization has yielded a maximum MRR of 1.114 mm3/s at Ton of 95 µs, Toff of 9 µs, current of 6 A. Least SR was obtained at Ton of 35 µs, Toff of 27 µs, current of 2 A with the predicted value of 2.81 µm.
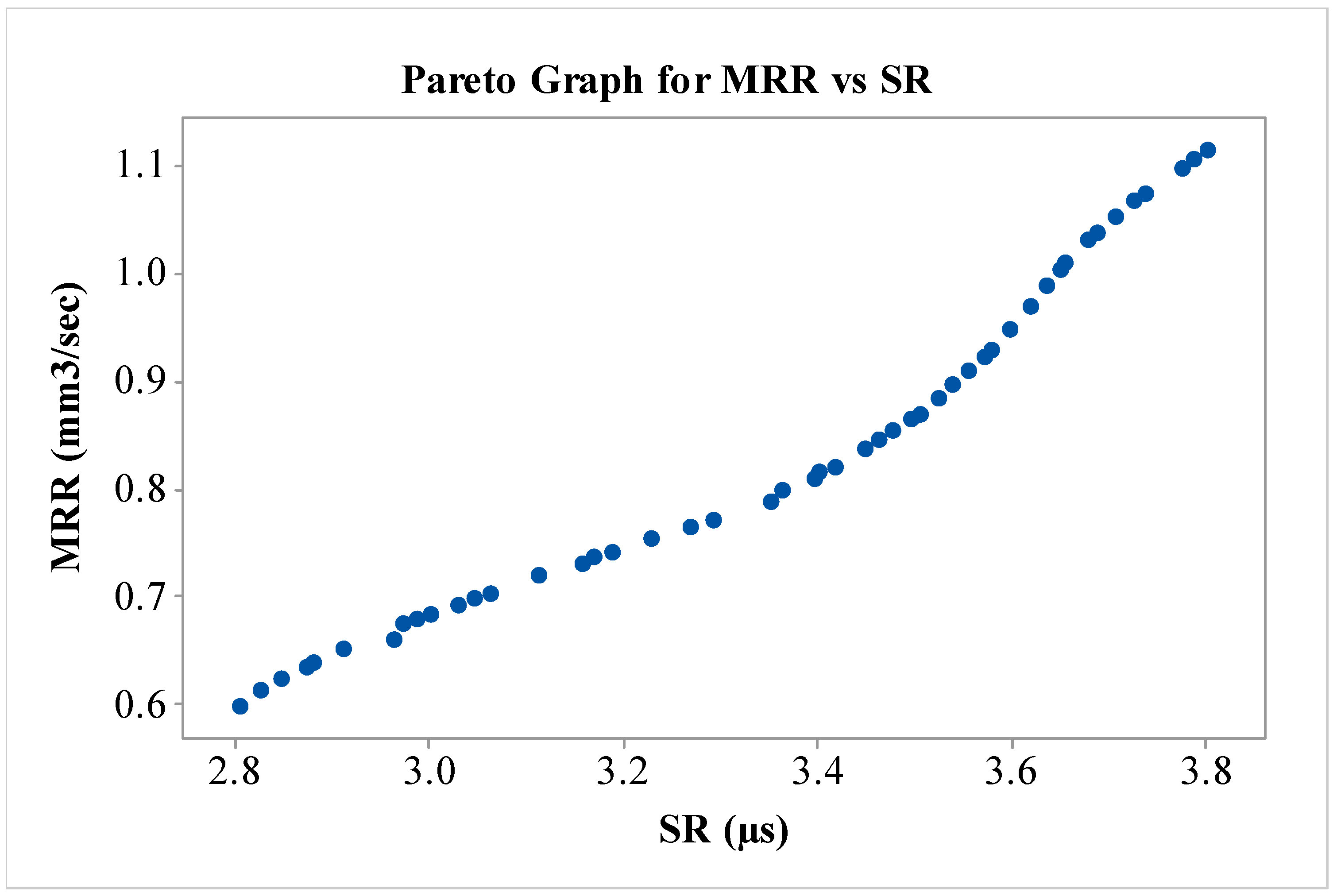
- Pareto fronts presented a trade-off between two conflicting objectives, and manufacturers can select any point on the front.
- The objective function for near-dry WEDM has yielded optimized values of MRR, and SR as 0.815 mm3/s, and 3.41 µm, respectively, at design variables of Ton of 71 µs, Toff of 20 µs, current of 2 A. Experimental results obtained from the wet-WEDM process have produced MRR, and SR of 0.761 mm3/s, and 5.63 µm, respectively.
- Near-dry WEDM process yielded a small reduction in MRR with an 8.94% decrease in comparison with wet-WEDM. However, the performance of SR has been substantially improved by 41.56%.
- SEM micrographs were used to study the surface morphology of obtained surfaces from near-dry WEDM and wet WEDM. Low viscosity, reduced thermal energy at IEG, and improved flushing of eroded material for air-mist mixture during NDWEDM has provided better surface morphology over the wet-WEDM process in terms of reduction in surface defects and better surface quality of nitinol SMA.
- Thus, for obtaining the better surface quality with reduced surface defects, near-dry WEDM process is largely suitable. Authors believes that current study will be useful for machining of nitinol SMA for acquiring good surface quality.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| ANOVA | Analysis of variance |
| BBD | Box–Behnken design |
| DF | Degree of freedom |
| DOE | Design of Experiments |
| EDM | Electrical Discharge Machining |
| IEG | Inter-electrode gap |
| MOTLBO | Multi-objective teaching–learning based optimization |
| MRR | Material removal rate (mm3/s) |
| NDEDM | Near dry electrical discharge machining |
| NDWEDM | Near dry wire electrical discharge machining |
| RSM | Response surface methodology |
| SEM | Scanning electron microscope |
| SMA | Shape memory alloy |
| SMAs | Shape memory alloys |
| SME | Shape memory effect |
| SR | Surface roughness (µm) |
| TEM | Transmission electron microscope |
| TLBO | Teaching–Learning based optimization |
| Ton | Pulse on time (µs) |
| Toff | Pulse off time (µs) |
| t | Time in seconds |
| WEDM | Wire electric discharge machine |
| ρ | Density in g/cm3 |
References
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Rajput, G.S.; Vora, J.; Prajapati, P.; Chaudhari, R. Areas of recent developments for shape memory alloy: A review. Mater. Today Proc. 2022, 15, 2152–2169. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Prabu, S.M.; Palani, I.; Patel, V.K.; Parikh, D. Pareto optimization of WEDM process parameters for machining a NiTi shape memory alloy using a combined approach of RSM and heat transfer search algorithm. Adv. Manuf. 2019, 9, 64–80. [Google Scholar] [CrossRef]
- Khanna, S.; Marathey, P.; Patel, R.; Paneliya, S.; Chaudhari, R.; Vora, J.; Ray, A.; Banerjee, R.; Mukhopadhyay, I. Unravelling camphor mediated synthesis of TiO2 nanorods over shape memory alloy for efficient energy harvesting. Appl. Surf. Sci. 2021, 541, 148489. [Google Scholar] [CrossRef]
- Liang, L.; Xu, M.; Chen, Y.; Zhang, T.; Tong, W.; Liu, H.; Wang, H.; Li, H. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 819, 141507. [Google Scholar] [CrossRef]
- Wang, Y.; Venezuela, J.; Dargusch, M. Biodegradable shape memory alloys: Progress and prospects. Biomaterials 2021, 279, 121215. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Parikh, D. A review on applications of nitinol shape memory alloy. Recent Adv. Mech. Infrastruct. Proc. ICRAM 2020, 123–132. [Google Scholar] [CrossRef]
- Manjaiah, M.; Narendranath, S.; Basavarajappa, S. Review on non-conventional machining of shape memory alloys. Trans. Nonferrous Met. Soc. China 2014, 24, 12–21. [Google Scholar] [CrossRef]
- Khanna, S.; Marathey, P.; Paneliya, S.; Vinchhi, P.; Chaudhari, R.; Vora, J. Fabrication of graphene/Titania nanograss composite on shape memory alloy as photoanodes for photoelectrochemical studies: Role of the graphene. Int. J. Hydrogen Energy 2022. [Google Scholar] [CrossRef]
- Velmurugan, C.; Senthilkumar, V.; Dinesh, S.; Arulkirubakaran, D. Machining of NiTi-shape memory alloys—A review. Mach. Sci. Technol. 2018, 22, 355–401. [Google Scholar] [CrossRef]
- Khanna, S.; Marathey, P.; Paneliya, S.; Chaudhari, R.; Vora, J. Fabrication of rutile–TiO2 nanowire on shape memory alloy: A potential material for energy storage application. Mater. Today Proc. 2021, 50, 11–16. [Google Scholar] [CrossRef]
- Bisaria, H.; Shandilya, P. Experimental studies on electrical discharge wire cutting of Ni-rich NiTi shape memory alloy. Mater. Manuf. Process. 2018, 33, 977–985. [Google Scholar] [CrossRef]
- Guo, Y.; Klink, A.; Fu, C.; Snyder, J. Machinability and surface integrity of Nitinol shape memory alloy. CIRP Ann. 2013, 62, 83–86. [Google Scholar] [CrossRef]
- Zhong, Y.; Xie, J.; Chen, Y.; Yin, L.; He, P.; Lu, W. Microstructure and mechanical properties of micro laser welding NiTiNb/Ti6Al4V dissimilar alloys lap joints with nickel interlayer. Mater. Lett. 2022, 306, 130896. [Google Scholar] [CrossRef]
- Vora, J.; Khanna, S.; Chaudhari, R.; Patel, V.K.; Paneliya, S.; Pimenov, D.Y.; Giasin, K.; Prakash, C. Machining parameter optimization and experimental investigations of nano-graphene mixed electrical discharge machining of nitinol shape memory alloy. J. Mater. Res. Technol. 2022, 19, 653–668. [Google Scholar] [CrossRef]
- Zadafiya, K.; Kumari, S.; Chattarjee, S.; Abhishek, K. Recent trends in non-traditional machining of shape memory alloys (SMAs): A review. CIRP J. Manuf. Sci. Technol. 2021, 32, 217–227. [Google Scholar] [CrossRef]
- Vora, J.; Jain, A.; Sheth, M.; Gajjar, K.; Abhishek, K.; Chaudhari, R. A Review on Machining Aspects of Shape Memory Alloys. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 449–458. [Google Scholar]
- Hassan, M.; Mehrpouya, M.; Dawood, S. Review of the machining difficulties of nickel-titanium based shape memory alloys. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2014; pp. 533–537. [Google Scholar]
- Khanna, S.; Patel, R.; Marathey, P.; Chaudari, R.; Vora, J.; Banerjee, R.; Ray, A.; Mukhopadhyay, I. Growth of titanium dioxide nanorod over shape memory material using chemical vapor deposition for energy conversion application. Mater. Today Proc. 2020, 28, 475–479. [Google Scholar] [CrossRef]
- Sharma, N.; Raj, T.; Jangra, K.K. Parameter optimization and experimental study on wire electrical discharge machining of porous Ni40Ti60 alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 956–970. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, K.; Hou, H.; Chen, L.-Q. Role of interfacial energy anisotropy in dendrite orientation in Al-Zn alloys: A phase field study. Mater. Des. 2022, 216, 110555. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Mani Prabu, S.; Palani, I.; Patel, V.K.; Parikh, D.; de Lacalle, L.N.L. Multi-response optimization of WEDM process parameters for machining of superelastic nitinol shape-memory alloy using a heat-transfer search algorithm. Materials 2019, 12, 1277. [Google Scholar] [CrossRef] [Green Version]
- Chaudhari, R.; Vora, J.J.; Patel, V.; López de Lacalle, L.; Parikh, D. Surface analysis of wire-electrical-discharge-machining-processed shape-memory alloys. Materials 2020, 13, 530. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rathi, P.; Ghiya, R.; Shah, H.; Srivastava, P.; Patel, S.; Chaudhari, R.; Vora, J. Multi-response Optimization of Ni55.8Ti Shape Memory Alloy Using Taguchi–Grey Relational Analysis Approach. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2020; pp. 13–23. [Google Scholar]
- Sheth, M.; Gajjar, K.; Jain, A.; Shah, V.; Patel, H.; Chaudhari, R.; Vora, J. Multi-objective optimization of inconel 718 using Combined approach of taguchi—Grey relational analysis. In Advances in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2021; pp. 229–235. [Google Scholar]
- Mandal, A.; Dixit, A.R.; Chattopadhyaya, S.; Paramanik, A.; Hloch, S.; Królczyk, G. Improvement of surface integrity of Nimonic C 263 super alloy produced by WEDM through various post-processing techniques. Int. J. Adv. Manuf. Technol. 2017, 93, 433–443. [Google Scholar] [CrossRef]
- Sen, B.; Hussain, S.A.I.; Gupta, A.D.; Gupta, M.K.; Pimenov, D.Y.; Mikołajczyk, T. Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters. Metals 2021, 11, 42. [Google Scholar] [CrossRef]
- Vakharia, V.; Vora, J.; Khanna, S.; Chaudhari, R.; Shah, M.; Pimenov, D.Y.; Giasin, K.; Prajapati, P.; Wojciechowski, S. Experimental investigations and prediction of WEDMed surface of Nitinol SMA using SinGAN and DenseNet deep learning model. J. Mater. Res. Technol. 2022, 18, 325–337. [Google Scholar] [CrossRef]
- Gupta, N.K.; Somani, N.; Prakash, C.; Singh, R.; Walia, A.S.; Singh, S.; Pruncu, C.I. Revealing the WEDM process parameters for the machining of pure and heat-treated titanium (Ti-6Al-4V) alloy. Materials 2021, 14, 2292. [Google Scholar] [CrossRef]
- Kulkarni, V.N.; Gaitonde, V.N.; Mallaiah, M.; Karnik, R.S.; Davim, J.P. Tool Wear Rate and Surface Integrity Studies in Wire Electric Discharge Machining of NiTiNOL Shape Memory Alloy Using Diffusion Annealed Coated Electrode Materials. Machines 2022, 10, 138. [Google Scholar] [CrossRef]
- Ulas, M.; Aydur, O.; Gurgenc, T.; Ozel, C. Surface roughness prediction of machined aluminum alloy with wire electrical discharge machining by different machine learning algorithms. J. Mater. Res. Technol. 2020, 9, 12512–12524. [Google Scholar] [CrossRef]
- Basak, A.; Pramanik, A.; Prakash, C.; Shankar, S.; Debnath, S. Understanding the Micro-Mechanical Behaviour of Recast Layer Formed during WEDM of Titanium Alloy. Metals 2022, 12, 188. [Google Scholar] [CrossRef]
- Kumar, N.A.; Babu, A.S.; Sathishkumar, N. Influence of near-dry ambiance on WEDM of Monel superalloy. Mater. Manuf. Processes 2021, 36, 827–835. [Google Scholar] [CrossRef]
- Boopathi, S. An extensive review on sustainable developments of dry and near-dry electrical discharge machining processes. J. Manuf. Sci. Eng. 2022, 144. [Google Scholar] [CrossRef]
- Dhakar, K.; Dvivedi, A. Parametric evaluation on near-dry electric discharge machining. Mater. Manuf. Processes 2016, 31, 413–421. [Google Scholar] [CrossRef]
- Kannan, E.; Youssef, T.; Sampath, B.; Sivapragasam, A. Influences of cryogenically treated work material on near-dry wire-cut electrical discharge machining process. Surf. Topogr. Metrol. Prop. 2022, 10, 015027. [Google Scholar] [CrossRef]
- Singh, N.K.; Pandey, P.M.; Singh, K.; Sharma, M.K. Steps towards green manufacturing through EDM process: A review. Cogent Eng. 2016, 3, 1272662. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.; Lacalle, L.; Khanna, S.; Patel, V.K.; Ayesta, I. Parametric Optimization and Effect of Nano-Graphene Mixed Dielectric Fluid on Performance of Wire Electrical Discharge Machining Process of Ni55.8Ti Shape Memory Alloy. Materials 2021, 14, 2533. [Google Scholar] [CrossRef]
- Lenin, N.; Sivakumar, M.; Selvakumar, G.; Rajamani, D.; Sivalingam, V.; Gupta, M.K.; Mikolajczyk, T.; Pimenov, D.Y. Optimization of Process Control Parameters for WEDM of Al-LM25/Fly Ash/B4C Hybrid Composites Using Evolutionary Algorithms: A Comparative Study. Metals 2021, 11, 1105. [Google Scholar] [CrossRef]
- Fuse, K.; Chaudhari, R.; Vora, J.; Patel, V.K.; de Lacalle, L.N.L. Multi-Response Optimization of Abrasive Waterjet Machining of Ti6Al4V Using Integrated Approach of Utilized Heat Transfer Search Algorithm and RSM. Materials 2021, 14, 7746. [Google Scholar] [CrossRef]
- Chaudhari, R.; Khanna, S.; Vora, J.; Patel, V.K.; Paneliya, S.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Experimental investigations and optimization of MWCNTs-mixed WEDM process parameters of nitinol shape memory alloy. J. Mater. Res. Technol. 2021, 15, 2152–2169. [Google Scholar] [CrossRef]
- Suresh, S.; Elango, N.; Venkatesan, K.; Lim, W.H.; Palanikumar, K.; Rajesh, S. Sustainable friction stir spot welding of 6061-T6 aluminium alloy using improved non-dominated sorting teaching learning algorithm. J. Mater. Res. Technol. 2020, 9, 11650–11674. [Google Scholar] [CrossRef]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Measurement of WEDM performance characteristics of aero-engine alloy using RSM-based TLBO algorithm. Measurement 2021, 179, 109483. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, X.; Song, J.; Chen, L. A modified teaching–learning-based optimization algorithm for solving optimization problem. Knowl. Based Syst. 2021, 212, 106599. [Google Scholar] [CrossRef]
- Li, Z.; Huang, J.; Wang, J.; Ding, M. Development and application of hybrid teaching-learning genetic algorithm in fuel reloading optimization. Prog. Nucl. Energy 2021, 139, 103856. [Google Scholar] [CrossRef]
- Liu, J.; Guo, Y.; Butler, T.; Weaver, M. Crystallography, compositions, and properties of white layer by wire electrical discharge machining of nitinol shape memory alloy. Mater. Des. 2016, 109, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Dhakar, K.; Chaudhary, K.; Dvivedi, A.; Bembalge, O. An environment-friendly and sustainable machining method: Near-dry EDM. Mater. Manuf. Process. 2019, 34, 1307–1315. [Google Scholar] [CrossRef]
- Kao, C.; Tao, J.; Shih, A.J. Near dry electrical discharge machining. Int. J. Mach. Tools Manuf. 2007, 47, 2273–2281. [Google Scholar] [CrossRef]
- Yu, Z.; Jun, T.; Masanori, K. Dry electrical discharge machining of cemented carbide. J. Mater. Process. Technol. 2004, 149, 353–357. [Google Scholar] [CrossRef]
- Boopathi, S.; Sivakumar, K. Experimental comparative study of near-dry wire-cut electrical discharge machining (WEDM). Eur. J. Sci. Res. 2012, 75, 472–481h. [Google Scholar]
- Gholipoor, A.; Baseri, H.; Shabgard, M.R. Investigation of near dry EDM compared with wet and dry EDM processes. J. Mech. Sci. Technol. 2015, 29, 2213–2218. [Google Scholar] [CrossRef]
- Boopathi, S.; Sivakumar, K. Experimental investigation and parameter optimization of near-dry wire-cut electrical discharge machining using multi-objective evolutionary algorithm. Int. J. Adv. Manuf. Technol. 2013, 67, 2639–2655. [Google Scholar] [CrossRef]
- Vora, J.; Patel, V.K.; Srinivasan, S.; Chaudhari, R.; Pimenov, D.Y.; Giasin, K.; Sharma, S. Optimization of Activated Tungsten Inert Gas Welding Process Parameters Using Heat Transfer Search Algorithm: With Experimental Validation Using Case Studies. Metals 2021, 11, 981. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Pramanik, A.; Parikh, D. Optimization of Parameters of Spark Erosion Based Processes. In Spark Erosion Machining; CRC Press: Boca Raton, FL, USA, 2020; pp. 190–216. [Google Scholar]
- Chaudhari, R.; Vora, J.; Parikh, D.; Wankhede, V.; Khanna, S. Multi-response Optimization of WEDM Parameters Using an Integrated Approach of RSM–GRA Analysis for Pure Titanium. J. Inst. Eng. Ser. D 2020, 101, 117–126. [Google Scholar] [CrossRef]
- Patel, V.K.; Savsani, V.J. A multi-objective improved teaching–learning based optimization algorithm (MO-ITLBO). Inf. Sci. 2016, 357, 182–200. [Google Scholar] [CrossRef]
- Chaudhari, R.; Prajapati, P.; Khanna, S.; Vora, J.; Patel, V.K.; Pimenov, D.Y.; Giasin, K. Multi-Response Optimization of Al2O3 Nanopowder-Mixed Wire Electrical Discharge Machining Process Parameters of Nitinol Shape Memory Alloy. Materials 2022, 15, 2018. [Google Scholar] [CrossRef] [PubMed]
- Wankhede, V.; Jagetiya, D.; Joshi, A.; Chaudhari, R. Experimental investigation of FDM process parameters using Taguchi analysis. Mater. Today Proc. 2020, 27, 2117–2120. [Google Scholar] [CrossRef]
- Chaurasia, A.; Wankhede, V.; Chaudhari, R. Experimental investigation of high-speed turning of INCONEL 718 using PVD-coated carbide tool under wet condition. In Innovations in Infrastructure; Springer: Berlin/Heidelberg, Germany, 2019; pp. 367–374. [Google Scholar]
- Vora, J.; Prajapati, N.; Patel, S.; Sheth, S.; Patel, A.; Khanna, S.; Ayesta, I.; Lacalle, L.; Chaudhari, R. Multi-response Optimization and Effect of Alumina Mixed with Dielectric Fluid on WEDM Process of Ti6Al4V. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 277–287. [Google Scholar]
- Al-Amin, M.; Abdul-Rani, A.M.; Ahmed, R.; Shahid, M.U.; Zohura, F.T.; Abd Rani, M.D.B. Multi-objective optimization of process variables for MWCNT-added electro-discharge machining of 316L steel. Int. J. Adv. Manuf. Technol. 2021, 115, 179–198. [Google Scholar] [CrossRef]
- Kanlayasiri, K.; Boonmung, S. Effects of wire-EDM machining variables on surface roughness of newly developed DC 53 die steel: Design of experiments and regression model. J. Mater. Process. Technol. 2007, 192, 459–464. [Google Scholar] [CrossRef]
- Vora, J.; Parikh, N.; Chaudhari, R.; Patel, V.K.; Paramar, H.; Pimenov, D.Y.; Giasin, K. Optimization of Bead Morphology for GMAW-Based Wire-Arc Additive Manufacturing of 2.25 Cr-1.0 Mo Steel Using Metal-Cored Wires. Appl. Sci. 2022, 12, 5060. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V.; Gogia, A. Effect of wire-EDM machining parameters on surface roughness and material removal rate of high strength armor steel. Mater. Manuf. Process. 2013, 28, 364–368. [Google Scholar] [CrossRef]
- Vora, J.; Chaudhari, R.; Patel, C.; Pimenov, D.Y.; Patel, V.K.; Giasin, K.; Sharma, S. Experimental Investigations and Pareto Optimization of Fiber Laser Cutting Process of Ti6Al4V. Metals 2021, 11, 1461. [Google Scholar] [CrossRef]
- Joshi, A.Y.; Banker, V.J.; Patel, K.K.; Patel, K.S.; Joshi, D.M.; Purohit, M.R. Experimental Investigation in Wire Cut EDM of Inconel 718 Superalloy. In Recent Advances in Manufacturing Processes and Systems; Springer: Berlin/Heidelberg, Germany, 2022; pp. 445–455. [Google Scholar]
- Majumder, H.; Maity, K. Application of GRNN and multivariate hybrid approach to predict and optimize WEDM responses for Ni-Ti shape memory alloy. Appl. Soft Comput. 2018, 70, 665–679. [Google Scholar] [CrossRef]
- Singh, N.K.; Singh, Y.; Sharma, A.; Singla, A.; Negi, P. An environmental-friendly electrical discharge machining using different sustainable techniques: A review. Adv. Mater. Process. Technol. 2021, 7, 537–566. [Google Scholar] [CrossRef]
- Kulkarni, A.A. Comparative Analysis of Dry-EDM and Conventional EDM in machining of Hastelloy. Turk. J. Comput. Math. Educ. 2021, 12, 3538–3543. [Google Scholar]
- Chaudhari, R.; Shah, H.; Ayesta, I.; Lacalle, L.; Vora, J. Experimental Investigations and Optimization of WEDM Parameters Using Taguchi Analysis of Pure Titanium. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 349–358. [Google Scholar]
- Yadav, V.K.; Singh, R.; Kumar, P.; Dvivedi, A. Performance enhancement of rotary tool near-dry EDM process through tool modification. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–16. [Google Scholar] [CrossRef]
- Chaudhari, R.; Patel, H.; Sheth, M.; Prajapati, N.; Fuse, K.; Abhishek, K.; Vora, J. Effect of Different Tool Electrodes (Wire) of WEDM Process of Inconel 718. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 317–327. [Google Scholar]
- Chaudhari, R.; Sheth, M.; Patel, H.; Fuse, K.; Ayesta, I.; Lacalle, L.; Vora, J. Multi-response Optimization of Alumina Powder-Mixed WEDM Process Using Taguchi-TOPSIS Approach of Nitinol SMA. In Recent Advances in Mechanical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2022; pp. 359–367. [Google Scholar]
- Boopathi, S.; Myilsamy, S. Material removal rate and surface roughness study on Near-dry wire electrical discharge Machining process. Mater. Today Proc. 2021, 45, 8149–8156. [Google Scholar] [CrossRef]
- Khundrakpam, N.S.; Brar, G.S.; Deepak, D. Grey-Taguchi optimization of near dry EDM process parameters on the surface roughness. Mater. Today Proc. 2018, 5, 4445–4451. [Google Scholar] [CrossRef]
- Çakıroğlu, R.; Günay, M. Comprehensive analysis of material removal rate, tool wear and surface roughness in electrical discharge turning of L2 tool steel. J. Mater. Res. Technol. 2020, 9, 7305–7317. [Google Scholar] [CrossRef]
- Bai, X.; Zhang, Q.-H.; Yang, T.-Y.; Zhang, J.-H. Research on material removal rate of powder mixed near dry electrical discharge machining. Int. J. Adv. Manuf. Technol. 2013, 68, 1757–1766. [Google Scholar] [CrossRef]
- Gupta, A.; Dwivedi, V. Analysis of Output Parameters of EDM: A Review. Adv. Mech. Mater. Technol. 2022, 825–839. [Google Scholar] [CrossRef]
- Farooq, M.U.; Ali, M.A.; He, Y.; Khan, A.M.; Pruncu, C.I.; Kashif, M.; Ahmed, N.; Asif, N. Curved profiles machining of Ti6Al4V alloy through WEDM: Investigations on geometrical errors. J. Mater. Res. Technol. 2020, 9, 16186–16201. [Google Scholar] [CrossRef]
- Fuse, K.; Dalsaniya, A.; Modi, D.; Vora, J.; Pimenov, D.Y.; Giasin, K.; Prajapati, P.; Chaudhari, R.; Wojciechowski, S. Integration of Fuzzy AHP and Fuzzy TOPSIS Methods for Wire Electric Discharge Machining of Titanium (Ti6Al4V) Alloy Using RSM. Materials 2021, 14, 7408. [Google Scholar] [CrossRef]
- Li, Z.; Liu, Y.; Cao, B.; Li, W. Modeling of material removal morphology and prediction of surface roughness based on WEDM successive discharges. Int. J. Adv. Manuf. Technol. 2022, 120, 2015–2029. [Google Scholar] [CrossRef]
- Han, F.; Jiang, J.; Yu, D. Influence of discharge current on machined surfaces by thermo-analysis in finish cut of WEDM. Int. J. Mach. Tools Manuf. 2007, 47, 1187–1196. [Google Scholar] [CrossRef]
- Han, F.; Jiang, J.; Yu, D. Influence of machining parameters on surface roughness in finish cut of WEDM. Int. J. Adv. Manuf. Technol. 2007, 34, 538–546. [Google Scholar] [CrossRef]
- Jia, Y.; Kim, B.; Hu, D.; Ni, J. Parametric study on near-dry wire electrodischarge machining of polycrystalline diamond-coated tungsten carbide material. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 185–193. [Google Scholar] [CrossRef]
- Tao, J.; Shih, A.J.; Ni, J. Near-dry EDM milling of mirror-like surface finish. Int. J. Electr. Mach. 2008, 13, 29–33. [Google Scholar] [CrossRef]
- Yadav, V.K.; Kumar, P.; Dvivedi, A. Investigations on rotary tool near-dry electric discharge machining. In Applications of Process Engineering Principles in Materials Processing, Energy and Environmental Technologies; Springer: Berlin/Heidelberg, Germany, 2017; pp. 327–334. [Google Scholar]
- Soni, H.; Mr, R. Experimental investigation on effects of wire electro discharge machining of Ti50Ni45Co5 shape memory alloys. Silicon 2018, 10, 2483–2490. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.J.; Patel, V.; Lacalle, L.; Parikh, D. Effect of WEDM Process Parameters on Surface Morphology of Nitinol Shape Memory Alloy. Materials 2020, 13, 4943. [Google Scholar] [CrossRef]
- Dhakar, K.; Dvivedi, A.; Dhiman, A. Experimental investigation on effects of dielectric mediums in near-dry electric discharge machining. J. Mech. Sci. Technol. 2016, 30, 2179–2185. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run Order | Ton (µs) | Toff (µs) | Current (A) | MRR (mm3/s) | SR (µm) |
|---|---|---|---|---|---|
| 1 | 65 | 27 | 6 | 0.91295 | 4.77 |
| 2 | 65 | 27 | 2 | 0.73005 | 3.08 |
| 3 | 35 | 18 | 2 | 0.68045 | 3.41 |
| 4 | 35 | 27 | 4 | 0.62155 | 3.32 |
| 5 | 65 | 9 | 2 | 0.90365 | 3.59 |
| 6 | 65 | 9 | 6 | 0.88660 | 5.14 |
| 7 | 95 | 27 | 4 | 0.96255 | 4.52 |
| 8 | 65 | 18 | 4 | 0.77655 | 3.92 |
| 9 | 95 | 18 | 2 | 0.99355 | 3.86 |
| 10 | 35 | 18 | 6 | 0.77655 | 4.72 |
| 11 | 65 | 18 | 4 | 0.78895 | 3.81 |
| 12 | 35 | 9 | 4 | 0.72230 | 4.36 |
| 13 | 65 | 18 | 4 | 0.77035 | 3.86 |
| 14 | 95 | 18 | 6 | 1.04005 | 5.19 |
| 15 | 95 | 9 | 4 | 1.03695 | 4.41 |
| Source | DF | SS | MS | F | P | Significance |
|---|---|---|---|---|---|---|
| Model | 8 | 0.242278 | 0.030285 | 139.89 | 0.000 | # |
| Linear | 3 | 0.214690 | 0.071563 | 330.56 | 0.000 | # |
| Ton | 1 | 0.189805 | 0.189805 | 876.73 | 0.000 | # |
| Toff | 1 | 0.012993 | 0.012993 | 60.01 | 0.000 | # |
| Current | 1 | 0.011893 | 0.011893 | 54.93 | 0.000 | # |
| Square | 3 | 0.016978 | 0.005659 | 26.14 | 0.001 | # |
| Ton × Ton | 1 | 0.004727 | 0.004727 | 21.83 | 0.003 | # |
| Toff × Toff | 1 | 0.001698 | 0.001698 | 7.84 | 0.031 | # |
| Current × Current | 1 | 0.012530 | 0.012530 | 57.88 | 0.000 | # |
| 2-Way Interaction | 2 | 0.010610 | 0.005305 | 24.50 | 0.001 | # |
| Ton × Current | 1 | 0.000615 | 0.000615 | 2.84 | 0.143 | * |
| Toff × Current | 1 | 0.009995 | 0.009995 | 46.17 | 0.000 | # |
| Error | 6 | 0.001299 | 0.000216 | # | ||
| Lack of fit | 4 | 0.001120 | 0.000280 | 3.12 | 0.257 | * |
| Pure error | 2 | 0.000179 | 0.000090 | |||
| Total | 14 | 0.243577 |
| Source | DF | SS | MS | F | P | Significance |
|---|---|---|---|---|---|---|
| Model | 6 | 5.95782 | 0.99297 | 90.40 | 0.000 | # |
| Linear | 3 | 5.31992 | 1.77331 | 161.45 | 0.000 | # |
| Ton | 1 | 0.58861 | 0.58861 | 53.59 | 0.000 | # |
| Toff | 1 | 0.40951 | 0.40951 | 37.28 | 0.000 | # |
| Current | 1 | 4.32180 | 4.32180 | 393.48 | 0.000 | # |
| Square | 2 | 0.30727 | 0.15364 | 13.99 | 0.002 | # |
| Ton × Ton | 1 | 0.17047 | 0.17047 | 15.52 | 0.004 | # |
| Current × Current | 1 | 0.15874 | 0.15874 | 14.45 | 0.005 | # |
| 2-Way Interaction | 1 | 0.33063 | 0.33063 | 30.10 | 0.001 | # |
| Ton × Toff | 1 | 0.33063 | 0.33063 | 30.10 | 0.001 | # |
| Error | 8 | 0.08787 | 0.01098 | # | ||
| Lack of fit | 6 | 0.08180 | 0.01363 | 4.49 | 0.193 | * |
| Pure error | 2 | 0.00607 | 0.00303 | |||
| Total | 14 | 6.04569 |
| Criteria | Design Variables | Predicted Results | Experimental Results | % Deviation | |||||
|---|---|---|---|---|---|---|---|---|---|
| Ton | Toff | Current | MRR | SR | MRR | SR | MRR | SR | |
| Maximization of MRR | 95 | 9 | 2 | 1.114 | 3.80 | 1.119 | 3.69 | 4.55 | 2.98 |
| Minimization of SR | 35 | 27 | 2 | 0.599 | 2.81 | 0.608 | 2.85 | 1.54 | 1.75 |
| Sr. No. | Ton (µs) | Toff (µs) | Current (A) | MRR (mm3/s) | SR (µm) |
|---|---|---|---|---|---|
| 1 | 35 | 27 | 2 | 0.599 | 2.80 |
| 2 | 95 | 9 | 2 | 1.114 | 3.80 |
| 3 | 93 | 9 | 2 | 1.098 | 3.78 |
| 4 | 90 | 9 | 2 | 1.075 | 3.74 |
| 5 | 76 | 11 | 2 | 0.948 | 3.60 |
| 6 | 78 | 9 | 2 | 0.990 | 3.64 |
| 7 | 87 | 9 | 2 | 1.053 | 3.71 |
| 8 | 42 | 27 | 2 | 0.623 | 2.85 |
| 9 | 39 | 27 | 2 | 0.612 | 2.83 |
| 10 | 64 | 26 | 2 | 0.730 | 3.16 |
| 11 | 84 | 9 | 2 | 1.031 | 3.68 |
| 12 | 71 | 22 | 2 | 0.798 | 3.36 |
| 13 | 81 | 9 | 2 | 1.010 | 3.66 |
| 14 | 74 | 13 | 2 | 0.909 | 3.56 |
| 15 | 75 | 12 | 2 | 0.929 | 3.58 |
| 16 | 77 | 10 | 2 | 0.969 | 3.62 |
| 17 | 49 | 27 | 2 | 0.651 | 2.91 |
| 18 | 58 | 27 | 2 | 0.693 | 3.03 |
| 19 | 46 | 27 | 2 | 0.639 | 2.88 |
| 20 | 56 | 27 | 2 | 0.683 | 3.00 |
| 21 | 71 | 16 | 2 | 0.855 | 3.48 |
| 22 | 67 | 18 | 2 | 0.810 | 3.40 |
| 23 | 85 | 9 | 2 | 1.038 | 3.69 |
| 24 | 74 | 15 | 2 | 0.885 | 3.52 |
| 25 | 45 | 27 | 2 | 0.635 | 2.87 |
| 26 | 50 | 26 | 2 | 0.661 | 2.97 |
| 27 | 69 | 27 | 2 | 0.753 | 3.23 |
| 28 | 73 | 18 | 2 | 0.846 | 3.46 |
| 29 | 67 | 27 | 2 | 0.742 | 3.19 |
| 30 | 75 | 17 | 2 | 0.869 | 3.51 |
| 31 | 72 | 13 | 2 | 0.897 | 3.54 |
| 32 | 74 | 12 | 2 | 0.922 | 3.57 |
| 33 | 80 | 9 | 2 | 1.003 | 3.65 |
| 34 | 94 | 9 | 2 | 1.106 | 3.79 |
| 35 | 71 | 27 | 2 | 0.765 | 3.27 |
| 36 | 54 | 27 | 2 | 0.674 | 2.97 |
| 37 | 63 | 27 | 2 | 0.719 | 3.11 |
| 38 | 67 | 17 | 2 | 0.821 | 3.42 |
| 39 | 60 | 27 | 2 | 0.703 | 3.06 |
| 40 | 66 | 27 | 2 | 0.736 | 3.17 |
| 41 | 59 | 27 | 2 | 0.698 | 3.05 |
| 42 | 74 | 26 | 2 | 0.789 | 3.35 |
| 43 | 70 | 17 | 2 | 0.838 | 3.45 |
| 44 | 55 | 27 | 2 | 0.679 | 2.99 |
| 45 | 71 | 15 | 2 | 0.866 | 3.50 |
| 46 | 71 | 20 | 2 | 0.815 | 3.41 |
| 47 | 72 | 27 | 2 | 0.771 | 3.29 |
| 48 | 89 | 9 | 2 | 1.068 | 3.73 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaudhari, R.; Kevalramani, A.; Vora, J.; Khanna, S.; Patel, V.K.; Pimenov, D.Y.; Giasin, K. Parametric Optimization and Influence of Near-Dry WEDM Variables on Nitinol Shape Memory Alloy. Micromachines 2022, 13, 1026. https://0-doi-org.brum.beds.ac.uk/10.3390/mi13071026
Chaudhari R, Kevalramani A, Vora J, Khanna S, Patel VK, Pimenov DY, Giasin K. Parametric Optimization and Influence of Near-Dry WEDM Variables on Nitinol Shape Memory Alloy. Micromachines. 2022; 13(7):1026. https://0-doi-org.brum.beds.ac.uk/10.3390/mi13071026
Chicago/Turabian StyleChaudhari, Rakesh, Aniket Kevalramani, Jay Vora, Sakshum Khanna, Vivek K. Patel, Danil Yurievich Pimenov, and Khaled Giasin. 2022. "Parametric Optimization and Influence of Near-Dry WEDM Variables on Nitinol Shape Memory Alloy" Micromachines 13, no. 7: 1026. https://0-doi-org.brum.beds.ac.uk/10.3390/mi13071026