1. Introduction
Urea-formaldehyde (UF) adhesives are by far the most widely used thermosetting resins for manufacturing plywood and other types of interior-grade wood-based composites [
1,
2,
3], accounting for nearly 85% of the total amino resins produced worldwide with an approximate annual volume of 11 million tons/year [
4,
5,
6]. The wide industrial application of these resins in the production of wood-based composites is due to their significantly strength performance, chemical versatility, short press times, low curing temperatures, solubility in water, colorless glue line, ease of handling, and a relatively low cost [
7,
8,
9,
10]. However, the main drawbacks of UF resins are the significantly lower water resistance, compared to phenolic and melamine-formaldehyde resins, and emission of formaldehyde which is associated with environmental problems [
11] and human health-related hazards [
12,
13,
14].
UF adhesives create the high bonding strength of veneers and largely determine the physical, mechanical and other properties of plywood [
15,
16]. However, they are consisted not only of pure oligomers, but also of different additives such as extenders, fillers, etc., and therefore, the resulting adhesive effect is also dependent on the proportion of other components of the UF adhesive mixture used [
2,
17,
18].
Fillers are essential components of UF adhesives, added to glue mixtures mostly in a solid state [
19,
20] for various reasons—to reduce the plywood production costs, to restrict the undesired fluidity or excessive penetration of adhesive into veneers, and to build a solid structure of the cured adhesive composition [
3,
15,
21].
Fillers can also play an important task in the reduction of free formaldehyde release from UF adhesive mixtures, especially in the production of plywood panels [
20,
22,
23,
24,
25,
26,
27]. According to our research [
28,
29], and other research [
19,
20,
30], it suggests that the ground bark of some tree species, applied as a filler with UF resins in plywood manufacture, leads to significant decrease in free formaldehyde release. The type and the amount of filler in the adhesive mixture significantly affect the adhesive performance. The choice of filler depends on the resin and targeted application, making fillers one of the most important components of adhesive systems used in the production of plywood [
15,
18,
19,
31,
32].
Commonly used adhesive fillers are nonvolatile, organic substances, such as wheat or rye flour, soybean powder, rice husk, wood powder, bark powder or other lignocellulosic wastes, such as palm kernel, coconut shells, starch material, etc. [
27,
31]. In addition, inorganic materials such as metal powders, metal oxides, and minerals (clay, sepiolite, wollastonite) have also been used as adhesive fillers, typically to improve compression strength and dimensional stability [
15,
30,
33,
34].
This publication is focused only on fillers made from birch bark (
Betula verrucosa Ehrh.). Birch is a high-quality raw material for plywood processing which has been extensively used in plywood industry [
35,
36]. If birch is used for manufacturing veneer-based products by wood peeling, it must be debarked and therefore it is assumed that considerable amounts of bark are available in plywood mills which need to be further utilized [
37,
38]. Its use as a filler in UF adhesive formulations, among other utilization purposes, is possible and recommended.
Birch bark (BB) of mature trunks and branches is creamy to silvery white, smooth, it peels off as long strands; lenticels are dark, horizontally expanded [
39,
40]. BB was successfully utilized even in the past, and at present extensive research is being carried out in the field of pharmaceutical and cosmetic industry. BB extracts have been widely used in modern cosmetics and have a potential usage as dietary supplements [
38,
41].
Chemical composition of BB has gained a significant scientific interest because it contains higher concentrations of extractives than birch wood. The concentrations of individual compounds are quite low in BB (less than 1%) except for betulinol (up to 12.7%). Outer BB contains about 40% extractives, 45% suberin, 9% lignin, 4% hemicelluloses and 2% cellulose. The extractives mainly comprise different triterpenoids, especially betulin and its derivatives, accounting for as much as 30% of the dry weight. The outer BB contains only about 2 mg·g
−1 of phenolics, mainly comprising esterified hydroxycinnamic acids, whereas the inner bark has very high phenolics contents [
42,
43].
Considerable efforts have been made by researchers to decrease or eliminate the harmful formaldehyde emissions from UF-bonded wood-based panels, including plywood. This can be done through several procedures that can be truly effective—during the manufacturing process or by post-treatment of wood-based composites. Major approaches to minimize formaldehyde emissions include the following [
20,
26]: (a) reduction of formaldehyde content in resin formulation [
24], (b) the use of scavengers [
44,
45,
46,
47,
48] or other compounds that reduce the free formaldehyde [
49,
50,
51], (c) posttreatment of the wood-based products or surface treatment with paints, lacquers, veneers, and papers [
51,
52,
53], and (d) the use of alternative adhesive, bio-based adhesive systems [
54,
55,
56,
57,
58,
59,
60].
A possible way to reduce formaldehyde emissions from plywood panels is to use scavengers, to replace technical flour using tree bark as a sustainable, inexpensive filler for UF adhesive systems [
37,
38,
45,
46,
49]. Currently, bark is burned in plywood mills, and its necessary production is considered as a load, therefore the incorporation of bark into adhesive mixtures would relieve the plywood producers from great amount of by-products and waste. This will also result in reduced production costs, since the purchase of food flour as a filler would not be necessary, as the bark comes from its own unused material stocks in plywood mills [
19,
20,
28,
29].
Therefore, the aim of this research work was to investigate the potential of using ground BB as an eco-friendly filler in UF adhesive in plywood manufacture and determine its effects on the physical, mechanical, and thermal properties of plywood, as well as on the free formaldehyde emission of panels.
2. Materials and Methods
2.1. Bark Collection, Drying, and Grinding
BB was manually removed from a trunk harvested near Zvolen, Slovakia (SK) for the purposes of this research. The birch log was stored outdoors for several weeks under normal climatic conditions as in the common factory practice. The debarking of the birch trunk was relatively easy and it was performed with hand tools (axe, double-edged knife). The birch log was about 40-year-old, so the bark was hard and cracked as some places.
Fragments of BB measuring about 50 × 20–30 mm in a volume of about 30 L were first washed with distilled water to remove dirt and mineral particles, and then dried in bulk for about 3 weeks in a heated room at the temperature of 18 °C. The bark reached moisture content (MC) of approximately 14%. Subsequently, the bark was dried in a laboratory oven at 103 ± 2 °C to a MC of 3 ± 1%. After reaching the assumed MC, the BB was ground by a semi-operational impact cross mill (prototype, Technical University in Zvolen, SK), and then by a fine hand grinder to obtain the required size of the ground bark fraction. The bark grinding equipment directly affects the quality, quantity and geometry of the bark [
61]. Bark was sieved with mechanical sieve shaker (prototype, Technical University in Zvolen, SK) to obtain a dimensional fraction fallen through the screen with a mesh size of 0.125 mm which was determined by the authors as the most effective in a previously conducted research [
28,
29]. A total of 1.2 kg of ground BB was produced and only the finest fraction of bark with grains equal or smaller than 0.125 mm was added to the adhesive mixture. BB was stored in plastic bags to protect it from moisture increase. The collected material was used to modify UF resin for plywood manufacturing.
2.2. Chemical Composition of BB Flour
Proper bark valorization requires a detailed analysis of its chemical composition. The chemical composition of BB flour, including its main components such as holocellulose, lignin, ash, and extractives, and carbohydrate composition, is summarized in
Table 1 and
Table 2, respectively.
Ground BB with its acidic nature and alkaline buffering capacity is suitable to obtain reasonable pressing time in plywood manufacturing, especially when using pH-depended resins like UF [
63,
64]. As known, UF resins are acid-catalyzed adhesives and need an acidic environment to cure [
65,
66]. In this respect, birch with pH values ranging from 3.2 to 5.0 depending on the harvesting site [
67] is a promising material for plywood manufacturing. The pH value of BB is expected to provide an appropriate environment for curing of UF resin during the fabrication of plywood which might slightly affect the strength properties of the finished panels.
BB has a high content of lignin and adding it to the adhesive composition should reduce the content of free formaldehyde in the finished plywood panels. Previous research showed that lignin can absorb up to 15% of formaldehyde based on its weight [
68]. Most of the binding of formaldehyde by lignin is due to the Tollens reaction, Prins reaction or Lederer–Manasse reaction [
69]. Formaldehyde also reacts with extractives in bark, mostly with tannins which was confirmed in case of plywood, particleboard and bark boards [
28,
70,
71].
2.3. Veneers
Wood raw material—beech (Fagus sylvatica L.) from the central region of Poľana Mountains in Slovakia was used for peeling. Beech veneers were made by centric peeling process using a 4-feet lathe KSB (Královopolská strojírna Brno, Czechia) at the Technical University in Zvolen, Slovakia. The veneer sheets with the dimensions of 500 mm × 500 mm without visible defects were prepared for the experiments. Average thickness of veneers was 1.30 mm, and the average density was 628 kg·m−3. Their MC after drying and conditioning was 6 ± 1%. Test groups of five-ply plywood panels made of beech veneers glued together with adhesive mixture of different composition were fabricated under laboratory conditions.
2.4. Adhesive and Additives
A commercially available UF resin Kronores CB 1100 F (Diakol Strážske s.r.o., Strážske, Slovakia) with the solid content of 67.1%, viscosity of 460 mPa·s, condensation time of 55 s, and a pH value of 8.6 was used to bond veneers. Ammonium nitrate NH4NO3 (47%) was added to the adhesive mixture as a hardener. Commercial technical wheat flour (WF) was used as the control filler to evaluate the suitability of BB for plywood manufacturing, since it is the most widely used filler in plywood industry.
2.5. Adhesive Mixture Preparation
The ammonium nitrate hardener was added at a ratio of 10 weight parts (wp) per 100 wp of adhesive according to the common industrial formulations. UF adhesive with 10 and 20 wp per 100 wp of WF based on liquid UF resin were used as reference samples. They were labeled as Ref10 and Ref20, respectively. No water was added. The amount of added BB flour was 10, 15, and 20 wp per 100 wp of liquid UF resin. They were labeled as BB10, BB15, and BB20, respectively (
Table 3). Viscosity was measured using the rotary viscometer at 20 °C using standard test methods for viscosity of adhesives.
2.6. Plywood Panel Manufacturing
Adhesive mixtures were applied to the veneers in laboratory conditions using a hand roller to form a uniform adhesive layer. The amount of adhesive spread was calculated according to recommendations for UF adhesive mixtures per 1 m
2 (180 g·m
−2) based on the wet mass. The UF adhesive mixture was applied onto one side of each veneer sheet (except for the last one). When composing veneers, the fibers of the neighboring veneers were at 90° angle (veneer sheets laid up tight/loose) in accordance with the standard EN 636:2015 [
72].
The pressing process was carried out using the CBJ single opening laboratory electric heated hydraulic press (CBJ250, TOS, Rakovník, Czechia). The pressing temperature used was 105 °C; the specific pressing pressure was 1.8 MPa. The pressing time was 336 s and it was calculated as the sum of the basic pressing time for UF adhesives recommended by the producer and the corresponding thickness of the pressed veneers.
Groups of five-ply plywood made of beech veneers glued together with adhesive mixture of different composition were formed under laboratory conditions. Five plywood panels were made for each experimental condition. Five-ply plywood panels of 500 mm × 500 mm were made to determine the bending strength (MOR), modulus of elasticity (MOE), shear strength and formaldehyde release of plywood panels.
2.7. Plywood Panel Testing
After pressing, all plywood panels were conditioned at 20 ± 2 °C temperature and 65 ± 5% relative humidity for 4 weeks until constant mass was achieved. The MC after conditioning was calculated according to the standard ISO 13061-1:2014 [
73]. After conditioning, plywood was cut into exact test samples according to the EN 326-1 standard requirements [
74].
MOR and MOE of plywood panels were determined according to the standard EN 310 [
75]. The crosshead speed used was 1.0 mm·min
−1, the load cell configuration was 5 kN. The shear strength was measured according to the EN 314-1 [
76] and classified according to the EN 314-2 [
77] standards after pretreatment for intended use in interior conditions. Testing samples were immersed in water for 24 h at 20 ± 3 °C. Twelve samples were used for each variant for testing the MOR, MOE and shear strength of the laboratory-fabricated plywood panels. MOR, MOE and shear strength tests were carried out using a TIRA 2200 Heckert Testing Machine (Schalkau, Germany) for all adhesive mixtures (Ref10, Ref20, BB10, BB15, and BB20).
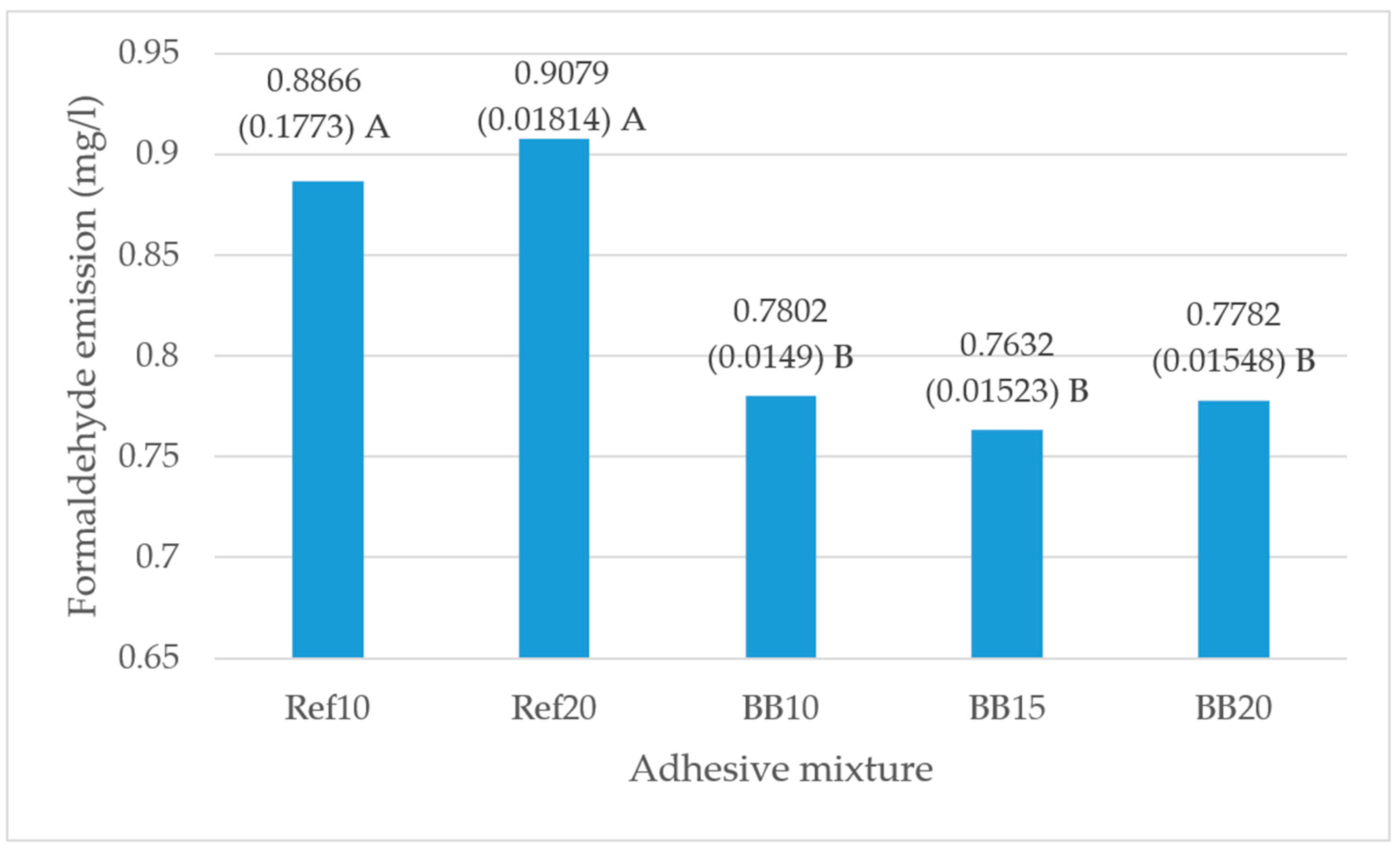
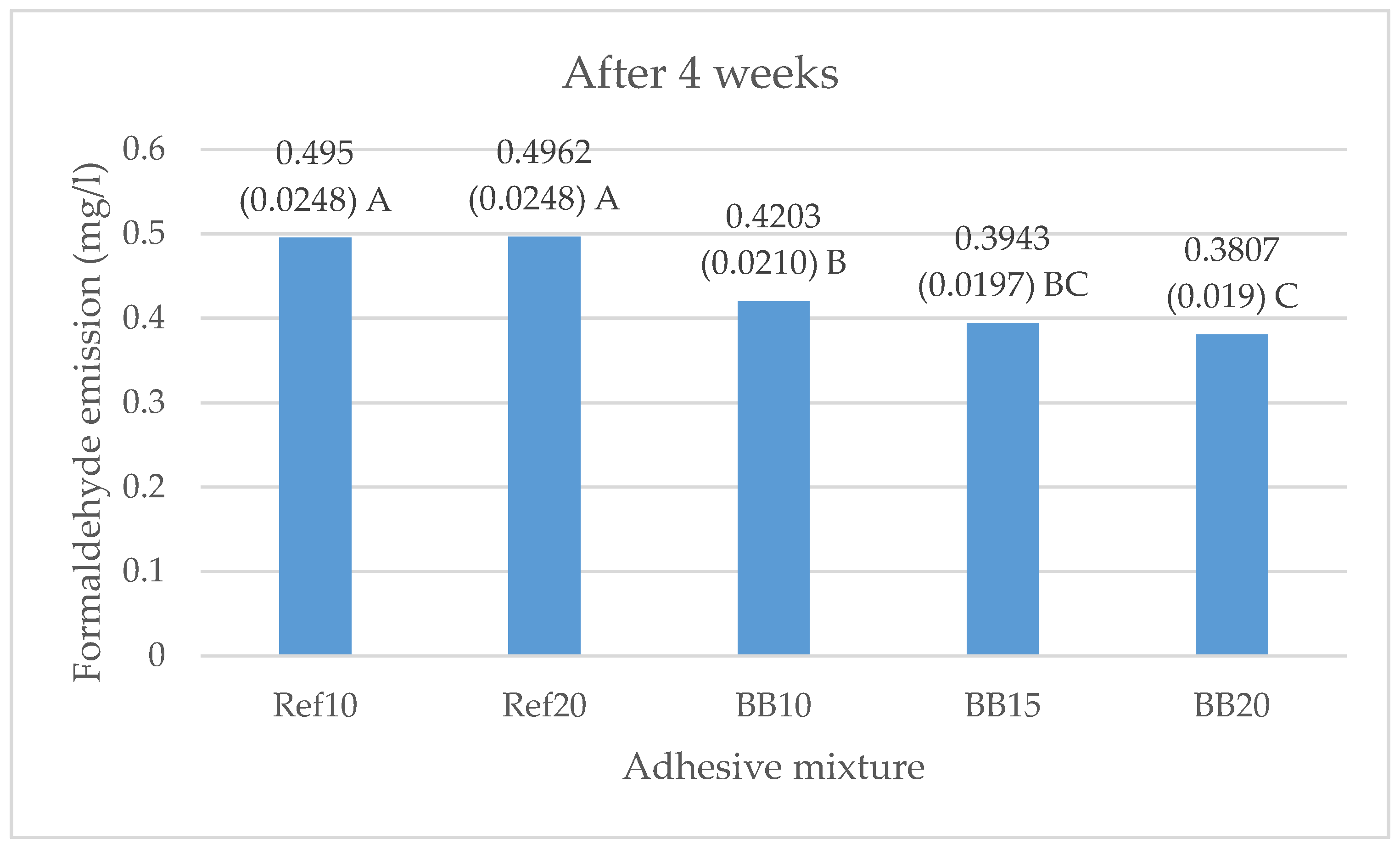
2.8. Formaldehyde Emission from Plywood Panels
The free formaldehyde emission was measured using the desiccator method according to the standard EN-ISO 12460-4 [
78]. The test determines the quantity of formaldehyde emitted from plywood samples and absorbed in a specified volume of distilled water during 24 h in a glass desiccator. Ten test pieces from each type of plywood were prepared with dimensions of 150 ± 1 mm × 50 ± 1 mm (length × width) for a total surface area of 1735 cm
2. They were then placed in a desiccator with an enclosed volume of 11 L with a glass-crystallizing dish containing 300 mL of distilled water. Samples were removed from the desiccator after 24 h and the obtained formaldehyde solution was prepared for spectroscopy. To determine the formaldehyde content, 25 mL of the formaldehyde solution from the desiccator was mixed with 25 mL of acetylacetone-ammonium acetate solution in a 100 mL flask. The stoppered flasks were then heated in a water bath at 65 ± 2 °C for 10 min and subsequently cooled to ambient temperature for 60 ± 5 min [
20,
79].
A UviLine SI 5000 spectrophotometer (SI Analytics, Plains, NY, USA) at 412 nm was used to determine the total formaldehyde content. The formaldehyde content was determined using a calibration curve which was prepared from standard formaldehyde solutions. Formaldehyde emission tests were carried out in duplicate [
20,
79].
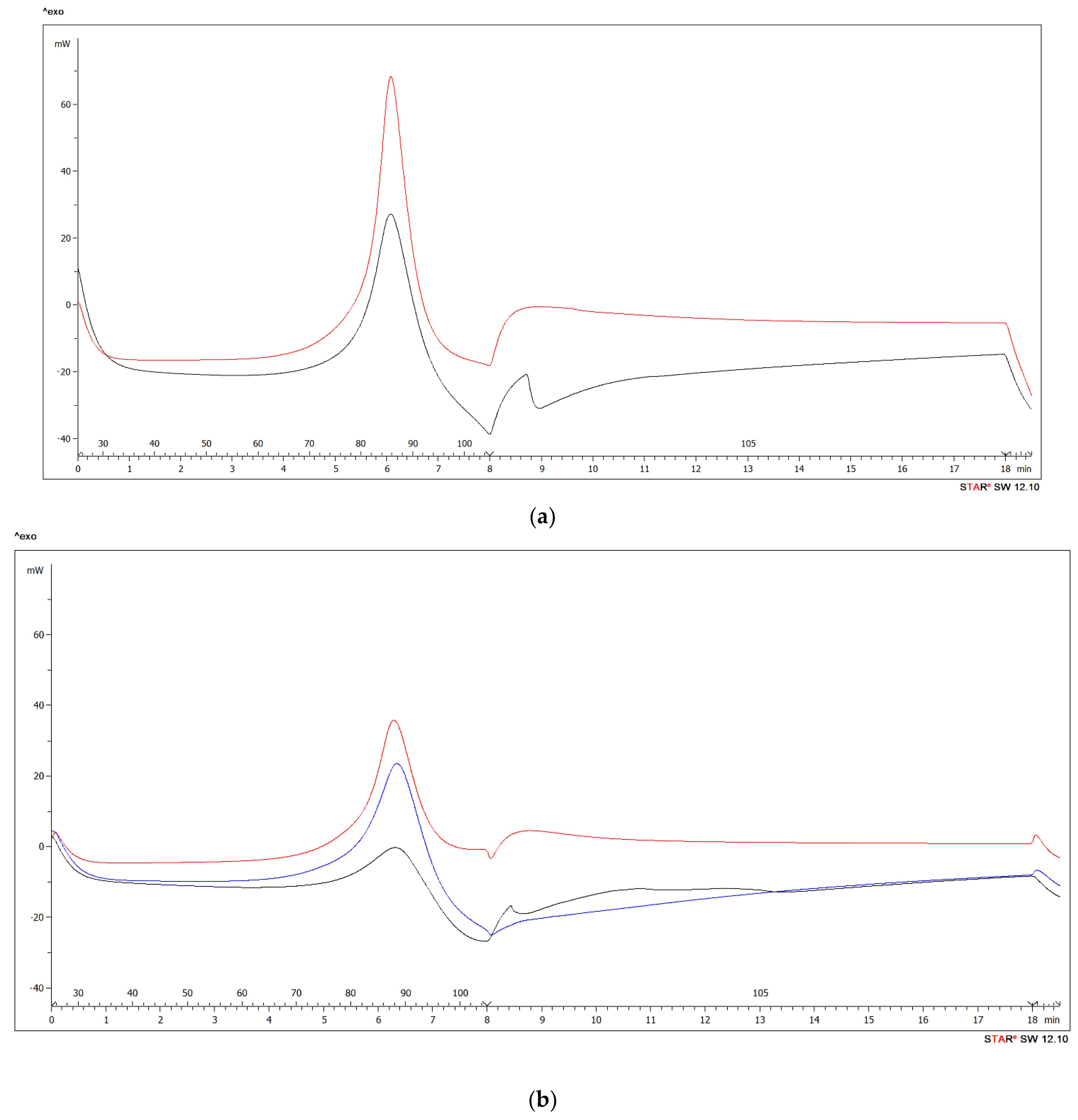
2.9. Thermal Analyses DSC, TGA and DTG
The device DSC 1 (Mettler-Toledo GmbH, Greifensee, Switzerland) was used to monitor the curing processes by the differential scanning calorimetry (DSC) method. This device provides accurate and reliable results of measuring the enthalpy depending on the temperature for the selected temperature program. The device provides the capability to monitor endothermic and exothermic processes which correspond to the peaks and changes the shape of the DSC curve [
80,
81]. For each test, the results were obtained in the form of important parameters such as “onset” temperature (
To), and temperature of peak reached during the reaction (which is also the temperature when the curing is completed) [
82]. It is known that linear resin monomers are converted into crosslinking networks during curing. The cure reactions of resins are very complex because many reactive processes occur simultaneously has been studied by means of differential scanning calorimetry [
83,
84]. Results commonly depend on several factors such as the size of the fillers, the percentage loading and the dispersion of the particles [
80,
85].
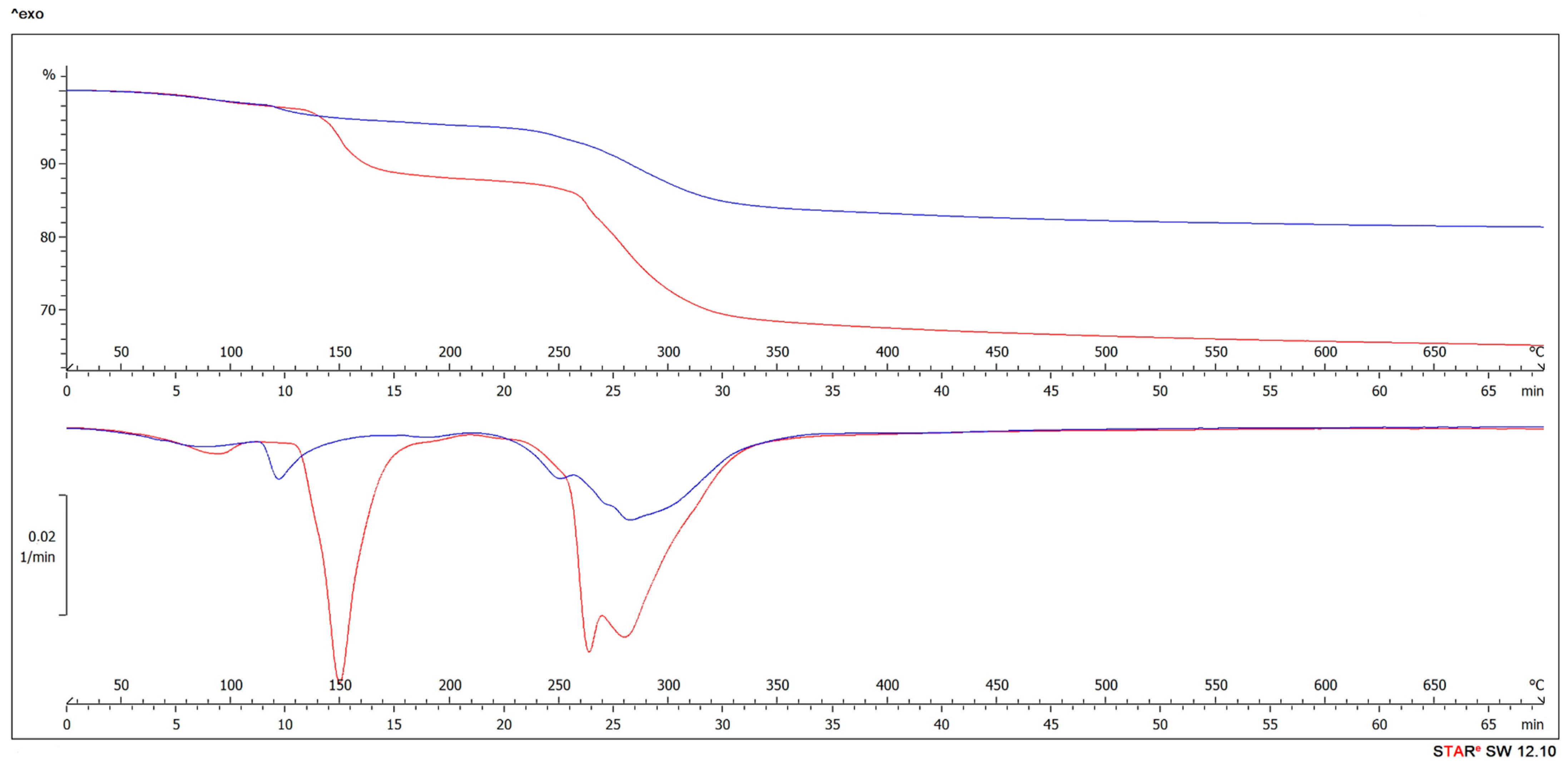
Thermal gravimetric analysis (TGA) can be used to monitor weight changes in a sample as a function of temperature. The technique is primarily used for studying degradation processes, providing information on thermal oxidative degradation rates and thermal degradation temperatures of polymeric materials. The technique is not particularly sensitive to the changes in adhesives and resins due to different states of cure and this is the main reason it has not been developed further for cure monitoring. According to the shape of the TGA curves, the materials determine the rate of the reaction and the temperature of the decomposition processes. From thermal degradation of materials, we can identify thermal resistance [
85,
86].
Three types of thermal analyzes were used for the samples, namely DSC, TGA together with derivative thermogravimetry (DTG). DTG as a technique was used for identifying and quantitatively analyzing the chemical composition of substances by observing the thermal behavior of a sample as it is heated.
The temperature methodology of the experiment was set according to the needs of practice. The temperature was increased from 25 °C to 105 °C at a heating rate of 10 °C∙min−1. Isothermal part of experiment occurred after reaching 105 °C which lasted 10 min. Upon completion the temperature was raised to 110 °C with a heating rate of 15 °C∙min−1. After achieving the temperature 110 °C the sample was cooled to an operating temperature of 25 °C. TGA was performed in oxygen atmosphere throughout the experiment. As carrier gas was used nitrogen (purity 99%) at DSC method. Gas flow was for both methods 20 mL∙min−1.
The device TGA/DSC1 was employed to measure the changes of mass in the samples and to monitor the temperature processes. TGA measurement was realized in alumina crucible with lids and with diameter of 6 mm and length of 4.5 mm. The total volumes of the crucibles were 70 μL and the lids were pierced. Simultaneously with the thermogravimetric analysis, a DSC measurement was performed. The sample was weighed by scales KERN ABT 220-5DM version 1.2 03/2013 (Kern & Sohn GmbH, Balingen, Germany) into a 100 μL aluminum crucible with a diameter of 6 mm and a height of 4 mm.
2.10. Statistical Analysis
All the data were analyzed using analysis of variance (ANOVA). The comparison of the means was carried out employing Duncan’s test with a 95% confidence level. The standard deviations were also computed from the data.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}