
Methanol Mitigation during Manufacturing of Fruit Spirits with Special Consideration of Novel Coffee Cherry Spirits


 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Toxicity of Methanol in Alcoholic Beverages
4. Factors Influencing the Methanol Content of Fruit Spirits
4.1. Raw Materials, Mash Preparation and Fermentation
4.1.1. Quality and Treatment of Raw Materials
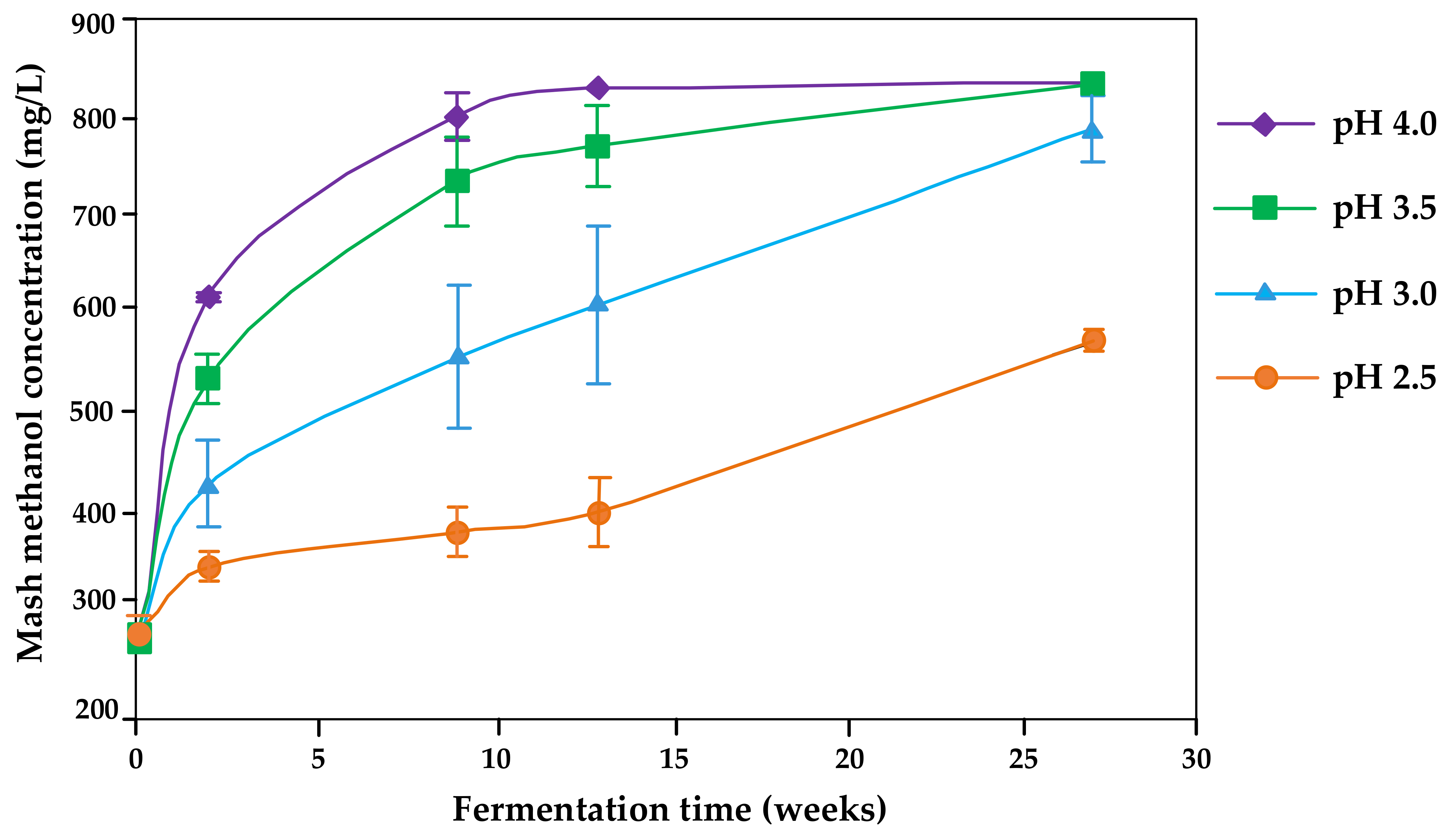
4.1.2. Inhibition of Pectin Methylesterase by Acidification of Mash
4.1.3. Inhibition of Pectin Methylesterase by Sterilization of Mash
4.1.4. Inhibition and Substitution of Pectin Methylesterase by Certain Additives
4.1.5. Selection of Yeast Strains and Fermentation
4.1.6. Fermentation Conditions
4.2. Storage of Fermented Mash before Distillation
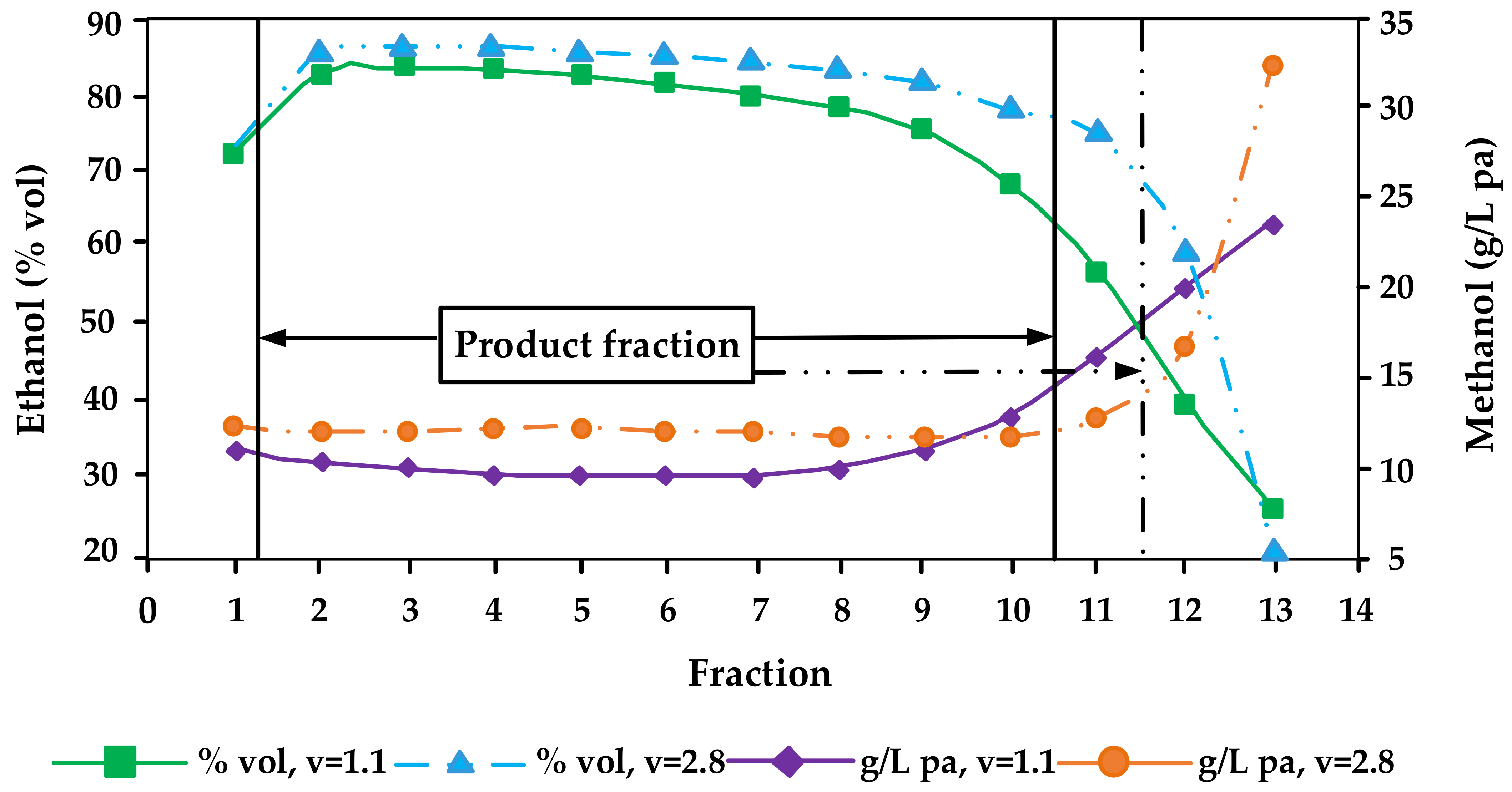
4.3. Distillation Method and Conditions
4.3.1. Methanol Reduction during Pot Still Distillation
- Perform double distillation: it is always advisable to carry out two subsequent distillations with regard to methanol separation
- Increase separation efficiency: The methanol separation can be increased by a simple optional parallel connection of a conventional spirits tube and a more separation-efficient column. If possible, this column should be at least partially cooled at the top to increase internal reflux and thus separation efficiency.
- Cooling at the head: When use of an additional column is not feasible, partial cooling of the spirits tube at the beginning of the second distillation can also increase the internal reflux and thus increase the separation efficiency.
4.3.2. Methanol Reduction during Large-Scale Distillation
4.4. Storage of Distillate after Fermentation
5. Discussion
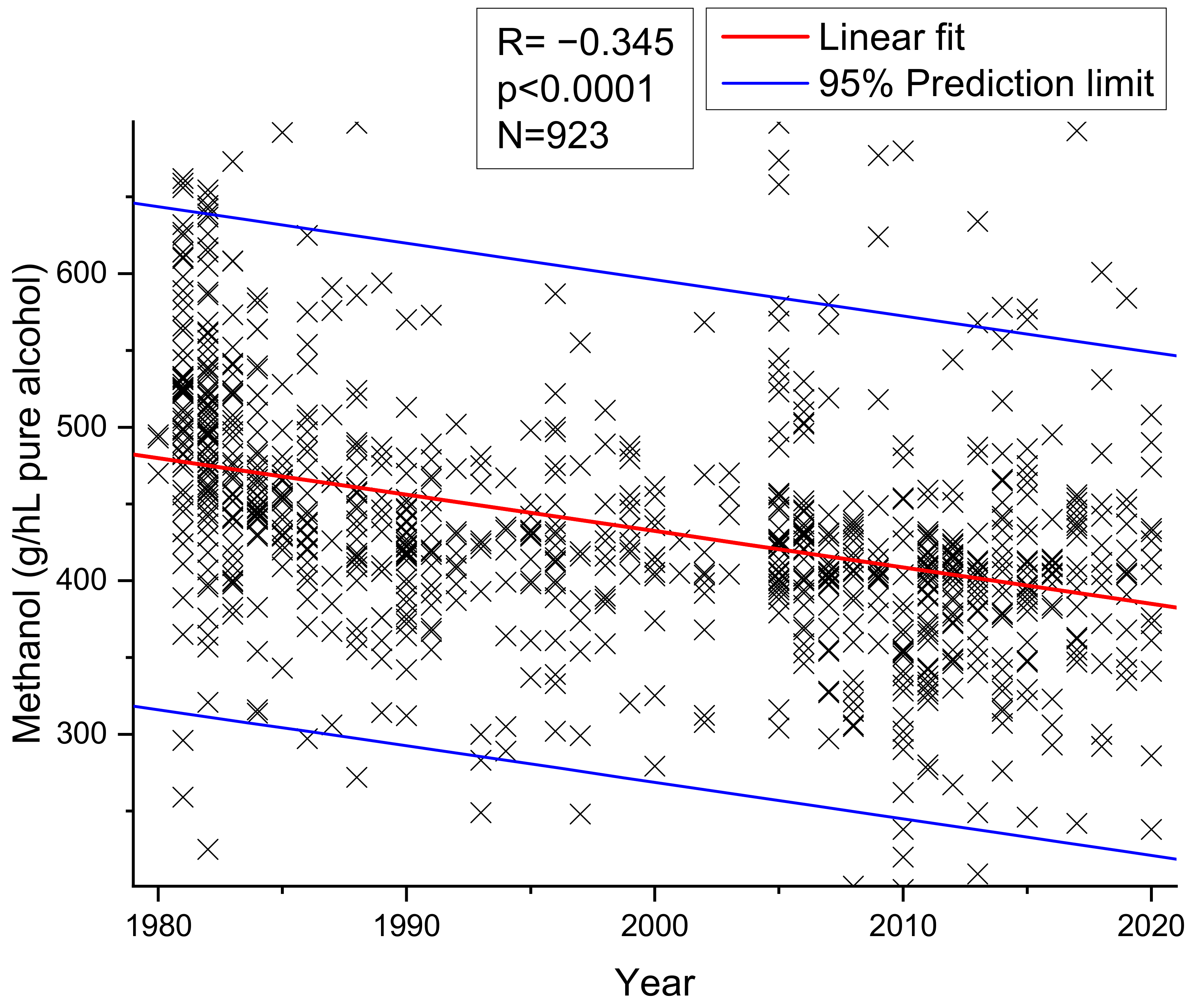
5.1. Good Manufacturing Practice for Methanol Reduction Leading to Decreased Levels in Commercial Products
- Adjust the mash pH before fermentation to pH 2.5–3.0
- Short fermentation using inoculation with yeasts followed by immediate distillation
- Do not recycle the tailings
5.2. Coffee Spirits—A Special Case for Methanol Mitigation

{kind=link}
{kind=link}
{kind=link}
| Raw Material | Methanol Content | Compliance with EU Regulation for Fruit Spirits 1 | References |
|---|---|---|---|
| Coffee cherry | 2600 ± 400 g/hL pa | no 2 | [15] |
| Coffee cherry + 5% sugar | 573–684 g/hL pa | no 3 | [84] |
| Coffee cherry husk | 7–11% | (non-food product) | [83] |
| Coffee pulp mixed with coffee wastewater (1:10) | 40–128 μg/L (in mash) | (no distillation conducted) 4 | [74] |
| Spent coffee grounds + 18% sugar | 11 ± 3 mg/L (44 ± 12 g/hL pa 5) | no 4 | [86] |
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lachenmeier, D.W.; Musshoff, F. Volatile congeners in alcoholic beverages. Retrospective trends, batch comparisons and current concentration ranges. Rechtsmed 2004, 14, 454–462. [Google Scholar] [CrossRef]
- Paine, A.J.; Dayan, A.D. Defining a tolerable concentration of methanol in alcoholic drinks. Hum. Exp. Toxicol. 2001, 20, 563–568. [Google Scholar] [CrossRef]
- Lachenmeier, D.W.; Rehm, J.; Gmel, G. Surrogate alcohol: What do we know and where do we go? Alcohol. Clin. Exp. Res. 2007, 31, 1613–1624. [Google Scholar] [CrossRef]
- Botelho, G.; Anjos, O.; Estevinho, L.M.; Caldeira, I. Methanol in grape derived, fruit and honey spirits: A critical review on source, quality control, and legal limits. Processes 2020, 8, 1609. [Google Scholar] [CrossRef]
- Bindler, F.; Voges, E.; Laugel, P. The problem of methanol concentration admissible in distilled fruit spirits. Food Addit. Contam. 1988, 5, 343–351. [Google Scholar] [CrossRef] [PubMed]
- Belackova, V.; Janikova, B.; Vacek, J.; Fidesova, H.; Miovsky, M. “It can’t happen to me”: Alcohol drinkers on the 2012 outbreak of methanol poisonings and the subsequent prohibition in the Czech Republic. Nord. Stud. Alcohol Drugs 2017, 34, 385–399. [Google Scholar] [CrossRef] [PubMed]
- Neufeld, M.; Lachenmeier, D.; Hausler, T.; Rehm, J. Surrogate alcohol containing methanol, social deprivation and public health in Novosibirsk, Russia. Int. J. Drug Policy 2016, 37, 107–110. [Google Scholar] [CrossRef]
- Davis, L.E.; Hudson, D.; Benson, B.E.; Jones Easom, L.A.; Coleman, J.K. Methanol poisoning exposures in the United States: 1993–1998. J. Toxicol. Clin. Toxicol. 2002, 40, 499–505. [Google Scholar] [CrossRef]
- Okaru, A.O.; Rehm, J.; Sommerfeld, K.; Kuballa, T.; Walch, S.G.; Lachenmeier, D.W. The threat to quality of alcoholic beverages by unrecorded consumption. In Alcoholic Beverages. Volume 7: The Science of Beverages; Grumezescu, A.M., Holban, A.M., Eds.; Woodhead Publishing: Cambridge, MA, USA, 2019; pp. 1–34. [Google Scholar] [CrossRef]
- Neufeld, M.; Lachenmeier, D.W.; Ferreira-Borges, C.; Rehm, J. Is alcohol an “essential good” during COVID-19? Yes, but only as a disinfectant! Alcohol. Clin. Exp. Res. 2020, 44, 1906–1909. [Google Scholar] [CrossRef]
- Lachenmeier, D.W.; Neufeld, M.; Rehm, J. The impact of unrecorded alcohol use on health: What do we know in 2020? J. Stud. Alcohol Drugs 2021, 82, 28–41. [Google Scholar] [CrossRef]
- Haffner, H.T.; Graw, M.; Besserer, K.; Blickle, U.; Henssge, C. Endogenous methanol: Variability in concentration and rate of production. Evidence of a deep compartment? Forensic Sci. Int. 1996, 79, 145–154. [Google Scholar] [CrossRef]
- Lindinger, W.; Taucher, J.; Jordan, A.; Hansel, A.; Vogel, W. Endogenous production of methanol after the consumption of fruit. Alcohol. Clin. Exp. Res. 1997, 21, 939–943. [Google Scholar] [CrossRef] [PubMed]
- Spaho, N. Distillation techniques in the fruit spirits production. In Distillation—Innovative Applications and Modeling; Mendes, M., Ed.; InTechOpen Limited: London, UK, 2017. [Google Scholar] [CrossRef] [Green Version]
- Einfalt, D.; Meissner, K.; Kurz, L.; Intani, K.; Müller, J. Fruit spirit production from coffee cherries—Process analysis and sensory evaluation. Beverages 2020, 6, 57. [Google Scholar] [CrossRef]
- Krapfenbauer, G.; Sämann, H.; Karner, M.; Gössinger, M. Effect of several paramters of harvesting and processing of fruit mashes on the methanol content and the sensory profile of distillates. Mitt. Klosterneuburg 2007, 57, 94–107. (In German) [Google Scholar]
- Zhang, H.; Woodams, E.E.; Hang, Y.D. Influence of pectinase treatment on fruit spirits from apple mash, juice and pomace. Process Biochem. 2011, 46, 1909–1913. [Google Scholar] [CrossRef]
- Hang, Y.D.; Woodams, E.E. Influence of apple cultivar and juice pasteurization on hard cider and eau-de-vie methanol content. Bioresour. Technol. 2010, 101, 1396–1398. [Google Scholar] [CrossRef]
- Tuszynski, T. Changes in the degree of pectin demethylation during fermentation of fruit musts. Nahrung 1989, 33, 183–189. [Google Scholar] [CrossRef]
- Scherübel, P. The Mystery of Methanol. A Constant Companion in Fruit Brandy? Technische Universität Graz: Graz, Austria, 2018. (In German) [Google Scholar]
- Pieper, H.J.; Bruchmann, E.-E.; Kolb, E. Technologie der Obstbrennerei; Ulmer: Stuttgart, Germany, 1993. [Google Scholar]
- Xia, Y.; Ma, Y.; Hou, L.; Wang, J. Studies of boil treatment on methanol control and pilot factory test of jujube brandy. Int. J. Food Eng. 2017, 13, 20160095. [Google Scholar] [CrossRef]
- European Parliament and Council. Regulation (EU) 2019/787 of the European Parliament and of the Council of 17 April 2019 on the Definition, Description, Presentation and Labelling of Spirit Drinks, the Use of the Names of Spirit Drinks in the Presentation and Labelling of Other Foodstuffs, the Protection of Geographical Indications for Spirit Drinks, the Use of Ethyl alcohol and Distillates of Agricultural Origin in Alcoholic Beverages, and Repealing Regulation (EC) No 110/2008. Off. J. Europ. Union 2019, L130, 1–54. [Google Scholar]
- Lachenmeier, D.W.; Schoeberl, K.; Kanteres, F.; Kuballa, T.; Sohnius, E.-M.; Rehm, J. Is contaminated alcohol a health problem in the European Union? A review of existing and methodological outline for future studies. Addiction 2011, 106 (Suppl. 1), 20–30. [Google Scholar] [CrossRef]
- Gössinger, M. Influence of Processing Methods on the Methanol Content in Fruit Distillates. 2003. Available online: https://www.dafne.at/dafne_plus_homepage/index.php?section=dafneplus&content=result&come_from=homepage&&project_id=975&page=51&limit=20: (accessed on 17 February 2021). (In German).
- Gössinger, M.; Krapfenbauer, G.; Sämann, H.; Brandes, W.; Karner, M.; Hick, S.; Neururer, T. Tips for the distiller: Methanol. Kleinbrennerei 2006, 58, 8–11. (In German) [Google Scholar]
- Lachenmeier, D.W. Advances in the detection of the adulteration of alcoholic beverages including unrecorded alcohol. In Advances in Food Authenticity Testing; Downey, G., Ed.; Woodhead Publishing, Elsevier: Amsterdam, The Netherlands, 2016; pp. 565–584. [Google Scholar] [CrossRef]
- Kruse, J.A. Methanol poisoning. Intensive Care Med. 1992, 18, 391–397. [Google Scholar] [CrossRef] [PubMed]
- WHO. Information Note. Methanol Poisoning Outbreaks; World Health Organization: Geneva, Switzerland, 2014. [Google Scholar]
- Zhang, H.; Woodams, E.E.; Hang, Y.D. Factors affecting the methanol content and yield of plum brandy. J. Food Sci. 2012, 77, T79–T82. [Google Scholar] [CrossRef] [PubMed]
- Kana, K.; Kanellaki, M.; Papadimitriou, A.; Koutinas, A.A. Cause of and methods to reduce methanol content of Tsicoudia, Tsipouro and Ouzo. Int. J. Food Sci. Technol. 1991, 26, 241–247. [Google Scholar] [CrossRef]
- Glatthar, J.; Senn, T.; Pieper, H.J. Investigations on reducing the methanol content in distilled spirits made of bartlett. Deut. Lebensm. Rundsch. 2001, 97, 209–216. [Google Scholar]
- Nikicevic, N.; Teševic, V. Possibilities for methanol content reduction in plum brandy. J. Agricult. Sci. 2005, 50, 49–60. [Google Scholar] [CrossRef]
- Bartels, W. Reduction of Methanol in Fruit Spirits with Special Reference to Williams-Christ, Plum and Grape Marc Spirits. 1998. Available online: https://www.landwirtschaft-bw.info/pb/,Lde/Startseite/Service/Reduzierung+von+Methanol+in+Obstbraenden (accessed on 17 February 2021). (In German).
- Pieper, H.J.; Oplustil, E.; Barth, G. Reduction of methanol formation during alcoholic fermentation. Biotechnol. Lett. 1980, 2, 391–396. [Google Scholar] [CrossRef]
- Gerogiannaki-Christopoulou, M.; Kyriakidis, N.V.; Athanasopoulos, P.E. Effect of grape variety (Vitis vinifera L.) and grape pomace fermentation conditions on some volatile compounds of the produced grape pomace distillate. OENO One 2004, 38, 225–230. [Google Scholar] [CrossRef] [Green Version]
- Tanner, H. About the production of fruit spirits with low methanol content. Schweiz. Z. Obst Weinbau 1970, 106, 625–629. reprinted in Alk. Ind. 1972, 85, 27–29(In German) [Google Scholar]
- Tanner, H. On the use of mash heating to reduce the methanol content in fruit brandies. Kleinbrennerei 1971, 23, 95–96. (In German) [Google Scholar]
- Adam, L.; Versini, G. A Study on the Possibilities to Lower the Content of Methyl-Alcohol in Eaux-de-Vie de Fruits; European Commission: Brussels, Belgium, 1996; Available online: https://op.europa.eu/en/publication-detail/-/publication/0b908be6-2673-45a5-8c2f-b3b6abc1aa37 (accessed on 29 March 2021).
- Adam, L.; Meinl, J. Methanol reduction in fruit spirits (II). Technological possibilities and their effects. Kleinbrennerei 1995, 47, 107–113. (In German) [Google Scholar]
- Miljic, U.; Puskas, V.; Vucurovic, V. Investigation of technological approaches for reduction of methanol formation in plum wines. J. Inst. Brew. 2016, 122, 635–643. [Google Scholar] [CrossRef] [Green Version]
- Scholten, G.; Kacprowski, M. Methanol in spirits—The problem and the solution. Kleinbrennerei 1998, 50, 6–8. (In German) [Google Scholar]
- Liang, M.H.; Liang, Y.J.; Chai, J.Y.; Zhou, S.S.; Jiang, J.G. Reduction of methanol in brewed wine by the use of atmospheric and room-temperature plasma method and the combination optimization of malt with different adjuncts. J. Food Sci. 2014, 79, M2308–M2314. [Google Scholar] [CrossRef]
- Adam, L. Possibilities of methanol reduction in Bartlett pear distillates using traditional methods of production. Riv. Sci. Aliment. 1995, 24, 417–425. [Google Scholar]
- Nusser, R.; Adam, L.; Engel, K.-H. Investigations into the reduction of methanol content in spirits using evaporation processes. Kleinbrennerei 2000, 52, 5–8. (In German) [Google Scholar]
- Capovilla, V.R. Process for After-Treatment of Crude Distillate. European Patent EP0812607B1, 13 June 1997. [Google Scholar]
- Adam, L. Methanol reduction in fruit spirits (I). Technological possibilities and their effects. Kleinbrennerei 1995, 47, 76–81. (In German) [Google Scholar]
- Senn, T. The role of enzyme products—Less methanol in pome fruit mash and distillates. Kleinbrennerei 2017, 69, 4–7. (In German) [Google Scholar]
- Einfalt, D. Process parameters for high quality in fruit brandy production. In Proceedings of the 1st International Conference & Exhibition—Spirit of Rakia, Pula, Croatia, 27–30 March 2019. [Google Scholar]
- European Council. Council Regulation (EEC) No 1576/89 Laying Down General Rules on the Definition, Description and Presentation of Spirit Drinks. Off. J. Europ. Comm. 1989, L160, 1–17. [Google Scholar]
- Andraous, J.I.; Claus, M.J.; Lindemann, D.J.; Berglund, K.A. Effect of liquefaction enzymes on methanol concentration of distilled fruit spirits. Am. J. Enol. Vitic. 2004, 55, 199–201. [Google Scholar]
- Tanner, H. About acid and enzyme treatment of distilling mashes. Schweiz. Z. Obst Weinbau 1980, 116, 357–360. (In German) [Google Scholar]
- Gössinger, M.; Krapfenbauer, G.; Sämann, H.; Hick, S.; Karner, M. Influence of different mash and fermentation paramters on the resulting methanol contents in fruit mashes. Mitt. Klosterneuburg 2006, 56, 46–53. (In German) [Google Scholar]
- Rodríguez Madrera, R.; Pando Bedrinana, R.; García Hevia, A.; Arce, M.B.; Suárez Valles, B. Production of spirits from dry apple pomace and selected yeasts. Food Bioprod. Proc. 2013, 91, 623–631. [Google Scholar] [CrossRef]
- Schehl, B.; Lachenmeier, D.W.; Senn, T.; Heinisch, J.J. Effect of the stone content on the quality of plum and cherry spirits produced from mash fermentations with commercial and laboratory yeast strains. J. Agric. Food Chem. 2005, 53, 8230–8238. [Google Scholar] [CrossRef]
- Schehl, B.; Senn, T.; Lachenmeier, D.W.; Rodicio, R.; Heinisch, J.J. Contribution of the fermenting yeast strain to ethyl carbamate generation in stone fruit spirits. Appl. Microbiol. Biotechnol. 2007, 74, 843–850. [Google Scholar] [CrossRef] [PubMed]
- Do Amaral, S.H.; De Assis, S.A.; De Faria Oliveira, O.M.M. Partial purification and characterization of pectin methylesterase from orange (Citrus sinensis) cv. pera-rio. J. Food Biochem. 2005, 29, 367–380. [Google Scholar] [CrossRef]
- Satora, P.; Tuszynski, T. Influence of indigenous yeasts on the fermentation and volatile profile of plum brandies. Food Microbiol. 2010, 27, 418–424. [Google Scholar] [CrossRef] [PubMed]
- Denes, J.M.; Baron, A.; Renard, C.M.; Pean, C.; Drilleau, J.F. Different action patterns for apple pectin methylesterase at pH 7.0 and 4.5. Carbohydr. Res. 2000, 327, 385–393. [Google Scholar] [CrossRef]
- Chaiyasut, C.; Jantavong, S.; Kuratama, C.; Peerajan, S.; Sirilun, S.; Shank, L. Factors affecting methanol content of fermented plant beverage containing Morinda citrifolia. Afr. J. Biotechnol. 2013, 12, 4356–4363. [Google Scholar] [CrossRef] [Green Version]
- Ohimain, E.I. Methanol contamination in traditionally fermented alcoholic beverages: The microbial dimension. SpringerPlus 2016, 5, 1607. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schehl, B.; Müller, C.; Senn, T.; Heinisch, J.J. A laboratory yeast strain suitable for spirit production. Yeast 2004, 21, 1375–1389. [Google Scholar] [CrossRef] [PubMed]
- Nakagawa, T.; Yamada, K.; Fujimura, S.; Ito, T.; Miyaji, T.; Tomizuka, N. Pectin utilization by the methylotrophic yeast Pichia methanolica. Microbiology 2005, 151, 2047–2052. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nakagawa, T.; Miyaji, T.; Yurimoto, H.; Sakai, Y.; Kato, N.; Tomizuka, N. A methylotrophic pathway participates in pectin utilization by Candida boidinii. Appl. Environ. Microbiol. 2000, 66, 4253–4257. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez, S.L.; Rosso, N.D. Determination of pectin methylesterase activity in commercial pectinases and study of the inactivation kinetics through two potentiometric procedures. Cienc. Tecnol. Aliment. 2011, 31, 412–417. [Google Scholar] [CrossRef] [Green Version]
- Ande, B. Possibilities of Aroma Enrichment and Aroma Improvement in Fruit Brandies with Simple Stills. Ph.D. Thesis, University of Hohenheim, Hohenheim, Germany, 2004. (In German). [Google Scholar]
- Teipel, J.C.; Hausler, T.; Sommerfeld, K.; Scharinger, A.; Walch, S.G.; Lachenmeier, D.W.; Kuballa, T. Application of 1H nuclear magnetic resonance spectroscopy as spirit drinks screener for quality and authenticity control. Foods 2020, 9, 1355. [Google Scholar] [CrossRef] [PubMed]
- Adam, L.; Postel, W. A new type of cherry spirit? Branntweinwirtschaft 1992, 132, 110–114. (In German) [Google Scholar]
- Lopes, A.C.A.; Eda, S.H.; Andrade, R.P.; Amorim, J.C.; Duarte, W.F. New alcoholic fermented beverages—Potentials and challenges. In Fermented Beverages. Volume 5: The Science of Beverages; Grumezescu, A.M., Holban, A.M., Eds.; Woodhead Publishing: Cambridge, MA, USA, 2019; pp. 577–603. [Google Scholar] [CrossRef]
- Calzada, J.F.; Garcia, R.; Porres, C.; Rolz, C. Integrated utilization of coffee processing by-products and wastes. Int. Biosyst. 1989, 2, 41–51. [Google Scholar]
- Garcia, R.; Arriola, D.; de Arriola, M.C.; de Porres, E.; Rolz, C. Characterization of coffee pectin. Lebensm. Wiss. Technol. 1991, 24, 125–129. [Google Scholar]
- Manasa, V.; Padmanabhan, A.; Anu Appaiah, K.A. Utilization of coffee pulp waste for rapid recovery of pectin and polyphenols for sustainable material recycle. Waste Manag. 2021, 120, 762–771. [Google Scholar] [CrossRef]
- Reichembach, L.H.; de Oliveira Petkowicz, C.L. Extraction and characterization of a pectin from coffee (Coffea arabica L.) pulp with gelling properties. Carbohydr. Polym. 2020, 245, 116473. [Google Scholar] [CrossRef] [PubMed]
- Bonilla-Hermosa, V.A.; Duarte, W.F.; Schwan, R.F. Utilization of coffee by-products obtained from semi-washed process for production of value-added compounds. Bioresour. Technol. 2014, 166, 142–150. [Google Scholar] [CrossRef] [PubMed]
- Baker, R.A. Reassessment of some fruit and vegetable pectin levels. J. Food Sci. 1997, 62, 225–229. [Google Scholar] [CrossRef]
- Batisse, C.; Fils-Lycaon, B.; Buret, M. Pectin changes in ripening cherry fruit. J. Food Sci. 1994, 59, 389–393. [Google Scholar] [CrossRef]
- Tehrani, N.F.; Aznar, J.S.; Kiros, Y. Coffee extract residue for production of ethanol and activated carbons. J. Clean. Prod. 2015, 91, 64–70. [Google Scholar] [CrossRef]
- Bassoli, D.G. Spirits Prepared from Cold Brew Coffee Grounds. U.S. Patent 20190390147A1, 26 December 2019. [Google Scholar]
- Navia, D.P.; Velasco, R.J.; Hoyos, J.L. Production and evaluation of ethanol from coffee processing by-products. Vitae 2011, 18, 287–294. [Google Scholar]
- Gouvea, B.M.; Torres, C.; Franca, A.S.; Oliveira, L.S.; Oliveira, E.S. Feasibility of ethanol production from coffee husks. Biotechnol. Lett. 2009, 31, 1315–1319. [Google Scholar] [CrossRef]
- Lopes, A.C.A.; Andrade, R.P.; de Oliveira, L.C.C.; Lima, L.M.Z.; Santiago, W.D.; de Resende, M.L.V.; das Gracas, C.M.; Duarte, W.F. Production and characterization of a new distillate obtained from fermentation of wet processing coffee by-products. J. Food Sci. Technol. 2020, 57, 4481–4491. [Google Scholar] [CrossRef]
- Lachenmeier, D.W. Rapid quality control of spirit drinks and beer using multivariate data analysis of Fourier transform infrared spectra. Food Chem. 2007, 101, 825–832. [Google Scholar] [CrossRef]
- Somashekar, K.L.; Anu Appaiah, K.A. Coffee cherry husk—A potential feed stock for alcohol production. Int. J. Environ. Waste Manag. 2013, 11, 410–419. [Google Scholar] [CrossRef]
- Bodmer, S.; Ruder, F. Coffee Cherries’ Spirit and Its Process of Manufacture. European Patent EP1593735B1, 7 May 2004. [Google Scholar]
- Klingel, T.; Kremer, J.I.; Gottstein, V.; Rajcic de, R.T.; Schwarz, S.; Lachenmeier, D.W. A review of coffee by-products including leaf, flower, cherry, husk, silver skin, and spent grounds as novel foods within the European Union. Foods 2020, 9, 665. [Google Scholar] [CrossRef] [PubMed]
- Sampaio, A.; Dragone, G.; Vilanova, M.; Oliveira, J.M.; Teixeira, J.A.; Mussatto, S.I. Production, chemical characterization, and sensory profile of a novel spirit elaborated from spent coffee ground. LWT Food Sci. Technol. 2013, 54, 557–563. [Google Scholar] [CrossRef] [Green Version]



| Method | Methanol Reduction Potential 1 | Authors’ Judgment about Applicability | References |
|---|---|---|---|
| Improvement of quality of raw material | up to 40% | Raw material is extremely important and the type and quality highly affects the methanol content. Removal of pectin-rich fruit parts such as skins may reduce methanol content. | [4,16,25,30,31] |
| Acidification of mash | up to 50% | Acidification of mash inhibits the activity of pectin methylesterase. It also inhibits spoilage microorganisms, which may produce pectin methylesterase. | [25,32,33,34,35,36] |
| Sterilization of mash | 40–90% | Temperature treatment efficiently denaturizes pectin methylesterase enzymes. High energy requirement and not feasible for artisanal distillers. | [18,22,31,37,38,39,40,41] |
| Decreased storage time of fermented mash before distillation | up to 50% | Storage time should be avoided or being minimized as far as possible, because sharp methanol increases were reported during storage. | [26,32,33] |
| Selection of appropriate yeast strains | up to 25% | Yeasts with low capacity of producing pectin methylesterase to be preferred. | [4,30,42,43] |
| Decreased fermentation temperature | up to 25% | Lower temperatures and the use of cold fermentation yeast is recommended. | [26] |
| Improvement in distillation method and conditions | up to 80% | Methanol is enriched in tailings. Earlier cut (not below 50% vol). No recycling of tailings. | [4,14,20,22,30,32,33,34,44] |
| Demethanolization following distillation | 50–90% | Effective in industry but not feasible for small artisanal distillers, high expenditure | [39,40,42,44,45,46] |
| Avoidance of liquefaction enzymes | up to 20% | Avoid pectin methylesterase enzymes which release methanol. | [4,22,26,34,39,42,47] |
| Application of alternative liquefaction enzymes | up to 88% | Substitute pectin methylesterase enzymes by pectin lyase enzymes to reduce the release of methanol | [48,49] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blumenthal, P.; Steger, M.C.; Einfalt, D.; Rieke-Zapp, J.; Quintanilla Bellucci, A.; Sommerfeld, K.; Schwarz, S.; Lachenmeier, D.W. Methanol Mitigation during Manufacturing of Fruit Spirits with Special Consideration of Novel Coffee Cherry Spirits. Molecules 2021, 26, 2585. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26092585
Blumenthal P, Steger MC, Einfalt D, Rieke-Zapp J, Quintanilla Bellucci A, Sommerfeld K, Schwarz S, Lachenmeier DW. Methanol Mitigation during Manufacturing of Fruit Spirits with Special Consideration of Novel Coffee Cherry Spirits. Molecules. 2021; 26(9):2585. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26092585
Chicago/Turabian StyleBlumenthal, Patrik, Marc C. Steger, Daniel Einfalt, Jörg Rieke-Zapp, Andrès Quintanilla Bellucci, Katharina Sommerfeld, Steffen Schwarz, and Dirk W. Lachenmeier. 2021. "Methanol Mitigation during Manufacturing of Fruit Spirits with Special Consideration of Novel Coffee Cherry Spirits" Molecules 26, no. 9: 2585. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26092585