
Panel Products Made of Oil Palm Trunk: A Review of Potency, Environmental Aspect, and Comparison with Wood-Based Composites




Abstract
:
1. Introduction
2. Method
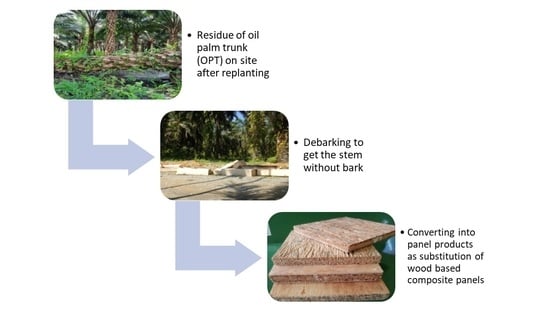
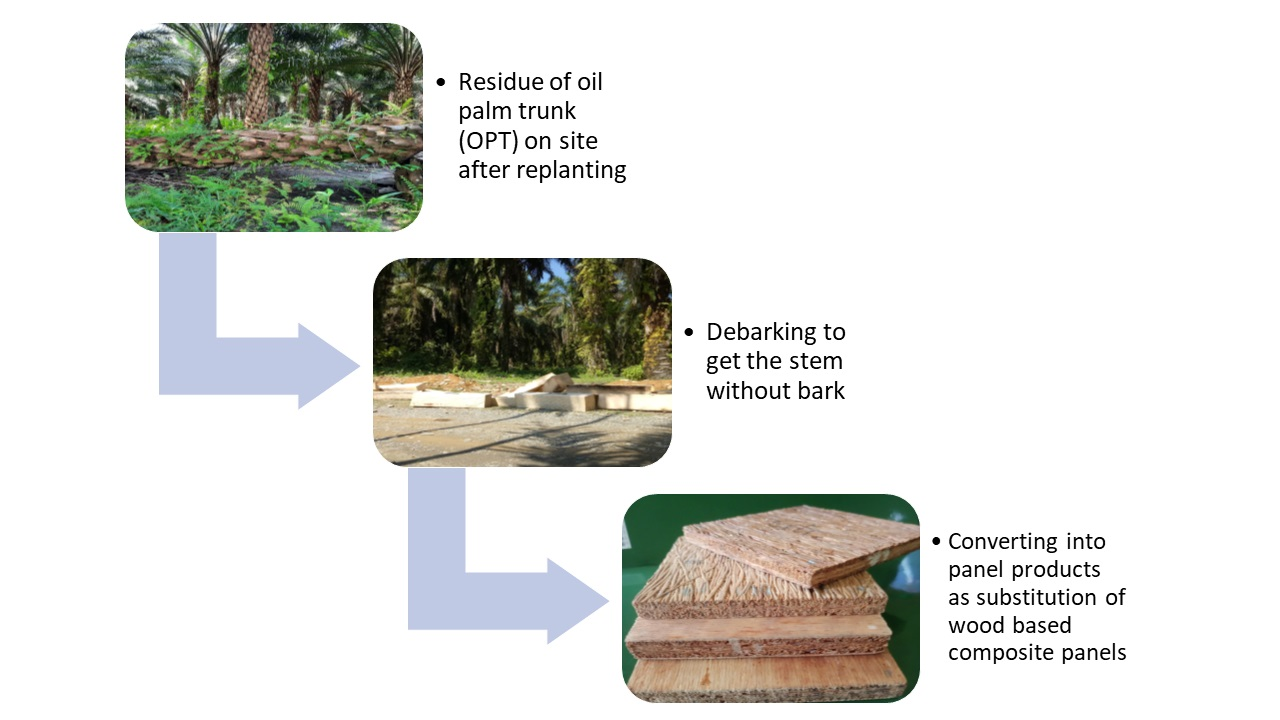
3. Environmental Aspect
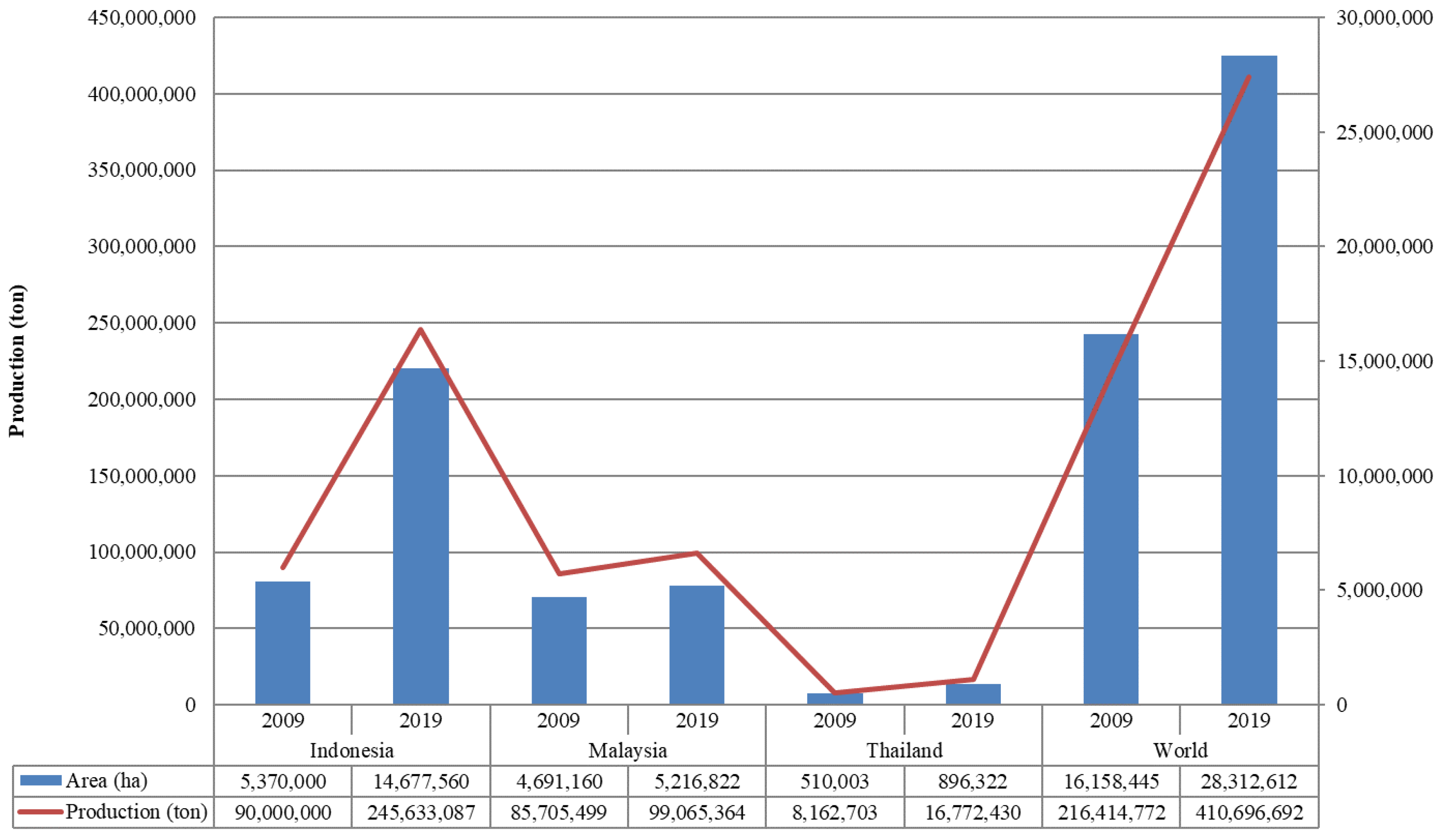
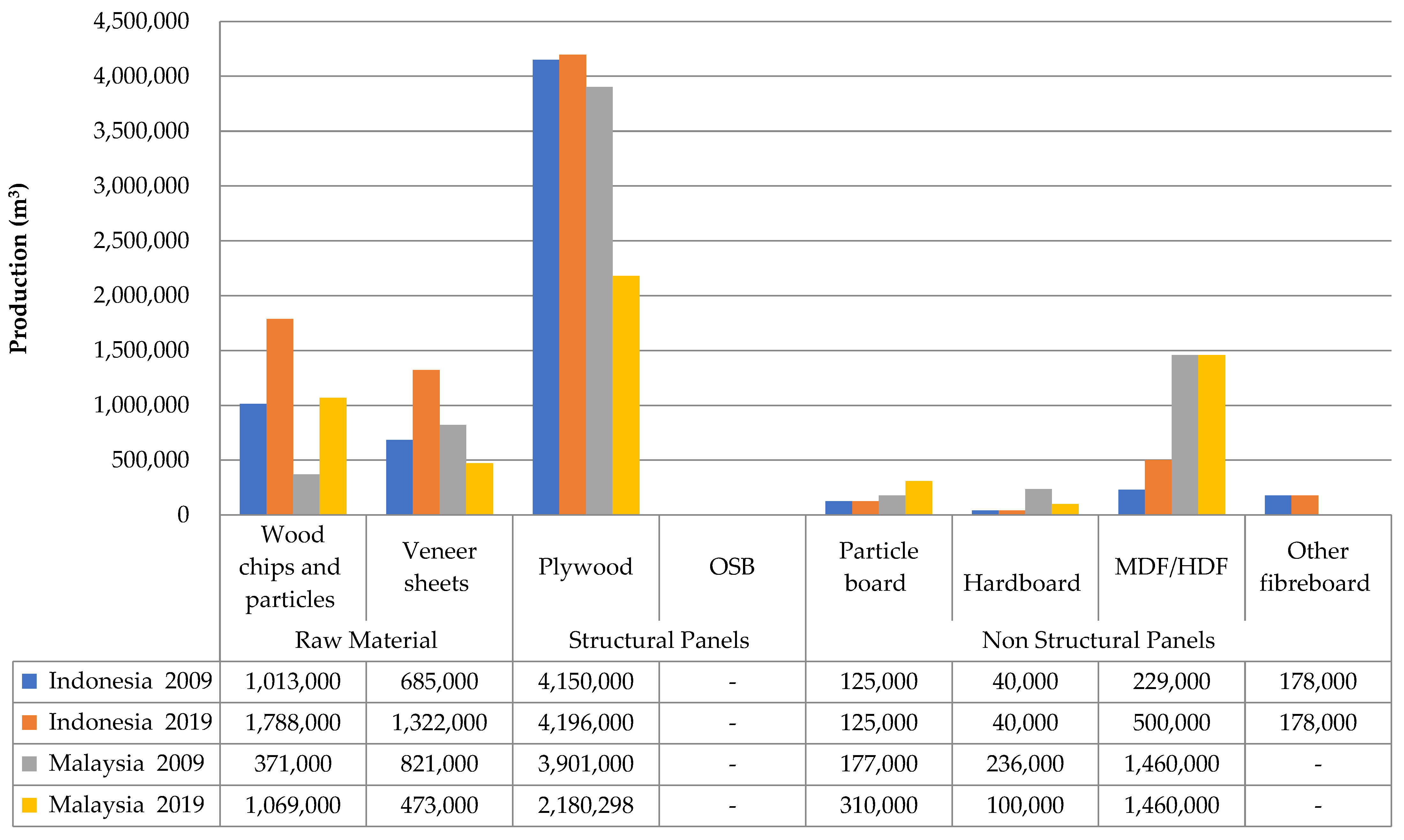
4. Overview Production of Wood-Based Panels in the World
5. Types of Wood-Based Panels
5.1. Particleboard
5.2. OSB
5.3. Fiberboard
5.4. Plywood
6. Comparison Wood versus Oil-Palm Trunk Biomass
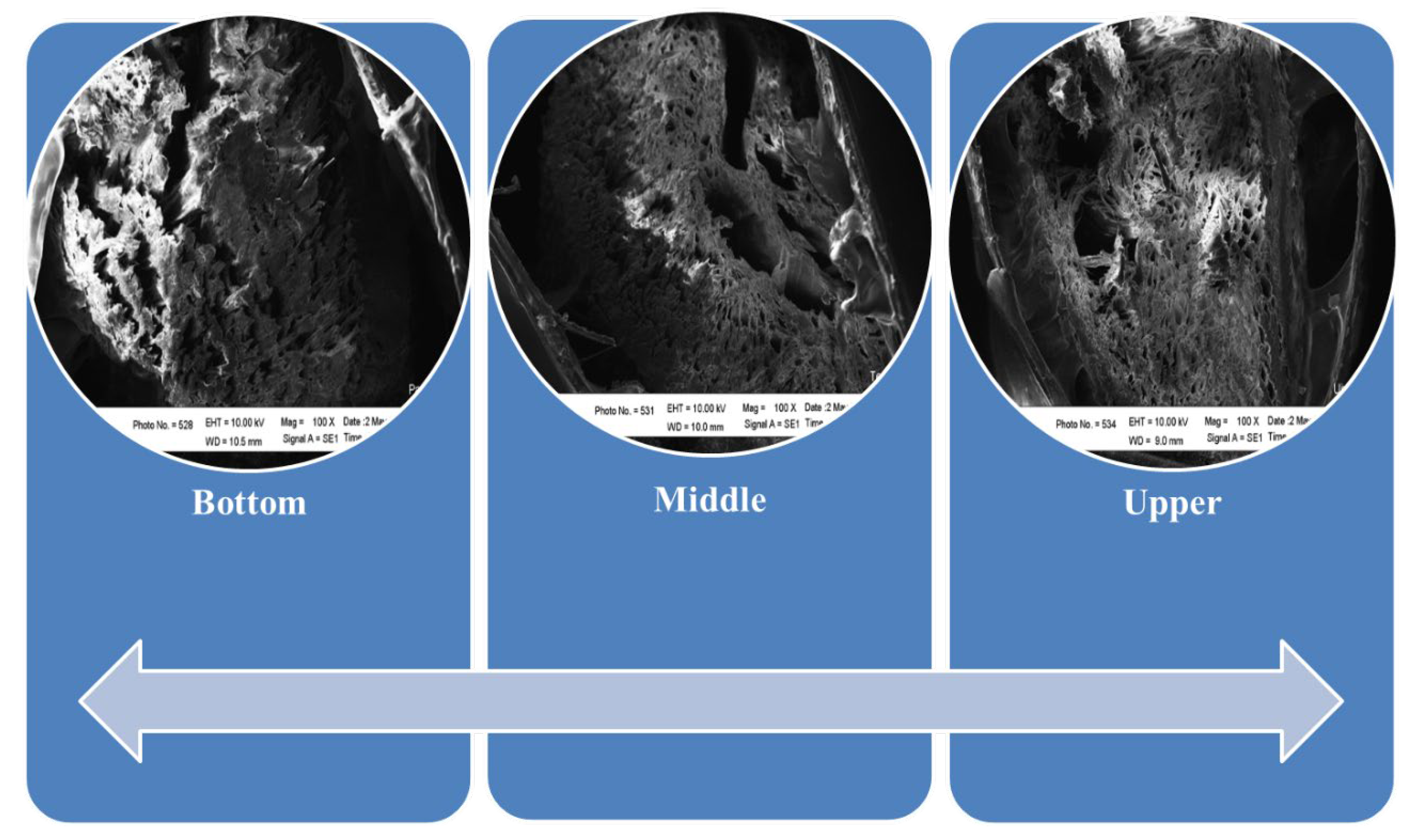
6.1. Physical Properties of Oil Palm Trunk
6.2. Chemical Properties of Oil Palm Trunk
6.3. Mechanical Properties of Oil Palm Trunk
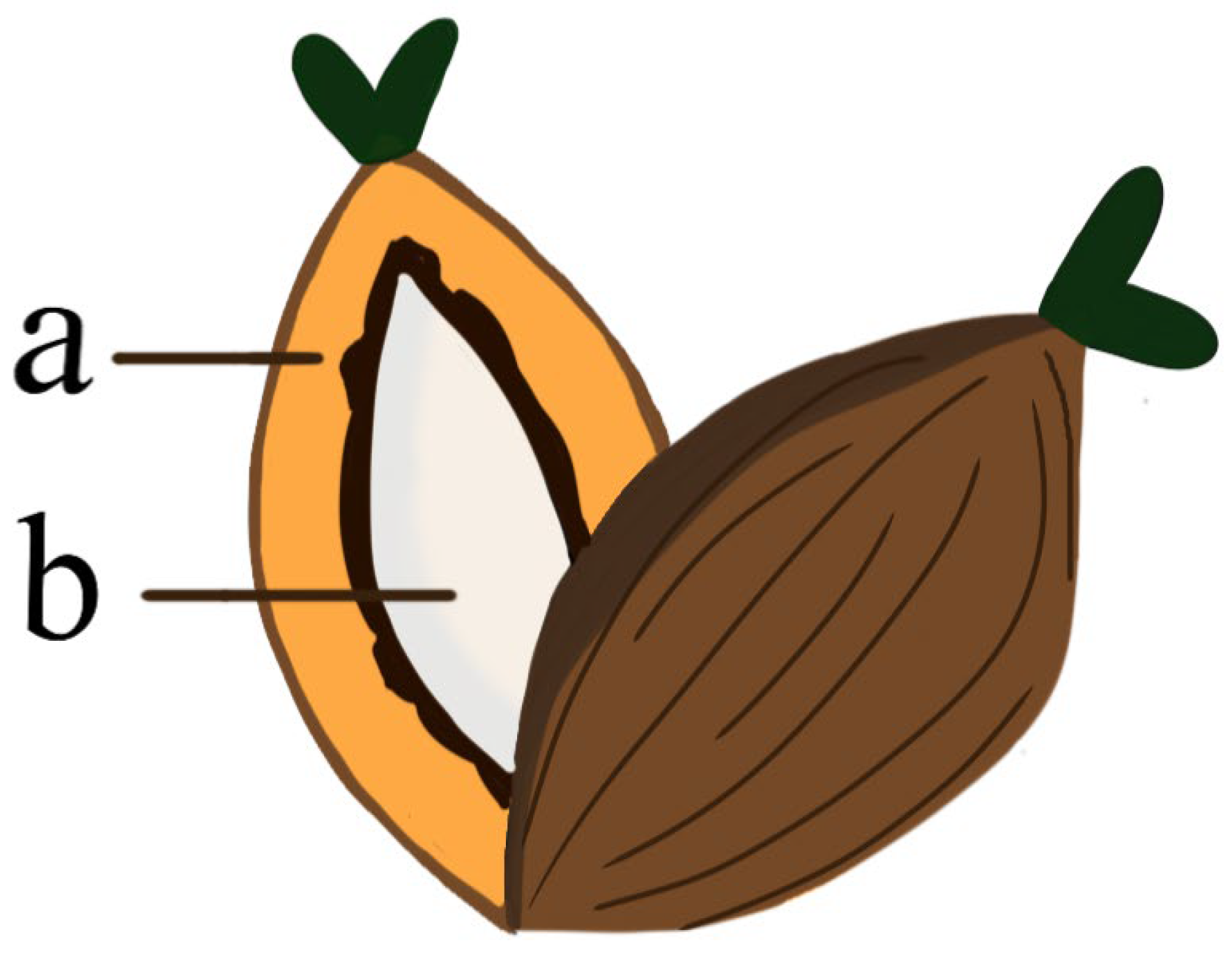
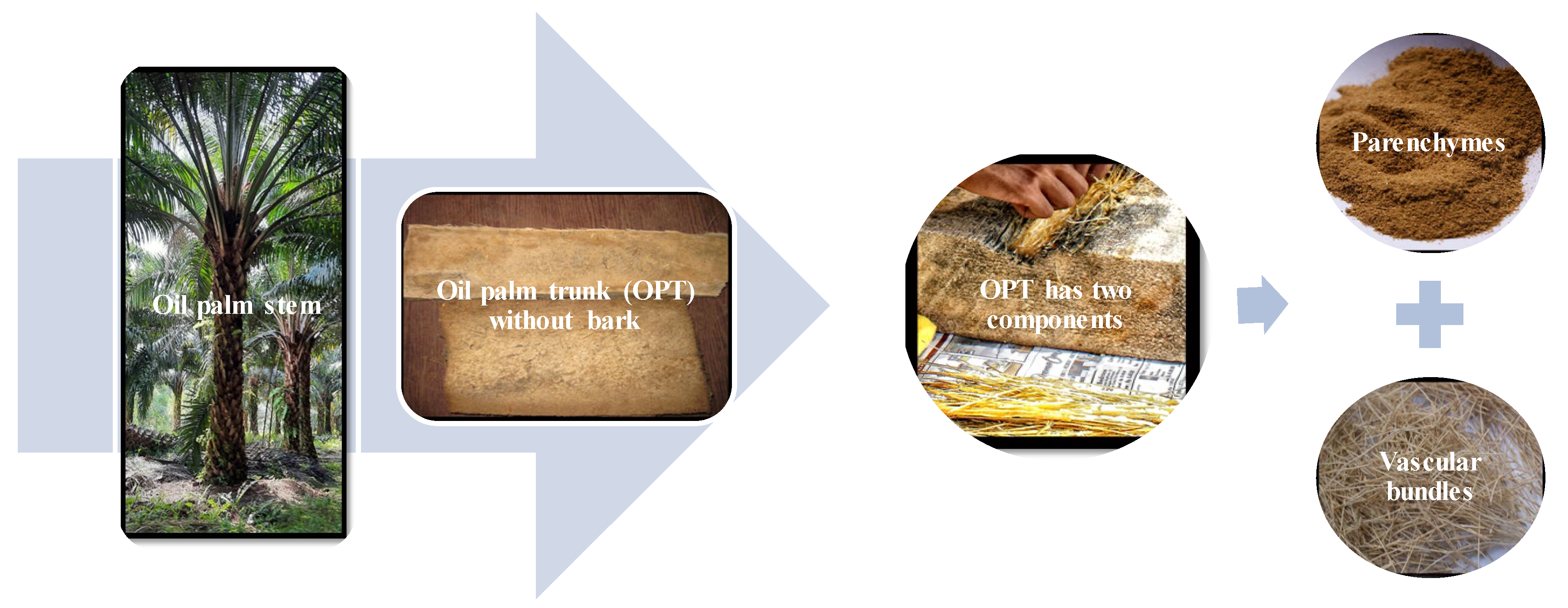
6.4. The Anatomy of Oil Palm Trunk
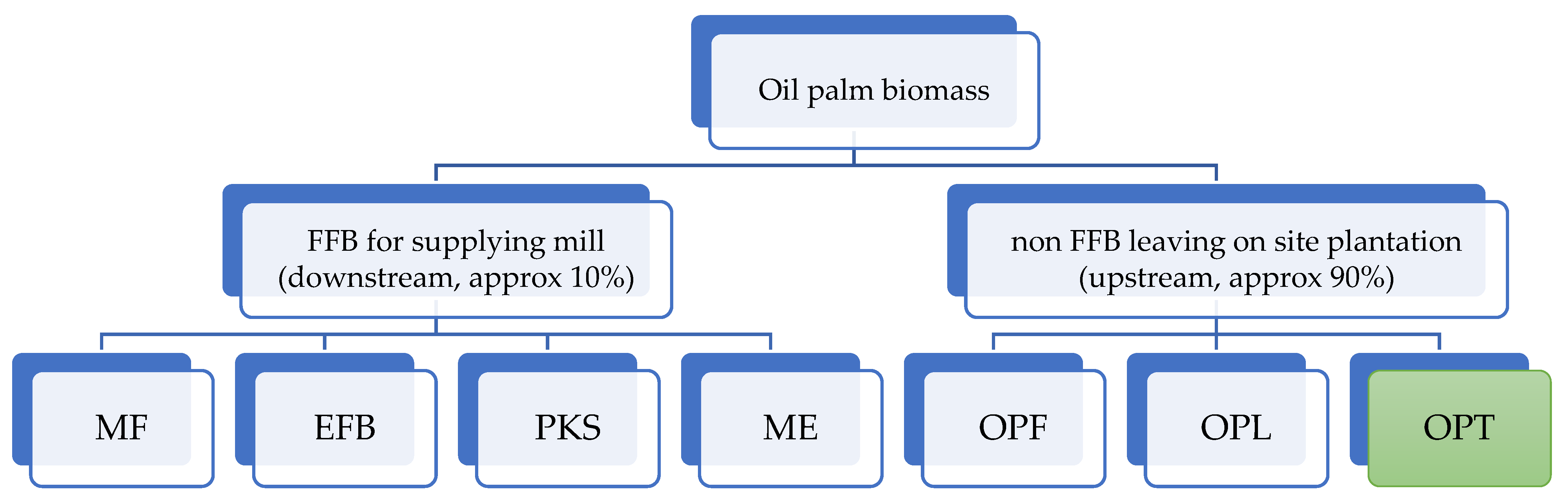
- 1.
- Cortex
- 2.
- Periphery
- 3.
- Central
- 4.
- Vascular bundles
- 5.
- Parenchymatous tissue
7. Composite Panel Products Made of Oil-Palm Trunk and Its Properties
7.1. LVL and Plywood
7.2. Particleboard
7.3. Cement Board
8. Future Perspective
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Henson, I.E. A Brief History of the Oil Palm. In Palm Oil; AOCS Press: Urbana, IL, USA, 2012; pp. 1–29. [Google Scholar] [CrossRef]
- Hassim, N.A.M.; Dian, N.L.H.M. Usage of palm oil, palm kernel oil and their fractions as confectionery fats. J. Oil Palm Res. 2017, 29, 301–310. [Google Scholar] [CrossRef] [Green Version]
- Mohd, N.K.; Wen-Huei, L.; Abu Hassan, N.A.; Shoot-Kian, Y. Potential application of palm oil products as electrical insulating medium in oil-immersed transformers. Environ. Prog. Sustain. Energy 2021, 40, e13728. [Google Scholar] [CrossRef]
- Shigetomi, Y.; Ishimura, Y.; Yamamoto, Y. Trends in global dependency on the Indonesian palm oil and resultant environmental impacts. Sci. Rep. 2020, 10, 20624. [Google Scholar] [CrossRef] [PubMed]
- Singh, I.; Nair, R.S.; Gan, S.; Cheong, V.; Morris, A. An evaluation of crude palm oil (CPO) and tocotrienol rich fraction (TRF) of palm oil as percutaneous permeation enhancers using full-thickness human skin. Pharm. Dev. Technol. 2019, 24, 448–454. [Google Scholar] [CrossRef] [Green Version]
- Rabiu, A.; Elias, S.; Oyekola, O. Oleochemicals from Palm Oil for the Petroleum Industry, Palm Oil, Viduranga Waisundara. Palm Oil. 2018. Available online: https://www.intechopen.com/books/palm-oil/oleochemicals-from-palm-oil-for-the-petroleum-industry (accessed on 25 April 2021). [CrossRef] [Green Version]
- Zahan, K.A.; Kano, M. Biodiesel production from palm o0il, its by-products, and mill effluent: A review. Energies 2018, 11, 2132. [Google Scholar] [CrossRef] [Green Version]
- Vijay, V.; Pimm, S.L.; Jenkins, C.N.; Smith, S.J. The impacts of oil palm on recent deforestation and biodiversity loss. PLoS ONE 2016, 11, e0159668. [Google Scholar] [CrossRef]
- Sulaiman, O.; Salim, N.; Nordin, N.A.; Hashim, R.; Ibrahim, M.; Sato, M. The potential of oil palm trunk biomass as an alternative source for compressed wood. Bioresources 2012, 7, 2688–2706. [Google Scholar] [CrossRef]
- Dungani, R.; Jawaid, M.; Khalil, H.A.; Jasni, J.; Aprilia, S.; Hakeem, K.R.; Hartati, S.; Islam, M.N. A review on quality enhancement of oil palm trunk waste by resin impregnation: Future materials. BioResources 2013, 8, 3136–3156. [Google Scholar] [CrossRef]
- Kurnia, J.C.; Jangam, S.V.; Akhtar, S.; Sasmito, A.P.; Mujumdar, A.S. Advances in biofuel production from oil palm and palm oil processing wastes: A review. Biofuel Res. J. 2016, 3, 332–346. [Google Scholar] [CrossRef]
- Food and Agriculture Organization. Forestry Production and Trade. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 25 December 2020).
- Maluin, F.N.; Hussein, M.Z.; Idris, A.S. An overview of the oil palm industry: Challenges and some emerging opportunities for nanotechnology development. Agronomy 2020, 10, 356. [Google Scholar] [CrossRef] [Green Version]
- Rowell, R.M.; Han, J.S.; Rowell, J.S. Characterization and factors effecting fiber properties. Nat. Polym. Agrofibers Compos. 2000, 115–135. [Google Scholar]
- Jacobus, P.H.; Wyk, V. Biotechnology and utilization of biowaste as a resource for bioproduct development. Trends Biotechnol. 2001, 19, 172–177. [Google Scholar]
- Reddy, N.; Yang, Y. Biofiber from agricultural by-products for industrial applications. Trends Biotechnol. 2005, 23, 22–27. [Google Scholar] [CrossRef] [Green Version]
- Samiran, N.A.; Jaafar, M.; Nazri, M.; Tung, C.C.; Ng, J.H. A review of palm oil biomass as a feedstock for syngas fuel technology. J. Teknol. 2015, 72, 13–18. [Google Scholar] [CrossRef] [Green Version]
- Tow, W.-K.; Goh, A.P.-T.; Sundralingam, U.; Palanisamy, U.D.; Sivasothy, Y. Flavonoid composition and pharmacological properties of Elaeis guineensis Jacq. leaf extracts: A systematic review. Pharmaceuticals 2021, 14, 961. [Google Scholar] [CrossRef]
- Rusli, N.D.; Ghani, A.A.A.; Mat, K.; Yusof, M.T.; Zamri-Saad, M.; Hassim, H.A. The potential of pretreated oil palm frond in enhancing rumen degradability and growth performance: A review. Adv. Anim. Vet. Sci. 2021, 9, 811. [Google Scholar]
- Lim, A.; Chew, J.J.; Ngu, L.H.; Ismadji, S.; Khaerudini, D.S.; Sunarso, J. Synthesis, characterization, adsorption isotherm, and kinetic study of oil palm trunk-derived activated carbon for tannin removal from aqueous solution. ACS Omega 2020, 5, 28673–28683. [Google Scholar] [CrossRef]
- Lim, S.C.; Gan, K.S. Characteristics and utilisation of oil palm stem. Timber Technol. Bull. 2005, 35, 1–7. [Google Scholar]
- Yuliansyah, A.T.; Hirajima, T.; Rochmadi. Development of Indonesian palm oil industry and utilization of solid waste. J. MMIJ 2009, 125, 583–589. [Google Scholar] [CrossRef] [Green Version]
- Hassan, K.; Kasim, J.; Mokhtar, A.; Aziz, A.A. Characterisation of oil palm trunks and their holocellulose fibres for the manufacture of industrial commodities. Oil Palm Bull. 2011, 63, 11–23. [Google Scholar]
- Abdul Khalil, H.P.S.; Amouzgar, P.; Jawaid, M.; Hassan, A.; Ahmad, F.; Hadiyana, A.; Dungani, R. New approach to oil palm trunk core lumber material properties enhancement via resin impregnation. J. Biobased Mater. Bioenergy 2012, 6, 299–308. [Google Scholar] [CrossRef]
- Yusof, M.; Lamaming, J.; Hashim, R.; Yhaya, M.F.; Sulaiman, O.; Selamat, M.E. Flame retardancy of particleboards made from oil palm trunk-poly(vinyl) alcohol with citric acid and calcium carbonate as additives. Constr. Build. Mater. 2020, 263, 120906. [Google Scholar] [CrossRef]
- Saari, N.; Lamaming, J.; Hashim, R.; Sulaiman, O.; Sato, M.; Arai, T.; Nadhari, W.N. Optimization of binderless compressed veneer panel manufacturing process from oil palm trunk using response surface methodology. J. Clean. Prod. 2020, 265, 121757. [Google Scholar] [CrossRef]
- Selamat, M.E.; Hashim, R.; Sulaiman, O.; Kassim, M.H.M.; Saharudin, N.I.; Taiwo, O.F.A. Comparative study of oil palm trunk and rice husk as fillers in gypsum composite for building material. Constr. Build. Mater. 2019, 197, 526–532. [Google Scholar] [CrossRef]
- Komariah, R.N.; Miyamoto, T.; Tanaka, S.; Prasetiyo, K.W.; Syamani, F.A.; Subyakto Umemura, K. High-performance binderless particleboard from the inner part of oil palm trunk by addition of ammonium dihydrogen phosphate. Ind. Crops Prod. 2019, 141, 111761. [Google Scholar] [CrossRef]
- Lee, S.H.; Ashaari, Z.; Ang, A.F.; Abdul Halip, J.; Lum, W.C.; Dahali, R.; Halis, R. Effects of two-step post heat-treatment in palm oil on the properties of oil palm trunk particleboard. Ind. Crops Prod. 2018, 116, 249–258. [Google Scholar] [CrossRef]
- Baskaran, M.; Hashim, R.; Sulaiman, O.; Hiziroglu, S.; Sato, M.; Sugimoto, T. Optimization of press temperature and time for binderless particleboard manufactured from oil palm trunk biomass at different thickness levels. Mater. Today Commun. 2015, 3, 87–95. [Google Scholar] [CrossRef]
- Baskaran, M.; Hashim, R.; Sudesh, K.; Sulaiman, O.; Hiziroglu, S.; Arai, T.; Kosugi, A. Influence of steam treatment on the properties of particleboard made from oil palm trunk with addition of polyhydroxyalkanoates. Ind. Crops Prod. 2013, 51, 334–341. [Google Scholar] [CrossRef]
- Jumhuri, N.; Hashim, R.; Sulaiman, O.; Wan Nadhari, W.N.A.; Salleh, K.M.; Khalid, I.; Razali, M.Z. Effect of treated particles on the properties of particleboard made from oil palm trunk. Mater. Des. 2014, 64, 769–774. [Google Scholar] [CrossRef]
- Nordin, N.A.; Sulaiman, O.; Hashim, R.; Salim, N.; Sato, M.; Hiziroglu, S. Properties of laminated panels made from compressed oil palm trunk. Compos. Part B Eng. 2013, 52, 100–105. [Google Scholar] [CrossRef]
- Baskaran, M.; Hashim, R.; Said, N.; Raffi, S.M.; Balakrishnan, K.; Sudesh, K.; Sato, M. Properties of binderless particleboard from oil palm trunk with addition of polyhydroxyalkanoates. Compos. Part B Eng. 2012, 43, 1109–1116. [Google Scholar] [CrossRef]
- Hashim, R.; Said, N.; Lamaming, J.; Baskaran, M.; Sulaiman, O.; Sato, M.; Sugimoto, T. Influence of press temperature on the properties of binderless particleboard made from oil palm trunk. Mater. Des. 2011, 32, 2520–2525. [Google Scholar] [CrossRef]
- H’ng, P.S.; Chai, L.Y.; Chin, K.L.; Tay, P.W.; Eng, H.K.; Wong, S.Y.; Chai, E.W. Urea formaldehyde impregnated oil palm trunk as the core layer for three-layered board. Mater. Des. 2013, 50, 457–462. [Google Scholar] [CrossRef]
- Hashim, R.; Saari, N.; Sulaiman, O.; Sugimoto, T.; Hiziroglu, S.; Sato, M.; Tanaka, R. Effect of particle geometry on the properties of binderless particleboard manufactured from oil palm trunk. Mater. Des. 2010, 31, 4251–4257. [Google Scholar] [CrossRef]
- Loh, Y.F.; Paridah, T.M.; Hoong, Y.B.; Bakar, E.S.; Anis, M.; Hamdan, H. Resistance of phenolic-treated oil palm stem plywood against subterranean termites and white rot decay. Int. Biodeterior. Biodegrad. 2011, 65, 14–17. [Google Scholar] [CrossRef]
- Danish, M.; Noor Aidawati Wan Nadhari, W.; Ahmad, T.; Hashim, R.; Sulaiman, O.; Ahmad, M.; Mohd Salleh, K. Surface measurement of binderless bio-composite particleboard through contact angle and fractal surfaces. Measurement 2019, 140, 365–372. [Google Scholar] [CrossRef]
- Sulaiman, O.; Salim, N.; Hashim, R.; Yusof, L.H.M.; Razak, W.; Yunus, N.Y.M.; Azmy, M.H. Evaluation on the suitability of some adhesives for laminated veneer lumber from oil palm trunks. Mater. Des. 2009, 30, 3572–3580. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Nurul Fazita, M.R.; Bhat, A.H.; Jawaid, M.; Nik Fuad, N.A. Development and material properties of new hybrid plywood from oil palm biomass. Mater. Des. 2010, 31, 417–424. [Google Scholar] [CrossRef]
- Hoong, Y.B.; Paridah, M.T. Development a new method for pilot scale production of high grade oil palm plywood: Effect of hot-pressing time. Mater. Des. 2013, 45, 142–147. [Google Scholar] [CrossRef]
- Mokhtar, A.; Hassan, K.; Aziz, A.A.; May, C.Y. Oil Palm Biomass for Various Wood-based Products. In Palm Oil; AOCS Press: Urbana, IL, USA, 2012; pp. 625–652. [Google Scholar] [CrossRef]
- Nadhari, W.N.A.W.; Hashim, R.; Hiziroglu, S.; Sulaiman, O.; Boon, J.G.; Salleh, K.M.; Sugimoto, T. Measurement of some properties of binderless composites manufactured from oil palm trunks and Acacia mangium. Measurement 2014, 50, 250–254. [Google Scholar] [CrossRef]
- Hoong, Y.B.; Loh, Y.F.; Nor Hafizah, A.W.; Paridah, M.T.; Jalaluddin, H. Development of a new pilot scale production of high grade oil palm plywood: Effect of pressing pressure. Mater. Des. 2012, 36, 215–219. [Google Scholar] [CrossRef]
- Lekachaiworakul, P.; Dangvilailux, P.; Rattanamechaiskul, C. Effects of hot air and microwave drying on kinetic rate and mechanical property of oil palm veneer. Energy Procedia 2017, 138, 1093–1098. [Google Scholar] [CrossRef]
- Hoong, Y.B.; Loh, Y.F.; Chuah, L.A.; Juliwar, I.; Pizzi, A.; Tahir Paridah, M.; Jalaluddin, H. Development a new method for pilot scale production of high grade oil palm plywood: Effect of resin content on the mechanical properties, bonding quality and formaldehyde emission of palm plywood. Mater. Des. 2013, 52, 828–834. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Dungani, R.; Hossain, M.S.; Suraya, N.L.M.; Aprilia, S.; Astimar, A.A.; Davoudpour, Y. Mechanical properties of oil palm biocomposites enhanced with micro to nanobiofillers. In Biocomposites; Woodhead Publishing: Sawston, UK, 2015; pp. 401–435. [Google Scholar] [CrossRef]
- Lamaming, J.; Hashim, R.; Sulaiman, O.; Sugimoto, T.; Sato, M.; Hiziroglu, S. Measurement of some properties of binderless particleboards made from young and old oil palm trunks. Measurement 2014, 47, 813–819. [Google Scholar] [CrossRef]
- Saari, N.; Hashim, R.; Sulaiman, O.; Hiziroglu, S.; Sato, M.; Sugimoto, T. Properties of steam treated binderless particleboard made from oil palm trunks. Compos. Part B Eng. 2014, 56, 344–349. [Google Scholar] [CrossRef]
- Nasir, M.; Khali, D.P.; Jawaid, M.; Tahir, P.M.; Siakeng, R.; Asim, M.; Khan, T.A. Recent development in binderless fiberboard fabrication from agricultural residues: A review. Constr. Build. Mater. 2019, 211, 502–516. [Google Scholar] [CrossRef]
- Hashim, R.; Nadhari, W.N.A.W.; Sulaiman, O.; Kawamura, F.; Hiziroglu, S.; Sato, M.; Tanaka, R. Characterization of raw materials and manufactured binderless particleboard from oil palm biomass. Mater. Des. 2011, 32, 246–254. [Google Scholar] [CrossRef]
- Siti Suhaily, S.; Abdul Khalil, H.P.S.; Asniza, M.; Nurul Fazita, M.R.; Mohamed, A.R.; Dungani, R.; Syakir, M.I. Design of green laminated composites from agricultural biomass. In Lignocellulosic Fibre and Biomass-Based Composite Materials; Woodhead Publishing: Sawston, UK, 2017; pp. 291–311. [Google Scholar] [CrossRef]
- Srivaro, S.; Matan, N.; Lam, F. Stiffness and strength of oil palm wood core sandwich panel under center point bending. Mater. Des. 2015, 84, 154–162. [Google Scholar] [CrossRef]
- Loh, Y.F.; Paridah, M.T.; Hoong, Y.B.; Yoong, A.C.C. Effects of treatment with low molecular weight phenol formaldehyde resin on the surface characteristics of oil palm (Elaeis quineensis) stem veneer. Mater. Des. 2011, 32, 2277–2283. [Google Scholar] [CrossRef]
- Phutthimethakul, L.; Kumpueng, P.; Supakata, N. Use of flue gas desulfurization gypsum, construction and demolition waste, and oil palm waste trunks to produce concrete bricks. Crystals 2020, 10, 709. [Google Scholar] [CrossRef]
- Nuryawan, A.; Abdullah, C.K.; Hazwan, C.M.; Olaiya, N.G.; Yahya, E.B.; Risnasari, I.; Masruchin, N.; Baharudin, M.S.; Khalid, H.; Abdul Khalil, H.P.S. Enhancement of oil palm waste nanoparticles on the properties and characterization of hybrid plywood biocomposites. Polymers 2020, 12, 1007. [Google Scholar] [CrossRef] [PubMed]
- Megashah, L.N.; Ariffin, H.; Zakaria, M.R.; Hassan, M.A. Properties of cellulose extract from different types of oil palm biomass. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Selangor, Malaysia, 2018; p. 368. [Google Scholar] [CrossRef]
- Yiin, C.L.; Yusup, S.; Quitain, A.T.; Uemura, Y.; Sasaki, M.; Kida, T. Thermogravimetric analysis and kinetic modeling of low-transition-temperature mixtures pretreated oil palm empty fruit bunch for possible maximum yield of pyrolysis oil. Bioresour. Technol. 2018, 255, 189–197. [Google Scholar] [CrossRef] [PubMed]
- Rupani, P.F.; Alkarkhi, A.F.M.; Shahadat, M.; Embrandiri, A.; El-Mesery, H.S.; Wang, H.; Shao, W. Bio-optimization of chemical parameters and earthworm biomass for efficient vermicomposting of different palm oil mill waste mixtures. Int. J. Environ. Res. Public Health 2019, 16, 2092. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tahir, P.M.; Owolabi, F.A.T.; Shawkataly, A.K.H.P.; Alkarkhi, A.F.M.; Nwakaego, E.G.; Kamilu, O.K.F.; Chima, I.C.; Rizal, S.; Ghazali, A. Pulp and paper potentials of alkaline peroxide pre-treated of oil palm waste and industrial application. In Palm Oil; Waisundara, V.Y., Ed.; IntechOpen: London, UK, 2019; pp. 75–90. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.L.; H’ng, P.S.; Paridah, M.T.; Chin, K.L.; Rashid, U.; Maminski, M.; Go, W.Z.; Nazrin, R.A.R.; Rosli, S.N.A.; Khoo, P.S. Production of bioadsorbent from phosphoric acid pretreated palm kernel shell and coconut shell by two-stage continuous physical activation via N2 and air. R. Soc. Open Sci. 2018, 5, 180775. [Google Scholar] [CrossRef] [Green Version]
- Rafatullah, M.; Ahmad, T.; Ghazali, A.; Sulaiman, O.; Danish, M.; Hashim, R. Oil palm biomass as a precursor of activated carbons: A review. Crit. Rev. Environ. Sci. Technol. 2013, 43, 1117–1161. [Google Scholar] [CrossRef]
- Brito, P.L.; de Azevedo Ferreira, C.M.; Silva, A.F.F.; de Araújo Pantoja, L.; Nelson, D.L.; dos Santos, A.S. Hydrolysis, detoxification and alcoholic fermentation of hemicellulose fraction from palm press fiber. Waste Biomass Valorization 2018, 9, 957–968. [Google Scholar] [CrossRef]
- Chan, C.M.; Chin, S.X.; Chook, S.W.; Chia, C.H.; Zakaria, S. Combined mechanical-chemical pre-treatment of oil palm empty fruit bunch (EFB) fibers for adsorption of methylene blue (MB) in aqueous solution. Malays. J. Anal. Sci. 2018, 22, 1007–1013. [Google Scholar] [CrossRef]
- Hamzah, N.; Tokimatsu, K.; Yoshikawa, K. Solid fuel from oil palm biomass residues and municipal solid waste by hydrothermal treatment for electrical power generation in Malaysia: A review. Sustainability 2019, 11, 1060. [Google Scholar] [CrossRef] [Green Version]
- Tajuddin, A.M.; Harun, S.; Sajab, M.S.; Zubairi, S.I.; Jahim, J.M.; Markom, M.; Nor, M.T.M.; Abdullah, M.A.; Hashim, N. Influence of deep eutectic solvent (DES) pre-treatment on various chemical composition of empty fruit bunch (EFB). Int. J. Eng. Technol. 2019, 8, 266–274. [Google Scholar] [CrossRef]
- Rizal, N.F.A.A.; Ibrahim, M.F.; Zakaria, M.R.; Abd-Aziz, S.; Yee, P.L.; Hassan, M.A. Pre-treatment of oil palm biomass for fermentable sugars production. Molecules 2018, 23, 1381. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kaniapan, S.; Hassan, S.; Ya, H.; Patma Nesan, K.; Azeem, M. The utilisation of palm oil and oil palm residues and the related challenges as a sustainable alternative in biofuel, bioenergy, and transportation sector: A review. Sustainability 2021, 13, 3110. [Google Scholar] [CrossRef]
- Onoja, E.; Chandren, S.; Razak, F.I.A.; Mahat, N.A.; Wahab, R.A. Oil palm (Elaeis guineensis) biomass in Malaysia: The present and future prospects. Waste Biomass Valorization 2019, 10, 2099–2117. [Google Scholar] [CrossRef]
- Latif, A.A.; Harun, S.; Sajab, M.S.; Markom, M.; Jahim, J.M. Ammonia- based pre-treatment for ligno-cellulosic biomass conversion—An overview. J. Eng. Sci. Technol. 2018, 13, 1595–1620. [Google Scholar]
- Loehr, R. Agricultural Waste Management: Problems, Processes, and Approaches; Elsevier: Ithaca, NY, USA, 2012. [Google Scholar]
- Siddiqui, Y.; Surendran, A.; Paterson, R.R.M.; Ali, A.; Ahmad, K. Current strategies and perspectives in detection and control of basal stem rot of oil palm. Saudi J. Biol. Sci. 2021, 28, 2840–2849. [Google Scholar] [CrossRef]
- Paterson, R.R.M. Ganoderma boninense disease of oil palm to significantly reduce production after 2050 in Sumatra if projected climate change occurs. Microorganisms 2019, 7, 24. [Google Scholar] [CrossRef] [Green Version]
- Paterson, R.R.M. Oil palm survival under climate change in Malaysia with future basal stem rot assessments. For. Pathol. 2020, 50, e12641. [Google Scholar] [CrossRef]
- Haryadi, D.; Hendra, H.; Sidhu, M.S.; Panjaitan, T.; Chong, K.P. The first report on basal stem rot disease causal pathogen in Asian Agri Group, North Sumatra, Indonesia. Trans. Sci. Technol. 2019, 6, 141–149. [Google Scholar]
- Fernanda, R.; Siddiqui, Y.; Ganapathy, D.; Ahmad, K.; Surendran, A. Suppression of Ganoderma boninense using benzoic acid: Impact on cellular ultrastructure and anatomical changes in oil palm wood. Forests 2021, 12, 1231. [Google Scholar] [CrossRef]
- Sahebi, M.; Hanafi, M.M.; Wong, M.-Y.; Idris, A.; Azizi, P.; Jahromi, M.F.; Shokryazdan, P.; Abiri, R.; Mohidin, H. Towards immunity of oil palm against Ganoderma fungus infection. Acta Physiol. Plant 2015, 37, 195. [Google Scholar] [CrossRef]
- Cooper, R.M.; Flood, J.; Rees, R. Ganoderma boninense in oil palm plantations: Current thinking on epidemiology, resistance and pathology. Planter 2011, 87, 515–526. [Google Scholar]
- Othman, N.Q.; Paravamsivam, P.; Tan, J.S.; Lee, Y.P.; Kwan, Y.; Alwee, S.S.R.S. Validation of differential gene expression of transcriptome assembly via Nanostring® technologies analysis platform. J. Oil Palm Res. 2018, 30, 36–46. [Google Scholar] [CrossRef] [Green Version]
- Hushiarian, R.; Yusof, N.A.; Dutse, S.W. Detection and control of Ganoderma boninense: Strategies and perspectives. SpringerPlus 2013, 2, 555. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ng, W.P.Q.; Lam, H.L.; Ng, F.Y.; Kamal, M.; Lim, J.H.E. Waste-to-wealth: Green potential from palm biomass in Malaysia. J. Clean. Prod. 2012, 34, 57–65. [Google Scholar] [CrossRef] [Green Version]
- Arno, F.; Katja, F.-K. The use of oil palm trunks for wood products. Mater. Res. Proc. 2019, 11, 69–80. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, Z.; Alias, A.H.; Ramli, R.; Wahab, N.A.; Ahmad, M.; Osman, S.; Sheng, E.L. Effects of refining parameters on the properties of oil palm frond (OPF) fiber for Medium Density Fibreboard (MDF). J. Adv. Res. Fluid Mech. Therm. Sci. 2021, 87, 64–77. [Google Scholar] [CrossRef]
- Murphy, D.J.; Goggin, K.; Paterson, R.R.M. Oil palm in the 2020s and beyond: Challenges and solutions. CABI Agric. Biosci. 2021, 2, 39. [Google Scholar] [CrossRef]
- Food and Agriculture Organization (FAO). Global Forest Products Facts and Figures (2018–2019). 2018. Available online: http://www.fao.org/forestry/statistics/80938/en/ (accessed on 11 January 2021).
- Thoemen, H.; Irle, M.; Sernek, M. Wood-Based Panels: An Introduction for Specialists; Brunel University Press: London, UK, 2010. [Google Scholar]
- Bekhta, P.; Sedliačik, J. Environmentally-friendly high-density polyethylene-bonded plywood panels. Polymers 2019, 11, 1166. [Google Scholar] [CrossRef] [Green Version]
- Srivaro, S.; Rattanarat, J.; Noothong, P. Comparison of the anatomical characteristics and physical and mechanical properties of oil palm and bamboo trunks. J. Wood Sci. 2018, 64, 186–192. [Google Scholar] [CrossRef] [Green Version]
- Srivaro, S.; Matan, N.; Lam, F. Property gradients in oil palm trunk (Elaeis guineensis). J. Wood Sci. 2018, 64, 709–719. [Google Scholar] [CrossRef] [Green Version]
- Lamaming, J.; Hashim, R.; Leh, C.P.; Sulaiman, O.; Sugimoto, T.; Nasir, M. Isolation and characterization of cellulose nanocrystals from parenchyma and vascular bundle of oil palm trunk (Elaeis guineensis). Carbohydr. Polym. 2015, 134, 534–540. [Google Scholar] [CrossRef] [PubMed]
- Wulandari, A.; Erwinsyah, E. Distribution of vascular bundles and physical properties analysis of variety D x P oil palm trunk based on various zones and trunk heights. J. Penelit. Kelapa Sawit 2020, 28, 1–14. [Google Scholar] [CrossRef]
- Wistara, N.J.; Rohmatullah, M.A.; Febrianto, F.; Pari, G.; Lee, S.-H.; Kim, N.-H. Effect of bark content and densification temperature on the properties of oil palm trunk-based pellets. J. Korean Wood Sci. Technol. 2017, 45, 671–681. [Google Scholar] [CrossRef]
- Onuorah, E.O.; Nwabanne, J.T.; Nnabuife, E.L.C. Pulp and paper making potentials of Elaeis guineensis (oil palm) grown in South East, Nigeria. World J. Eng. 2015, 12, 1–12. [Google Scholar] [CrossRef]
- Ahmad, N.; Kasim, J.; Yunus, N.Y.M.; Zaki, J.A.; Munirah, A. Chapter 73 Physical and Chemical Properties of Different Portions of Oil Palm Trunk. In Regional Conference on Science, Technology and Social Sciences (RCSTSS 2016); Ahmad, N., Kasim, J., Mohd Yunus, N.Y., Ahmad Zaki, J., Munirah, A., Eds.; Springer: Singapore, 2018; pp. 759–766. [Google Scholar] [CrossRef]
- Dirkes, R.; Neubauer, P.R.; Rabenhorst, J. Pressed sap from oil palm (Elaeis guineensis) trunks: A revolutionary growth medium for the biotechnological industry? Biofuels Bioprod. Biorefining 2021, 15, 931–944. [Google Scholar] [CrossRef]
- Choowang, R. Correlation of the areal number density of vascular bundles with the mechanical properties of oil palm wood (Elaeis guineensis Jacq.). Wood Res. J. 2018, 9, 4–7. [Google Scholar] [CrossRef]
- Rosli, F.; Ghazali, C.M.R.; Abdullah, M.M.A.B.; Hussin, K. A review: Characteristics of oil palm trunk (OPT) and quality improvement of palm trunk plywood by resin impregnation. BioResources 2016, 11, 5565–5580. [Google Scholar]
- Myśkow, E.; Błaś, M.; Sobik, M.; Godek, M.; Owczarek, P. The efect of pollutant fog deposition on the wood anatomy of subalpine Norway spruce. Eur. J. For. Res. 2019, 138, 187–201. [Google Scholar] [CrossRef] [Green Version]
- Ganguly, S.; Balzano, A.; Petriˇc, M.; Kržišnik, D.; Tripathi, S.; Žigon, J.; Merela, M. Effects of different energy intensities of microwave treatment on heartwood and sapwood microstructures in Norway spruce. Forests 2021, 12, 598. [Google Scholar] [CrossRef]
- Račko, V.; Kačík, F.; Mišíková, O.; Hlaváč, P.; Čunderlík, I.; Ďurkovič, J. The onset of hazel wood formation in Norway spruce (Picea abies [L.] Karst.) stems. Ann. For. Sci. 2018, 75, 82. [Google Scholar] [CrossRef] [Green Version]
- Hashim, R.; Sarmin, S.N.; Sulaiman, O.; Yusof, L.H.M. Effects of cold setting adhesives on properties of laminated veneer lumber from oil palm trunks in comparison with rubberwood. Eur. J. Wood Wood Prod. 2011, 69, 53–61. [Google Scholar] [CrossRef]
- Ahmad Shamim, M.; Subramaniam, V.; Mohammad, H.; Mokhtar, A.; Ismail, B. Life cycle assessment for oil palm based plywood: A gate-to-gate case study. Am. J. Environ. Sci. 2014, 10, 86–93. [Google Scholar] [CrossRef] [Green Version]
- United States Environmental Protection Agency (USEPA). Facts about Formaldehyde. 2015. Available online: http://www.epa.gov/formaldehyde/facts-about-formaldehyde#howcan (accessed on 11 January 2021).
- Nuryawan, A.; Rahmawaty; Tambun, K.D.; Risnasari, I.; Masruchin, N. Hydrolysis of particleboard bonded with urea-formaldehyde resin for recycling. Heliyon 2020, 6, e03936. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sciencedirect.com (31 Articles) | |||
|---|---|---|---|
| No | Type of Panels | Year | Ref |
| 1 | Particleboard made of OPT bonded by poly(vinyl)alcohol/PVA | 2020 | [25] |
| 2 | Plywood made of OPT veneer without binder | 2020 | [26] |
| 3 | Cement (gypsum) board with OPT filler | 2019 | [27] |
| 4 | Binderless particleboard made of inner part of OPT | 2019 | [28] |
| 5 | OPT chips particleboard bonded by urea-formaldehyde (UF) resin | 2018 | [29] |
| 6 | OPT chips binderless particleboard with different thickness | 2015 | [30] |
| 7 | OPT fine particleboard with addition of polyhydroxylalkanoates (PHA) | 2013 | [31] |
| 8 | Particleboard made of treated OPT particles bonded by UF resin | 2014 | [32] |
| 9 | Laminated panels made of compressed OPT and poly(vinyl)acetate/PVAc | 2013 | [33] |
| 10 | OPT fine particleboard with addition of PHA | 2012 | [34] |
| 11 | Binderless OPT fine particleboard | 2011 | [35] |
| 12 | Three-layers laminated veneer lumber (LVL) made of OPT and UF resin | 2013 | [36] |
| 13 | Binderless particleboard made of OPT fine particles and strands | 2010 | [37] |
| 14 | Oil palm stem (OPS) plywood treated by phenol-formaldehyde (PF) | 2011 | [38] |
| 15 | Binderless particleboard surface made of OPT and acacia wood particles | 2019 | [39] |
| 16 | LVL made of OPT veneer with different types of formaldehyde resins | 2009 | [40] |
| 17 | Hybrid plywood made of OPT and oil palm empty fruit bunches (OPEFB) | 2010 | [41] |
| 18 | Plywood made of OPS pre-preg by PF | 2013 | [42] |
| 19 | Plywood, particleboard, and fiberboard made of OPT | 2012 | [43] |
| 20 | Properties of binderless particleboard made of OPT and acacia wood | 2014 | [44] |
| 21 | OPS plywood treated by low molecular weight PF | 2012 | [45] |
| 22 | Seasoning of veneer OPT | 2017 | [46] |
| 23 | Plywood made of OPT veneer treated with various concentration of PF | 2013 | [47] |
| 24 | Biocomposite made of oil palm biomass including OPT | 2015 | [48] |
| 25 | Binderless particleboard made of young and old OPT | 2014 | [49] |
| 26 | Binderless particleboard made of fine particles and vascular strands OPT | 2014 | [50] |
| 27 | Binderless fiberboard made of agricultural biomass including OPT | 2019 | [51] |
| 28 | Binderless particleboard made of oil palm biomass including OPT | 2011 | [52] |
| 29 | Laminated composites made of agricultural biomass including OPT | 2017 | [53] |
| 30 | OPT as sandwich panel core bonded by melamine-formaldehyde (MF) | 2015 | [54] |
| 31 | OPS veneer treated by low molecular weight PF | 2011 | [55] |
| mdpi.com (2 articles) | |||
| No | Type of panels | Year | Reference |
| 1 | Concrete brick with cement, gypsum, gravel and OPT aggregate | 2020 | [56] |
| 2 | Hybrid plywood made of OPT veneer and OPEFB mat bonded by PF | 2020 | [57] |
| Indonesia [22] | Malaysia [66] | |
|---|---|---|
| Fruit | ||
| Shell (PKS) | 4.83 | 4.72 |
| OPEFB | 15.87 | 7.78 |
| Fiber (MF) | 8.97 | 8.18 |
| POME | n.a | 3.38 |
| Non-fruit | ||
| Frond (OPF) | 43.05 | 23.39 |
| Trunk (OPT/OPS) | 13.94 | 3.74 |
| Product | Adhesive/ Binder | Studies | Refs. |
|---|---|---|---|
| LVL | UF, PF, MF, and PRF | Variation of adhesive | [40] |
| Plywood | UF | UF impregnated OPT for core plywood | [36] |
| Plywood | PF | Treatment with LmwPF resin: effect of pressing pressure, the effect of resin content, and effect of hot-pressing time | [42,45,47] |
| Veneer | - | Effects of hot air and microwave drying | [46] |
| Composite-Plywood | UF and PF | Hybrid plywood from oil palm biomass | [57] |
| Composite-Plywood | MUF | Sandwich panel with OPT core overlaid with rubberwood veneer | [54] |
| Composite-Plywood | UF | Impregnated OPT with UF resin | [36] |
| Composite-Plywood | PF | Addition of OPA to hybrid plywood | [57] |
| Composite-Plywood | - | Binderless compressed veneer panel using response surface methodology | [26] |
| Product | Adhesive/ Binder | Studies | Ref. |
|---|---|---|---|
| Binderless Particleboard | - | Effect of particle geometry on binderless particleboard | [37] |
| Binderless Particleboard | - | Influence of press temperature on the properties of binderless particleboard | [35] |
| Binderless Particleboard | - | Determine the chemical component suitability for binderless particleboard | [59] |
| Binderless Particleboard | - | Effect of oil palm age on properties of binderless particleboard | [49] |
| Particleboard | PHA | Effect addition of PHA | [34] |
| Particleboard | PHA | Influence of steam treatment and addition of PHA. | [31] |
| Particleboard | - | Optimization of press temperature and time for binderless particleboard | [30] |
| Particleboard | UF | Effect of treated with hot water and sodium hydroxide (NaOH) on the properties of particleboard | [32] |
| Binderless Particleboard | - | Steam treated on binderless particleboard | [26] |
| Particleboard | UF | Effects of two-step post heat-treatment on the particleboard properties. | [29] |
| Binderless Particleboard | ADP | Addition of ammonium dihydrogen phosphate (ADP) | [28] |
| Binderless Particleboard | - | Addition Acacia mangium particle | [44] |
| Particleboard | PVA | Addition citric acid and calcium carbonate | [25] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nuryawan, A.; Sutiawan, J.; Rahmawaty; Masruchin, N.; Bekhta, P. Panel Products Made of Oil Palm Trunk: A Review of Potency, Environmental Aspect, and Comparison with Wood-Based Composites. Polymers 2022, 14, 1758. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14091758
Nuryawan A, Sutiawan J, Rahmawaty, Masruchin N, Bekhta P. Panel Products Made of Oil Palm Trunk: A Review of Potency, Environmental Aspect, and Comparison with Wood-Based Composites. Polymers. 2022; 14(9):1758. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14091758
Chicago/Turabian StyleNuryawan, Arif, Jajang Sutiawan, Rahmawaty, Nanang Masruchin, and Pavlo Bekhta. 2022. "Panel Products Made of Oil Palm Trunk: A Review of Potency, Environmental Aspect, and Comparison with Wood-Based Composites" Polymers 14, no. 9: 1758. https://0-doi-org.brum.beds.ac.uk/10.3390/polym14091758