
Cutting Oxygen Production-Related Greenhouse Gas Emissions by Improved Compression Heat Management in a Cryogenic Air Separation Unit


Abstract
:1. Introduction
1.1. Improving the Design and Operation of Cryogenic Air Separation Units
1.2. Greenhouse Gas Emissions Attributable to ASU Operation
1.3. Aims of the Study
- -
- Analyzing possible power consumption reduction by using compression heat for air pre-cooling and intercooling via absorption coolers (ACH);
- -
- Investigating the effect of air cooling on energy consumption for adsorptive air dryer regeneration and evaluating the associated impact of variable air humidity using measured hourly data;
- -
- Estimating basic economic parameters of ACH installation in a model ASU;
- -
- Analyzing and quantifying achievable reduction in carbon dioxide, nitrogen oxides, sulfur oxides, and carbon monoxide by applying various emission factors reported in literature as well as those obtained by modeling of an industrial thermal power plant operation.
- -
- starting with basic design and verification of the values,
- -
- introducing model changes, incorporating adsorption coolers and cooling water towers,
- -
- testing the sensitivity of energy savings by proposed technology changes to frictional pressure losses and analyzing energy consumption for adsorptive air dryers’ regeneration.
2. Materials and Methods
2.1. Air Separation Unit Model
- Steady state;
- Isentropic efficiency of compressors: 72%;
- Isentropic efficiency of pump: 80%;
- Pressure loss in all heat exchangers: 10 kPa;
- Outlet air temperature in water coolers: 40 °C;
- Number of stages in HPC column: 60;
- Position of feed stages in HPC column: 50 and 60;
- Number of stages in LPC column: 60;
- Position of feed stages in LPC column: 1 and 42;
- Total pressure loss in HPC column: 20 kPa;
- Total pressure loss in LPC column: 30 kPa;
- Zero heat (and cold) losses from all modeled process equipment surfaces.
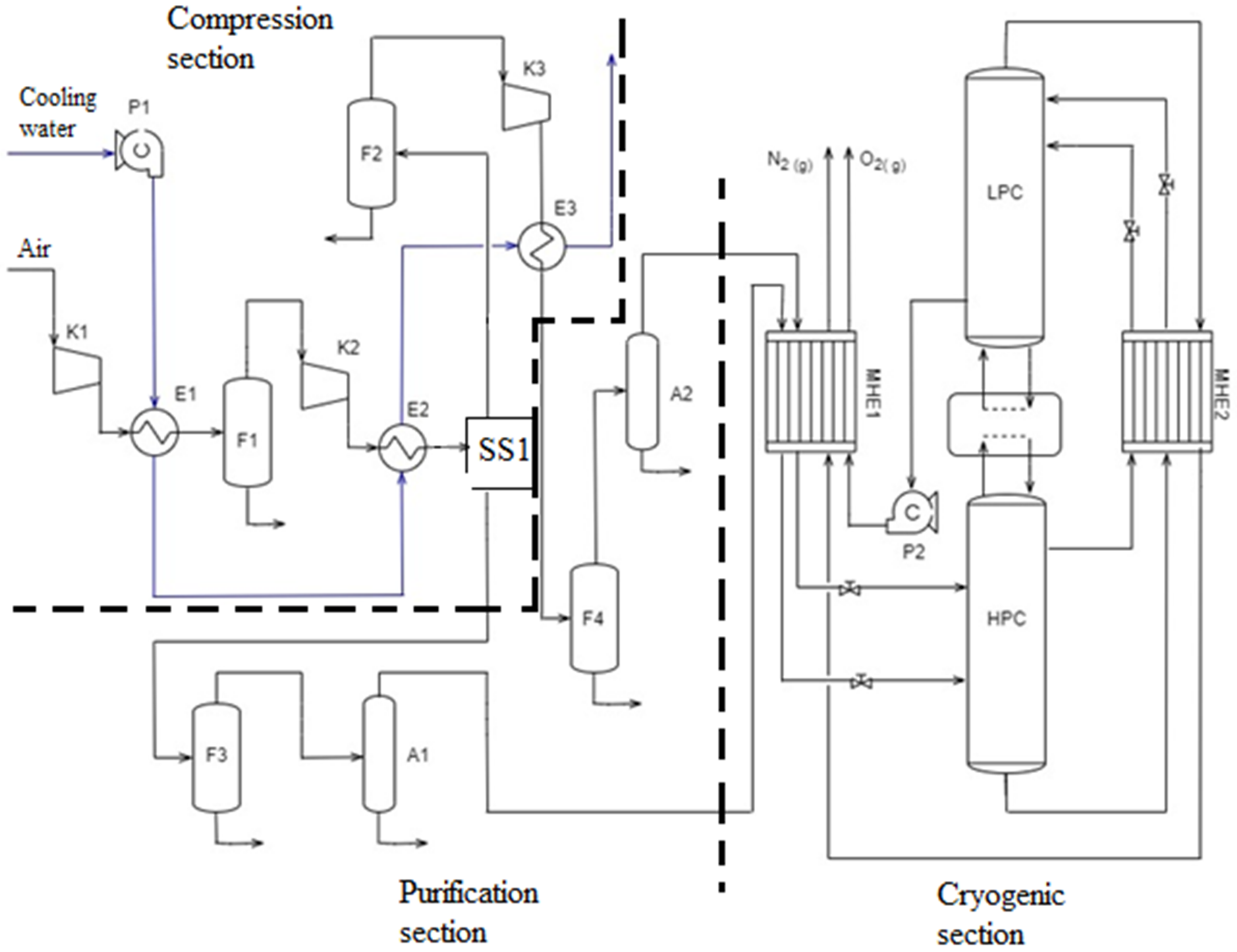
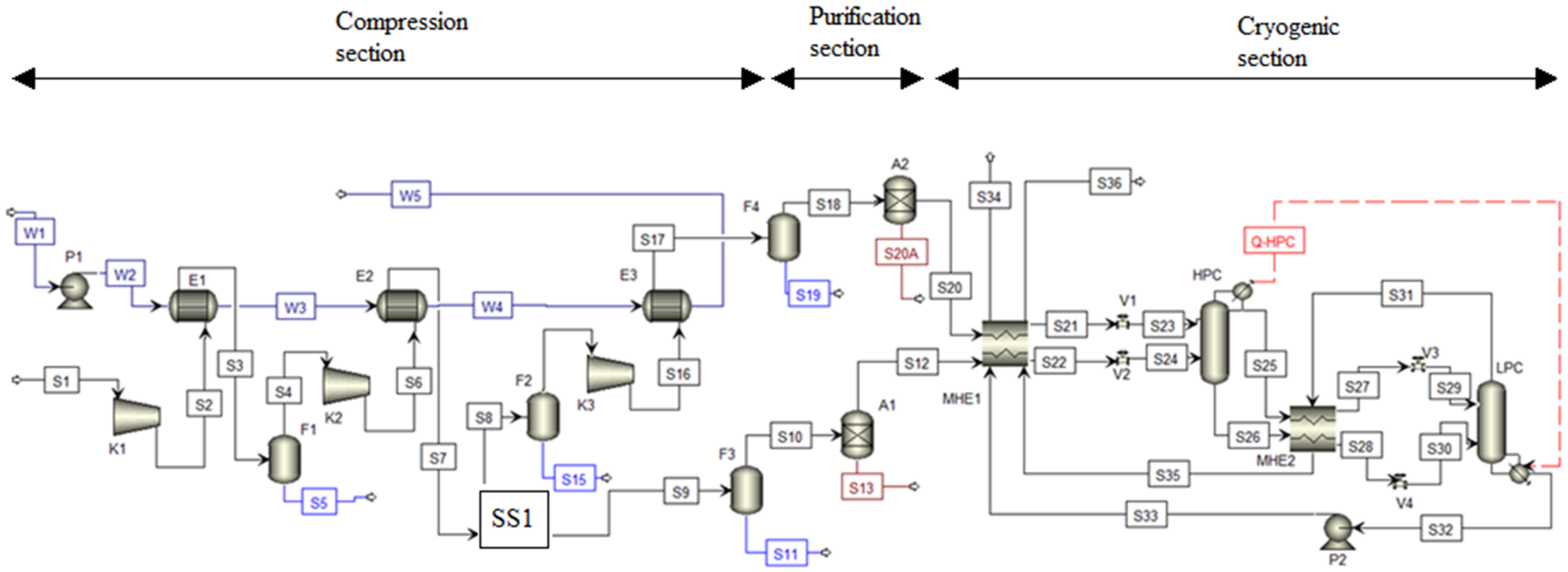
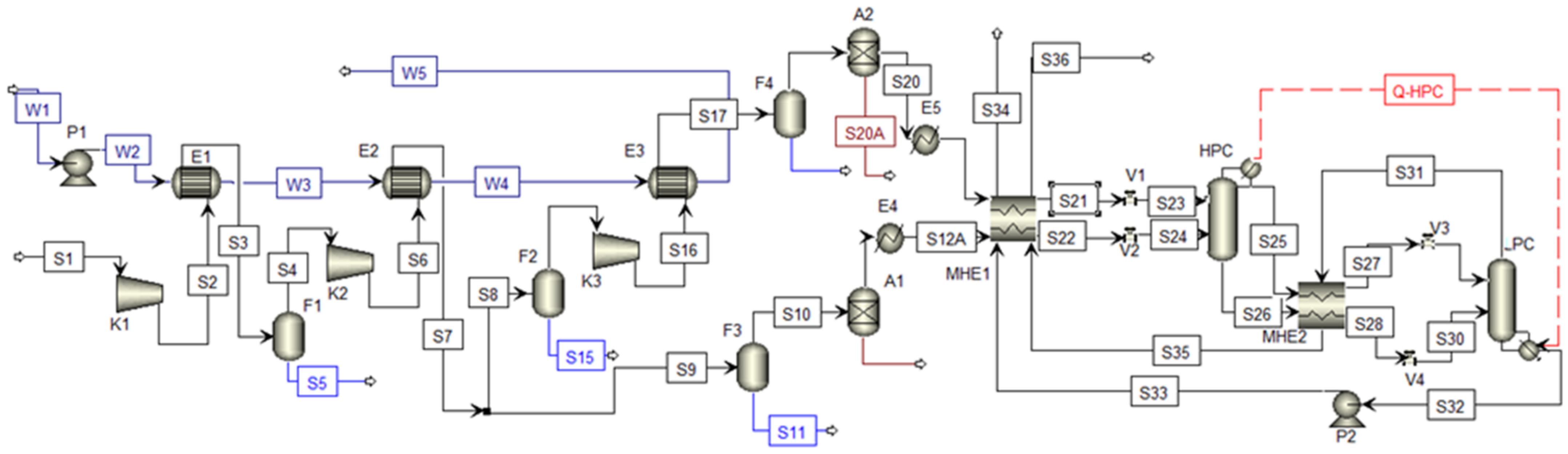
2.2. Process Flow Diagram of Cryogenic Air Separation Unit
- (1)
- Specification of air pressure loss in adsorbers A1 and A2 according to the pressure loss specified in all modeled heat exchangers = 10 kPa.
- (2)
- Addition of fictive heat exchangers E4 and E5 to the basic model downstream of adsorbers A1, A2 to include the effect of adsorption heat of water. The most suitable value of adsorption heat of 3000 kJ kg−1 was specified according to [61].
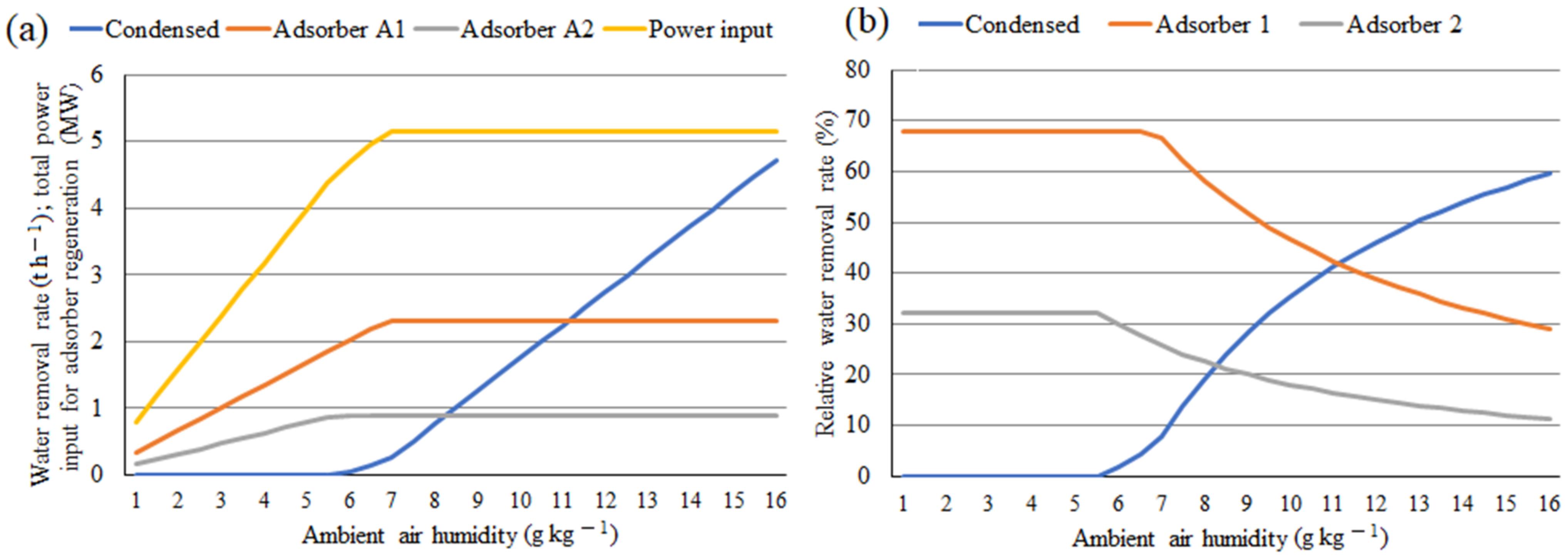
2.3. Regeneration of Air Dryers
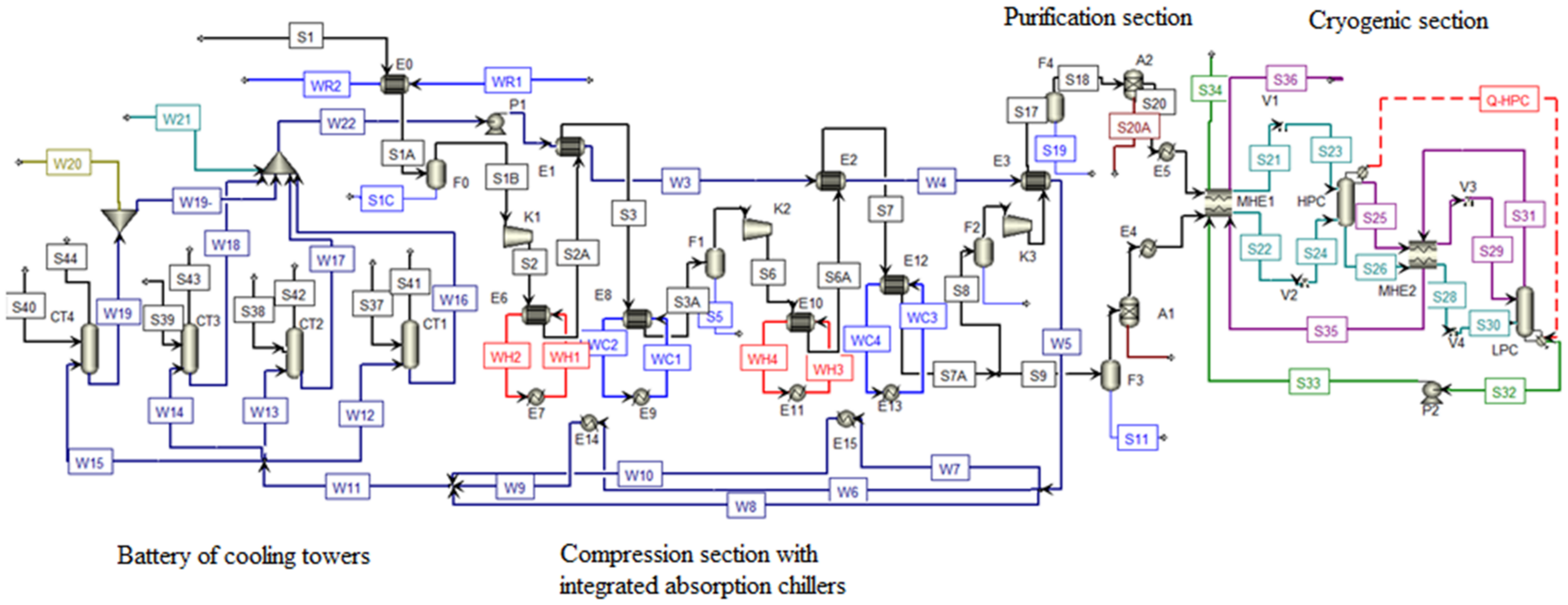
2.4. Model with Absorption Cooling
- Using own (internal) available heat for cold production.
- Using external available heat and cold.
2.4.1. Own (Internal) Heat for Cold Production
2.4.2. External Heat for Cold Production
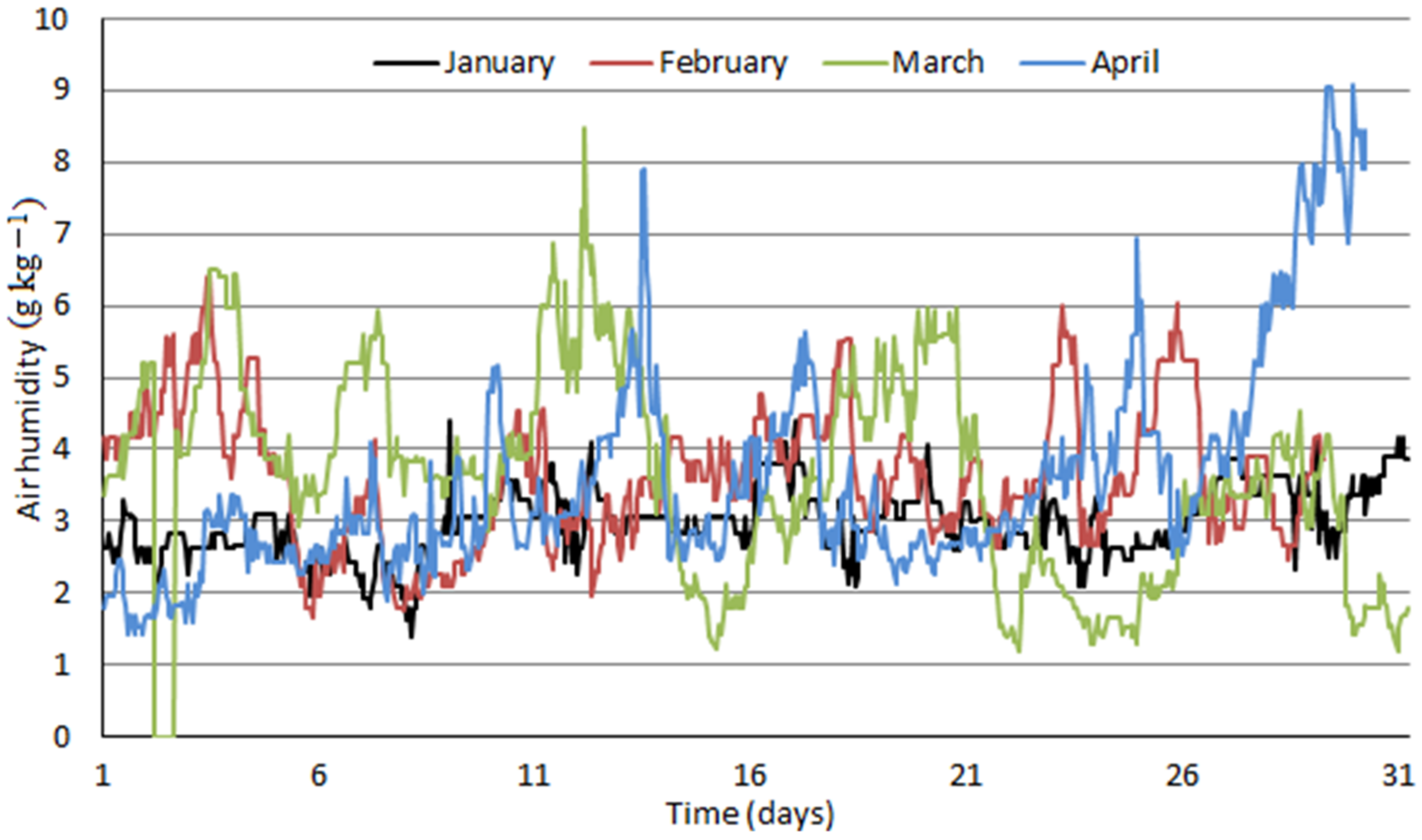
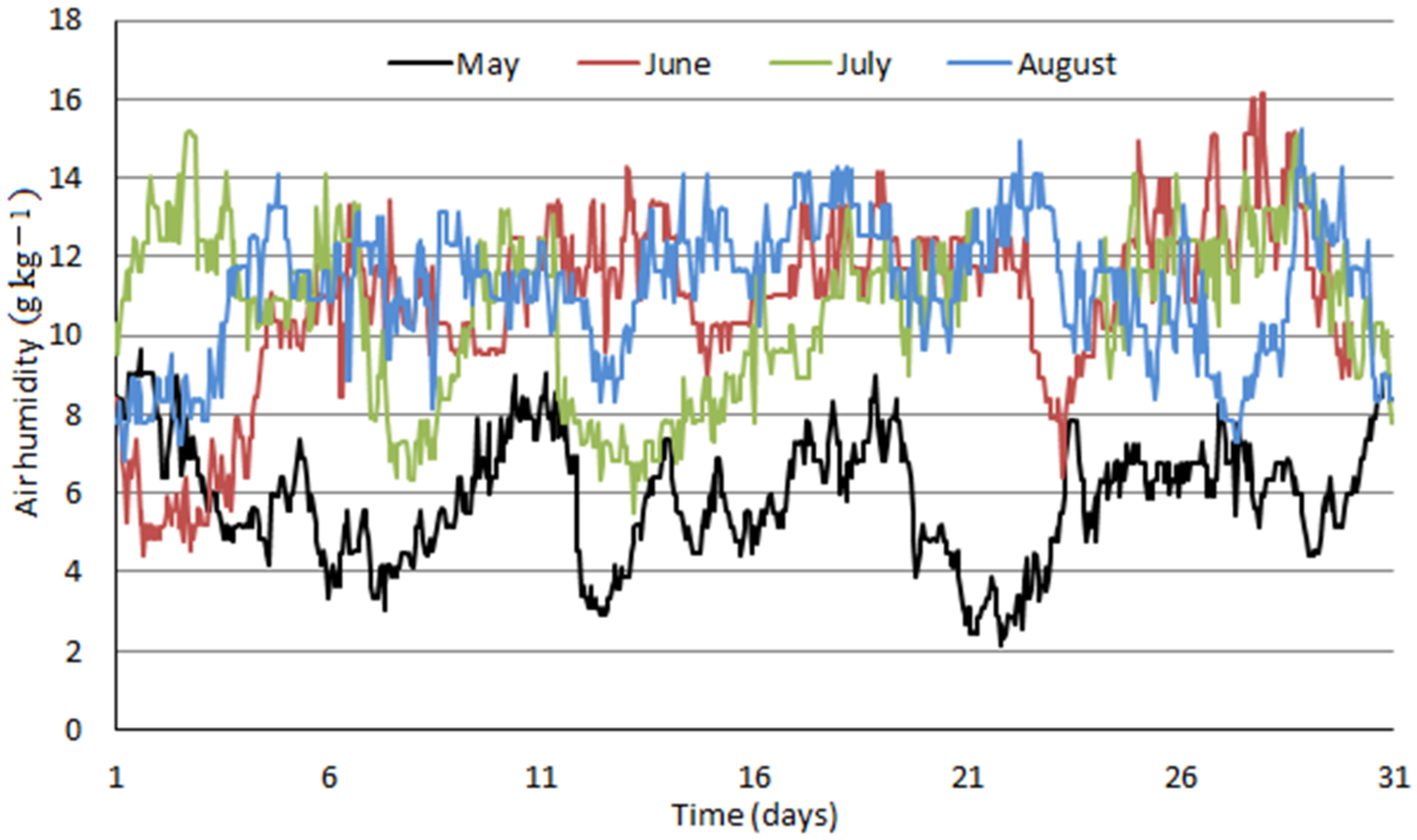
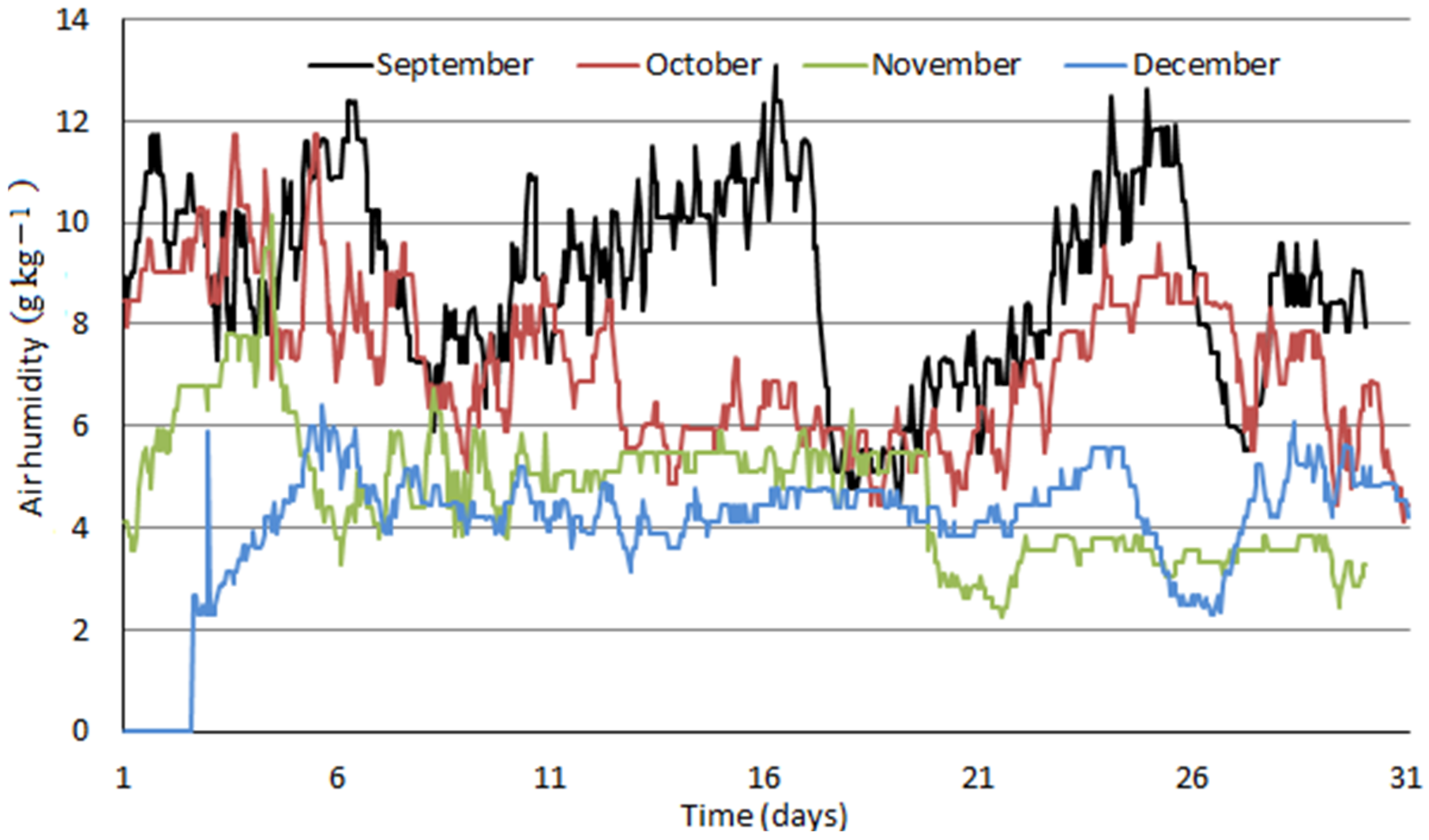
2.5. Ambient Air Properties Dataset
2.6. Economic Calculations
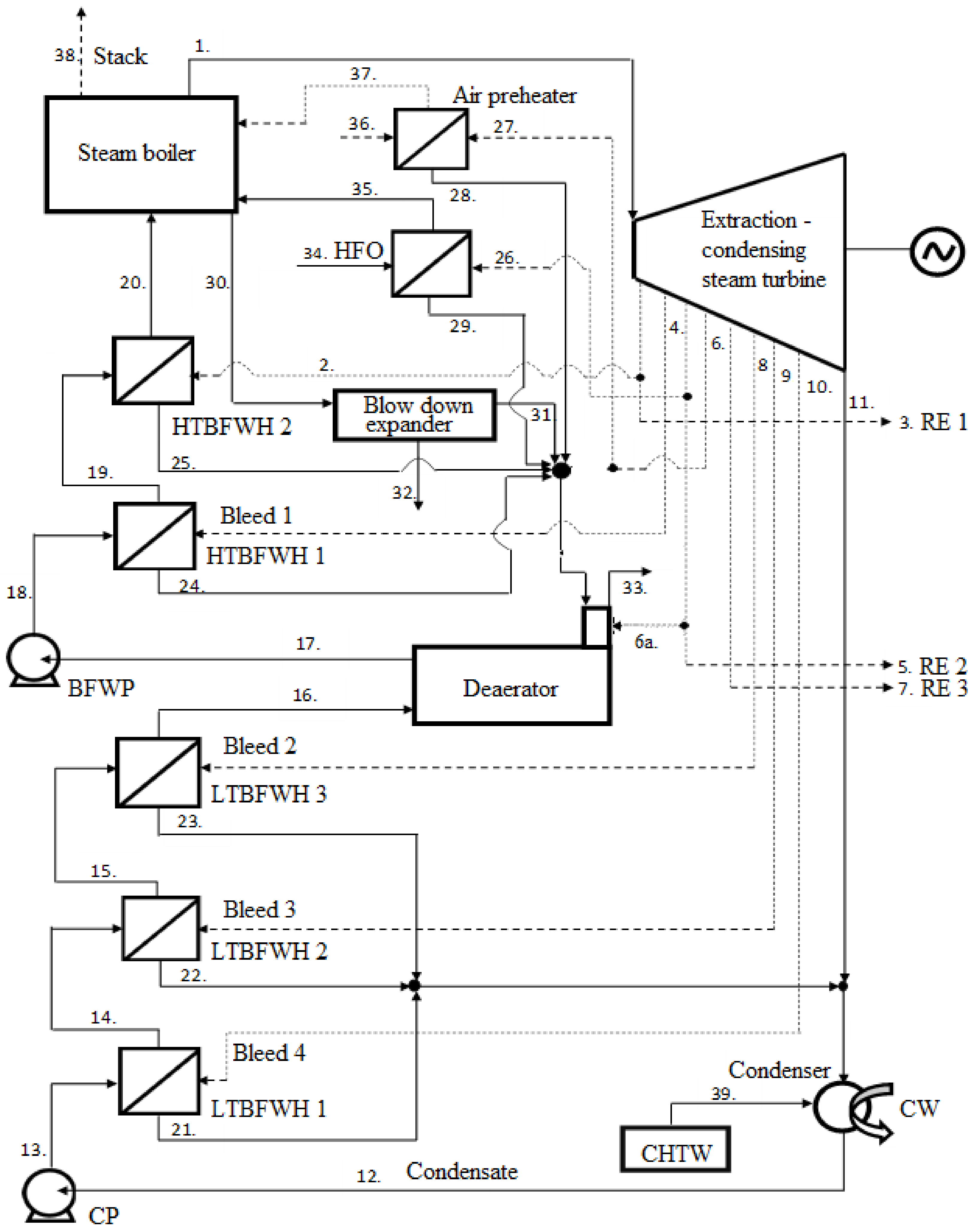
2.7. Model Industrial Thermal Power Plant
3. Results and Discussion
3.1. ASU Model Verification
3.2. Results of ASU Design and Operation Improvement by Absorption Cooling
3.2.1. Exploitation of Internal Waste Heat for Cold Production
3.2.2. Exploitation of External Waste Heat for Cold Production
3.3. Impact of Air Pressure Loss in Heat Exhangers
3.4. Impact of Variable Ambient Air Humidity
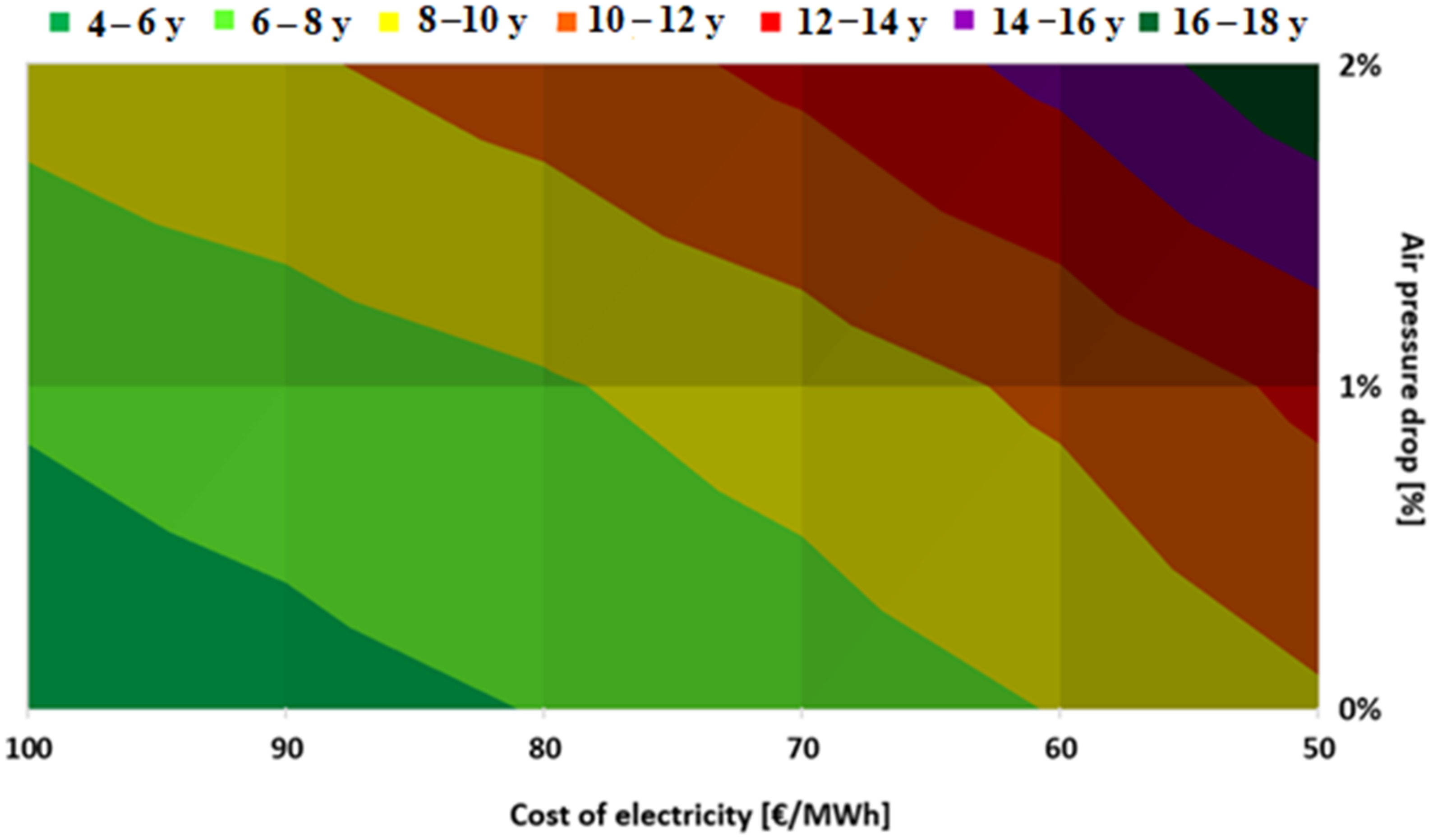
3.5. Economic Parameters
3.6. Achievable Reduction of Greenhouse Gas Emissions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Mass flow (t h−1) | 500 |
| Temperature (°C) | 25 |
| Pressure (kPa) | 100 |
| Composition (mol.) | Value |
| Nitrogen | 0.7686 |
| Oxygen | 0.2062 |
| Argon | 0.0092 |
| Carbon dioxide | 0.0003 |
| Water vapor | 0.0156 |
| Parameter | Value |
|---|---|
| Mass flow (t h−1) | 4700 |
| Temperature (°C) | 25 |
| Pressure (kPa) | 100 |
| Process Equipment | Model | Input Parameters |
|---|---|---|
| Compressor | Compr | Inlet pressure of air Isentropic efficiency |
| Heat exchanger | HeatX | Outlet temperature of air Pressure loss |
| Multi-stream heat exchanger | MHeatX | Outlet temperature of streams Pressure loss |
| Flash separator | Flash2 | Pressure |
| Adsorber | Sep | Pressure |
| Distillation column | RadFrac (without condenser/reboiler) | Pressure in condenser and reboiler, Pressure loss Mass flow of distillate (HPC) Reboiler duty (LPC) Number of stages Feed stages |
| Pump | Pump | Outlet pressure of stream Isentropic efficiency |

Appendix B
| Parameter | Value |
|---|---|
| Model of ACH | Hot-water/135 |
| USRT (U.S. refrigeration ton) | 1350 |
| COP | 0.8 |
| Hot water | |
| Inlet temperature to generator (°C) | 95 |
| Outlet temperature from generator (°C) | 72 |
| Mass flow (t h−1) | 219.2 |
| Chilled water | |
| Inlet temperature to evaporator (°C) | 13 |
| Outlet temperature from evaporator (°C) | 8 |
| Volumetric flow (m3 h−1) | 816.5 |
| Cooling water | |
| Inlet temperature (°C) | 31 |
| Outlet temperature (°C) | 36.5 |
| Volumetric flow (m3 h−1) | 1658.6 |
| Parameter | Value |
|---|---|
| Model of ACH | Hot-water/113 |
| USRT (U.S. refrigeration ton) | 1125 |
| COP | 0.8 |
| Hot water | |
| Inlet temperature to generator (°C) | 95 |
| Outlet temperature from generator (°C) | 72 |
| Mass flow (t h−1) | 182.6 |
| Chilled water | |
| Inlet temperature to evaporator (°C) | 13 |
| Outlet temperature from evaporator (°C) | 8 |
| Volumetric flow (m3 h−1) | 680.4 |
| Cooling water | |
| Inlet temperature (°C) | 31 |
| Outlet temperature (°C) | 36.5 |
| Volumetric flow (m3 h−1) | 1382.2 |
| Parameter | Value |
|---|---|
| Type of cooling tower | Fan |
| Model of cooling tower | 12/70 ZB |
| Number of fans | 12 |
| Maximum cooling range (°C) | 7 |
| Wet bulb temperature (°C) | 21 |
| Volumetric flow of air (m3 h−1) | 504,000 |
| Nominal mass flow of cooling water (t h−1) | 1225 |
| Minimum/Maximum mass flow of cooling water (t h−1) | 276/1476 |
| Parameter | Value |
|---|---|
| Pressure (kPa) | 100 |
| Number of equilibrium stages | 10 |
| Mass flow of cooling water (t h−1) | 1175 |
| Inlet temperature of cooling tower (°C) | 32.6 |
| Volumetric flow of air (m3 h−1) | 504,000 |
| Inlet temperature of air (°C) | 25 |
| Parameter | Value |
|---|---|
| Model of ACH | Hot-water/038 |
| USRT (U.S. refrigeration ton) | 375 |
| COP | 0.8 |
| Chilled water | |
| Inlet temperature to evaporator (°C) | 13 |
| Outlet temperature from evaporator (°C) | 8 |
| Volumetric flow (m3 h−1) | 226.8 |
| Cooling water | |
| Inlet temperature (°C) | 31 |
| Outlet temperature (°C) | 36.5 |
| Volumetric flow (m3 h−1) | 460.7 |
Appendix C
- HFO composition in % wt.: carbon 87; hydrogen 12; sulfur 1; HFO lower heating value: 40.5 GJ t−1;
- Combustion air excess: 30%; preheated air temperature: 100 °C;
- Flue gas to stack (to FGD) temperature: 190 °C (margin of around 50 °C to minimize risk of low-temperature corrosion);
- Steam boiler blow down rate: 1.5%;
- Steam turbine inlet parameters: 9 MPa, 530 °C;
- Steam turbine isentropic efficiency: 85% in superheated steam region and 75% in wet steam region was used to calculate enthalpies of individual bleeds and regulated extractions in the water steam chart as recently demonstrated by Baressi et al. [92]; mechanical efficiency: 95%;
- Bleed pressure estimation: to keep a margin of 5 °C between bleed condensing temperature and water outlet temperature from water heater;
- Regulated extractions pressure: RE 1: 3.06 MPa; RE 2: 1 MPa; RE 3: 0.4 MPa;
- Temperature in turbine condenser: 30 °C;
- Stepwise condensate heating to 60, 90, 120, 150, 180, and 210 °C in low-temperature water heaters, in deaerator, and in high-temperature water heaters;
- Steam losses from deaerator: 6% of inlet steam;
- Internal power consumption: 5% of gross power production;
- Zero steam export from the power plant = condensing power production;

Appendix D
| Stream | This Study | Study [36] | ||||
|---|---|---|---|---|---|---|
| m (t h−1) | t (°C) | P (kPa) | m (t h−1) | t (°C) | P (kPa) | |
| S1 | 500 | 25 | 100 | 500 | 25 | 100 |
| S2 | 500 | 147.9 | 250 | 500 | 146 | 250 |
| S3–S4 | 500 | 40 | 240 | 500 | 40 | 240 |
| S5 | 0 | 40 | 240 | 0 | 40 | 240 |
| S6 | 500 | 168.9 | 600 | 500 | 168.9 | 600 |
| S7 | 500 | 40.0 | 590 | 500 | 40.0 | 590 |
| S8 | 160 | 40 | 590 | 160 | 40 | 590 |
| S9 | 340 | 40 | 590 | 340 | 40 | 590 |
| S10 | 339.0 | 40 | 590 | 339.0 | 40 | 590 |
| S11 | 976 | 40 | 590 | 1000 | 40 | 590 |
| S12 | 336.5 | 40 | 590 | 336.5 | 40 | 590 |
| S13 | 2.5 | 40 | 590 | 2.5 | 40 | 590 |
| S14 | 159.5 | 40.0 | 590 | 159.5 | 40.0 | 590 |
| S15 | 459.3 | 40 | 590 | 500 | 40 | 590 |
| S16 | 159.5 | 70.7 | 750 | 159.5 | 70.8 | 750 |
| S17 | 159.5 | 40 | 740 | 159.5 | 40 | 740 |
| S18 | 159.3 | 40 | 740 | 159.3 | 40 | 740 |
| S19 | 215.7 | 40 | 740 | 200 | 40 | 740 |
| S20 | 158.4 | 40 | 740 | 158.4 | 40 | 740 |
| S20A | 0.9 | 40 | 740 | 1.0 | 40 | 740 |
| W2 | 4700 | 25.0 | 330 | 4700 | 25.0 | 330 |
| W3 | 4700 | 27.6 | 320 | 4700 | 27.6 | 320 |
| W4 | 4700 | 30.9 | 310 | 4700 | 30.9 | 310 |
| W5 | 4700 | 31.1 | 300 | 4700 | 31.1 | 300 |
| Stream | This Study | Study [36] | ||||
|---|---|---|---|---|---|---|
| m (t h−1) | t (°C) | P (kPa) | m (t h−1) | t (°C) | P (kPa) | |
| S21 | 158.4 | −171.7 | 730 | 158.4 | −171.7 | 730 |
| S22 | 336.5 | −160 | 580 | 336.5 | −160 | 580 |
| S23 | 158.4 | −174.9 | 580 | 158.4 | −174.9 | 580 |
| S24 | 336.5 | −160 | 580 | 336.5 | −160 | 580 |
| S25 | 199.1 | −177.5 | 560 | 199.1 | −177.5 | 560 |
| S26 | 295.8 | −173.3 | 580 | 295.8 | −173.3 | 580 |
| S27 | 199.1 | −185.7 | 550 | 199.1 | −185.7 | 550 |
| S28 | 295.8 | −180.6 | 570 | 295.8 | −180.6 | 570 |
| S29 | 199.1 | −192.1 | 150 | 199.1 | −192.1 | 150 |
| S30 | 295.8 | −189.0 | 150 | 295.8 | −189.0 | 150 |
| S31 | 380.4 | −193.9 | 120 | 378.6 | −194.1 | 120 |
| S32 | 114.5 | −179.3 | 150 | 116.3 | −179.3 | 150 |
| S33 | 114.4 | −179.2 | 290 | 116.3 | −179.2 | 480 |
| S34 | 114.4 | 38.3 | 280 | 116.3 | 39.0 | 470 |
| S35 | 380.4 | −174.9 | 110 | 378.6 | −175 | 110 |
| S36 | 380.4 | 38.0 | 100 | 378.6 | 39.0 | 100 |
| Stream | This Study | Study [36] | ||||
|---|---|---|---|---|---|---|
| N2 | O2 | Ar | N2 | O2 | Ar | |
| S23 | 0.78 | 0.21 | 0.01 | 0.78 | 0.21 | 0.01 |
| S24 | 0.78 | 0.21 | 0.01 | 0.78 | 0.21 | 0.01 |
| S25 | 1.00 | 0.00 | 0.00 | 0.99 | 0.00 | 0.00 |
| S26 | 0.63 | 0.36 | 0.01 | 0.63 | 0.36 | 0.01 |
| S29 | 1.00 | 0.00 | 0.00 | 0.99 | 0.00 | 0.00 |
| S30 | 0.63 | 0.36 | 0.01 | 0.63 | 0.36 | 0.01 |
| S31 | 1.00 | 0.00 | 0.01 | 0.99 | 0.00 | 0.00 |
| S32 | - | 0.99 | 0.01 | 0.00 | 0.99 | 0.00 |
Appendix E
| Stream | m (t h−1) | t (°C) | P (kPa) |
|---|---|---|---|
| W12 | 1175.1 | 33.0 | 100 |
| S37 (m3 h−1) | 504,000 | 25.0 | 100 |
| W16 | 1161.6 | 25.3 | 100 |
| S41 | 598.9 | 33.1 | 100 |
| Parameter (without ACH) | A1 | A2 |
|---|---|---|
| Inlet air humidity (g kg−1) | 6.845 | 5.632 |
| Mass flow of adsorbed water (kg h−1) | 2304.7 | 892.4 |
| Electrical power input for adsorber regeneration (MW) | 3.706 | 1.435 |
| Parameter (with ACH) | A1 | A2 |
| Inlet air humidity (g kg−1) | 1.545 | 1.545 |
| Mass flow of adsorbed water (kg h−1) | 520.3 | 244.8 |
| Electrical power input for adsorber regeneration (MW) | 0.836 | 0.394 |
| Electrical power input savings (MW) | 2.869 | 1.041 |
| Annual electrical power savings (MWh) | 25,138.1 | 9123.2 |
| Total annual electrical power savings (MWh) | 34,261.3 | |
| Parameter | A1 | A2 |
|---|---|---|
| Calculated inlet air humidity (g kg−1) | 6.845 | 5.632 |
| Mass flow of adsorbed water (kg h−1) | 2304.7 | 892.4 |
| Calculated electrical power input for adsorber regeneration (MW) | 3.706 | 1.435 |
| Time of the year with higher measured air humidity (%) | 38.5 | 46.5 |
| Time of the year with lower measured air humidity (%) | 61.5 | 53.5 |
| Average air humidity for electrical power savings recalculation (g kg−1) | 4.02 | 3.66 |
| Calculated average mass flow of adsorbed water for time of the year with lower air humidity (kg h−1) | 1356.3 | 580.7 |
| Calculated average electrical power input for adsorber regeneration for time of the year with lower air humidity (MW) | 2.181 | 0.934 |
| Recalculated average electrical power input for adsorber regeneration (MW) | 2.767 | 1.167 |
References
- Wang, Z.; Wang, W.; Qin, W.; Gui, W.; Xu, S.; Yang, C.; Zhang, Z.; Wang, Y.; Zheng, J.; Liu, X. Analysis of carbon footprint reduction for three novel air separation columns. Sep. Purif. Technol. 2021, 262, 118318. [Google Scholar] [CrossRef]
- Alqaheem, Y.; Alomair, A.A. Sealing perovskite membranes for long-term oxygen separation from air. Chem. Pap. 2020, 74, 4159–4168. [Google Scholar] [CrossRef]
- Banaszkiewicz, T.; Chorowski, M. Energy Consumption of Air-Separation Adsorption Methods. Entropy 2018, 20, 232. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Janusz-Szymańska, K.; Dryjańska, A. Possibilities for improving the thermodynamic and economic characteristics of an oxy-type power plant with a cryogenic air separation unit. Energy 2015, 85, 45–61. [Google Scholar] [CrossRef]
- Adamson, R.; Hobbs, M.; Silcock, A.; Willis, M.J. Steady-state optimisation of a multiple cryogenic air separation unit and compressor plant. Appl. Energy 2017, 189, 221–232. [Google Scholar] [CrossRef] [Green Version]
- Fernandez-Barquin, A.; Casado-Coterillo, C.; Valencia, S.; Irabien, A. Mixed Matrix Membranes for O(2)/N(2) Separation: The Influence of Temperature. Membranes 2016, 6, 28. [Google Scholar] [CrossRef]
- Portillo, E.; Gallego Fernández, L.M.; Vega, F.; Alonso-Fariñas, B.; Navarrete, B. Oxygen transport membrane unit applied to oxy-combustion coal power plants: A thermodynamic assessment. J. Environ. Chem. Eng. 2021, 9, 105266. [Google Scholar] [CrossRef]
- Singla, R.; Chowdhury, K. Enhanced oxygen recovery and energy efficiency in a reconfigured single column air separation unit producing pure and impure oxygen simultaneously. Chem. Eng. Process. Process Intensif. 2021, 162, 108354. [Google Scholar] [CrossRef]
- Ghoniem, A.F.; Zhao, Z.; Dimitrakopoulos, G. Gas oxy combustion and conversion technologies for low carbon energy: Fundamentals, modeling and reactors. Proc. Combust. Inst. 2019, 37, 33–56. [Google Scholar] [CrossRef]
- Cormos, C.-C. Techno-Economic Evaluations of Copper-Based Chemical Looping Air Separation System for Oxy-Combustion and Gasification Power Plants with Carbon Capture. Energies 2018, 11, 3095. [Google Scholar] [CrossRef] [Green Version]
- Castillo, R. Thermodynamic analysis of a hard coal oxyfuel power plant with high temperature three-end membrane for air separation. Appl. Energy 2011, 88, 1480–1493. [Google Scholar] [CrossRef]
- Markewitz, P.; Marx, J.; Schreiber, A.; Zapp, P. Ecological evaluation of coal-fired Oxyfuel power plants -Cryogenic versus membrane-based air separation. Energy Procedia 2013, 37, 2864–2876. [Google Scholar] [CrossRef] [Green Version]
- Kubicek, M.; Bork, A.H.; Rupp, J.L.M. Perovskite oxides—A review on a versatile material class for solar-to-fuel conversion processes. J. Mater. Chem. A 2017, 5, 11983–12000. [Google Scholar] [CrossRef]
- Bush, H.E.; Datta, R.; Loutzenhiser, P.G. Aluminum-doped strontium ferrites for a two-step solar thermochemical air separation cycle: Thermodynamic characterization and cycle analysis. Sol. Energy 2019, 188, 775–786. [Google Scholar] [CrossRef]
- Ezbiri, M.; Allen, K.M.; Gàlvez, M.E.; Michalsky, R.; Steinfeld, A. Design Principles of Perovskites for Thermochemical Oxygen Separation. ChemSusChem 2015, 8, 1966–1971. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bulfin, B.; Lapp, J.; Richter, S.; Gubàn, D.; Vieten, J.; Brendelberger, S.; Roeb, M.; Sattler, C. Air separation and selective oxygen pumping via temperature and pressure swing oxygen adsorption using a redox cycle of SrFeO3 perovskite. Chem. Eng. Sci. 2019, 203, 68–75. [Google Scholar] [CrossRef]
- Brough, D.; Jouhara, H. The aluminium industry: A review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int. J. Ther. 2020, 1–2, 100007. [Google Scholar] [CrossRef]
- Dzurňák, R.; Varga, A.; Kizek, J.; Jablonský, G.; Lukáč, L. Influence of Burner Nozzle Parameters Analysis on the Aluminium Melting Process. Appl. Sci. 2019, 9, 1614. [Google Scholar] [CrossRef] [Green Version]
- Poskart, A.; Radomiak, H.; Niegodajew, P.; Zajemska, M.; Musiał, D. The Analysis of Nitrogen Oxides Formation During Oxygen—Enriched Combustion of Natural Gas. Arch. Metall. Mater. 2016, 61, 1925–1930. [Google Scholar] [CrossRef]
- Dzurňák, R.; Varga, A.; Jablonský, G.; Variny, M.; Pástor, M.; Lukáč, L. Analyzing the Formation of Gaseous Emissions during Aluminum Melting Process with Utilization of Oxygen-Enhanced Combustion. Metals 2021, 11, 242. [Google Scholar] [CrossRef]
- Allam, R.; Martin, S.; Forrest, B.; Fetvedt, J.; Lu, X.; Freed, D.; Brown, G.W.; Sasaki, T.; Itoh, M.; Manning, J. Demonstration of the Allam Cycle: An Update on the Development Status of a High Efficiency Supercritical Carbon Dioxide Power Process Employing Full Carbon Capture. Energy Procedia 2017, 114, 5948–5966. [Google Scholar] [CrossRef]
- Carnero, M.C.; Gómez, A. Optimization of Decision Making in the Supply of Medicinal Gases Used in Health Care. Sustainability 2019, 11, 2952. [Google Scholar] [CrossRef] [Green Version]
- Singla, R.; Chowdhury, K. Determining design criteria to reduce power and cost in filling high-pressure oxygen cylinders directly from cryogenic air separation plants. Cryogenics 2021, 116, 103299. [Google Scholar] [CrossRef]
- Feinmann, J. How COVID-19 revealed the scandal of medical oxygen supplies worldwide. BMJ 2021, 373, n1166. [Google Scholar] [CrossRef]
- Graham, H.R.; Bagayana, S.M.; Bakare, A.A.; Olayo, B.O.; Peterson, S.S.; Duke, T.; Falade, A.G. Improving Hospital Oxygen Systems for COVID-19 in Low-Resource Settings: Lessons from the Field. Glob. Health Sci. Pract. 2020, 8, 858–862. [Google Scholar] [CrossRef]
- Nakkazi, E. Oxygen supplies and COVID-19 mortality in Africa. Lancet Respir. Med. 2021, 9, e39. [Google Scholar] [CrossRef]
- Bhuyan, A. COVID-19: India looks to import oxygen as cases surge, overwhelming hospitals. BMJ 2021, 373, n1061. [Google Scholar] [CrossRef] [PubMed]
- Vemula, R.R.; Urich, M.D.; Kothare, M.V. Experimental design of a “Snap-on” and standalone single-bed oxygen concentrator for medical applications. Adsorption 2021, 27, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Shakil, M.H.; Munim, Z.H.; Tasnia, M.; Sarowar, S. COVID-19 and the environment: A critical review and research agenda. Sci. Total Environ. 2020, 745, 141022. [Google Scholar] [CrossRef] [PubMed]
- Balys, M.; Brodawka, E.; Korzeniewska, A.; Szczurowski, J.; Zarebska, K. LCA and economic study on the local oxygen supply in Central Europe during the COVID-19 pandemic. Sci. Total Environ. 2021, 786, 147401. [Google Scholar] [CrossRef] [PubMed]
- Farquharson, D.; Jaramillo, P.; Schivley, G.; Klima, K.; Carlson, D.; Samaras, C. Beyond Global Warming Potential: A Comparative Application of Climate Impact Metrics for the Life Cycle Assessment of Coal and Natural Gas Based Electricity. J. Ind. Ecol. 2017, 21, 857–873. [Google Scholar] [CrossRef]
- Hnydiuk-Stefan, A.; Składzień, J. Analysis of supercritical coal fired oxy combustion power plant with cryogenic oxygen unit and turbo-compressor. Energy 2017, 128, 271–283. [Google Scholar] [CrossRef]
- Caspari, A.; Offermanns, C.; Schäfer, P.; Mhamdi, A.; Mitsos, A. A flexible air separation process: 1. Design and steady-state optimizations. AIChE J. 2019, 65, e16705. [Google Scholar] [CrossRef]
- Ding, G.; He, B.; Cao, Y.; Wang, C.; Su, L.; Duan, Z.; Song, J.; Tong, W.; Li, X. Process simulation and optimization of municipal solid waste fired power plant with oxygen/carbon dioxide combustion for near zero carbon dioxide emission. Energy Convers. Manag. 2018, 157, 157–168. [Google Scholar] [CrossRef]
- Goodarzia, G.; Dehghani, S.; Akbarzadeh, A.; Date, A. Energy Saving Opportunities in air Drying Process in High-pressure Compressors. Energy Procedia 2017, 110, 428–433. [Google Scholar] [CrossRef]
- Hamayun, M.H.; Ramzan, N.; Hussain, M.; Faheem, M. Evaluation of Two-Column Air Separation Processes Based on Exergy Analysis. Energies 2020, 13, 6361. [Google Scholar] [CrossRef]
- Tafone, A.; Dal Magro, F.; Romagnoli, A. Integrating an oxygen enriched waste to energy plant with cryogenic engines and Air Separation Unit: Technical, economic and environmental analysis. Appl. Energy 2018, 231, 423–432. [Google Scholar] [CrossRef]
- Adhikari, B.; Orme, C.J.; Klaehn, J.R.; Stewart, F.F. Technoeconomic analysis of oxygen-nitrogen separation for oxygen enrichment using membranes. Sep. Purif. Technol. 2021, 268, 118703. [Google Scholar] [CrossRef]
- Kotowicz, J.; Michalski, S.; Brzęczek, M. The Characteristics of a Modern Oxy-Fuel Power Plant. Energies 2019, 12, 3374. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Akkurt, N.; Zhang, X.; Luo, Y.; She, X. Techno-economic analyses of multi-functional liquid air energy storage for power generation, oxygen production and heating. Appl. Energy 2020, 275, 115392. [Google Scholar] [CrossRef]
- Banaszkiewicz, T. The Possible Coupling of LNG Regasification Process with the TSA Method of Oxygen Separation from Atmospheric Air. Entropy 2021, 23, 350. [Google Scholar] [CrossRef]
- Elhelw, M.; Alsanousie, A.A.; Attia, A. Novel operation control strategy for conjugate high-low pressure air separation columns at different part loads. Alex. Eng. J. 2020, 59, 613–633. [Google Scholar] [CrossRef]
- Skorek-Osikowska, A.; Bartela, Ł.; Kotowicz, J. A comparative thermodynamic, economic and risk analysis concerning implementation of oxy-combustion power plants integrated with cryogenic and hybrid air separation units. Energy Convers. Manag. 2015, 92, 421–430. [Google Scholar] [CrossRef]
- Dib, G.; Haberschill, P.; Rullière, R.; Revellin, R. Thermodynamic investigation of quasi-isothermal air compression/expansion for energy storage. Energy Convers. Manag. 2021, 235, 114027. [Google Scholar] [CrossRef]
- Rong, Y.; Zhi, X.; Wang, K.; Zhou, X.; Cheng, X.; Qiu, L.; Chi, X. Thermoeconomic analysis on a cascade energy utilization system for compression heat in air separation units. Energy Convers. Manag. 2020, 213, 112820. [Google Scholar] [CrossRef]
- Rong-Yang, Y.; Wu, Q.; Zhou, X.; Fang, S.; Wang, K.; Qiu, L.; Zhi, X. Research on optimization of self-utilization performance of air compression waste heat in air separation system. CIESC J. 2021, 72, 1654–1666. [Google Scholar] [CrossRef]
- Escudero, A.I.; Espatolero, S.; Romeo, L.M. Oxy-combustion power plant integration in an oil refinery to reduce CO2 emissions. Int. J. Greenh. Gas Control 2016, 45, 118–129. [Google Scholar] [CrossRef]
- Zhou, X.; Rong, Y.; Fang, S.; Wang, K.; Zhi, X.; Qiu, L.; Chi, X. Thermodynamic analysis of an organic Rankine–vapor compression cycle (ORVC) assisted air compression system for cryogenic air separation units. Appl. Therm. Eng. 2021, 189, 116678. [Google Scholar] [CrossRef]
- Hamels, S.; Himpe, E.; Laverge, J.; Delghust, M.; Van den Brande, K.; Janssens, A.; Albrecht, J. The use of primary energy factors and CO2 intensities for electricity in the European context—A systematic methodological review and critical evaluation of the contemporary literature. Renew. Sustain. Energy Rev. 2021, 146, 111182. [Google Scholar] [CrossRef]
- Ådahl, A.; Harvey, S.; Berntsson, T. Process industry energy retrofits: The importance of emission baselines for greenhouse gas reductions. Energy Policy 2004, 32, 1375–1388. [Google Scholar] [CrossRef]
- Smith, C.N.; Hittinger, E. Using marginal emission factors to improve estimates of emission benefits from appliance efficiency upgrades. Energy Effic. 2019, 12, 585–600. [Google Scholar] [CrossRef]
- Seckinger, N.; Radgen, P. Dynamic Prospective Average and Marginal GHG Emission Factors—Scenario-Based Method for the German Power System until 2050. Energies 2021, 14, 2527. [Google Scholar] [CrossRef]
- Vuarnoz, D.; Jusselme, T. Dataset concerning the hourly conversion factors for the cumulative energy demand and its non-renewable part, and hourly GHG emission factors of the Swiss mix during a one year period (2015–2016). Data Brief 2018, 21, 1026–1028. [Google Scholar] [CrossRef]
- Song, Q.; Wang, Z.; Li, J.; Duan, H.; Yu, D.; Liu, G. Comparative life cycle GHG emissions from local electricity generation using heavy oil, natural gas, and MSW incineration in Macau. Renew. Sustain. Energy Rev. 2018, 81, 2450–2459. [Google Scholar] [CrossRef]
- Chen, L.; Wemhoff, A.P. Predicting embodied carbon emissions from purchased electricity for United States counties. Appl. Energy 2021, 292, 116898. [Google Scholar] [CrossRef]
- Rehman, H.U.; Hirvonen, J.; Jokisalo, J.; Kosonen, R.; Sirén, K. EU Emission Targets of 2050: Costs and CO2 Emissions Comparison of Three Different Solar and Heat Pump-Based Community-Level District Heating Systems in Nordic Conditions. Energies 2020, 13, 4167. [Google Scholar] [CrossRef]
- Hamels, S. CO2 Intensities and Primary Energy Factors in the Future European Electricity System. Energies 2021, 14, 2165. [Google Scholar] [CrossRef]
- Constantin, D.E.; Bocaneala, C.; Voiculescu, M.; Rosu, A.; Merlaud, A.; Roozendael, M.V.; Georgescu, P.L. Evolution of SO2 and NOx Emissions from Several Large Combustion Plants in Europe during 2005-2015. Int. J. Env. Res Public Health 2020, 17, 3630. [Google Scholar] [CrossRef] [PubMed]
- Leerbeck, K.; Bacher, P.; Junker, R.G.; Tveit, A.; Corradi, O.; Madsen, H.; Ebrahimy, R. Control of Heat Pumps with CO2 Emission Intensity Forecasts. Energies 2020, 13, 2851. [Google Scholar] [CrossRef]
- Lieskovský, M.; Trenčiansky, M.; Majlingová, A.; Jankovský, J. Energy Resources, Load Coverage of the Electricity System and Environmental Consequences of the Energy Sources Operation in the Slovak Republic—An Overview. Energies 2019, 12, 1701. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.; Cho, H.J.; Narayanan, S.; Yang, S.; Furukawa, H.; Schiffres, S.; Li, X.; Zhang, Y.B.; Jiang, J.; Yaghi, O.M.; et al. Characterization of Adsorption Enthalpy of Novel Water-Stable Zeolites and Metal-Organic Frameworks. Sci. Rep. 2016, 6, 19097. [Google Scholar] [CrossRef] [Green Version]
- DT GROUP. Desiccant Dehumidifier. Available online: https://destech.eu/our-products/?gclid=EAIaIQobChMIi5SO27Oj8AIVBBd7Ch2vawAgEAAYASAAEgJboPD_BwE (accessed on 30 April 2021).
- LG HVAC Solution. Absorption Chiller. Available online: https://www.lg.com/global/business/download/resources/sac/Catalogue_Absorption%20Chillers_ENG_F.pdf (accessed on 28 March 2021).
- GOHL. Cooling Tower Brochure. Available online: https://steelsoft.rs/pdf/CoolingTower_DT_GB.pdf (accessed on 1 April 2021).
- Queiroz, J.A.; Rodrigues, V.M.S.; Matos, H.A.; Martins, F.G. Modeling of existing cooling towers in ASPEN PLUS using an equilibrium stage method. Energy Convers. Manag. 2012, 64, 473–481. [Google Scholar] [CrossRef]
- Brueckner, S.; Arbter, R.; Pehnt, M.; Laevemann, E. Industrial waste heat potential in Germany—A bottom-up analysis. Energy Effic. 2016, 10, 513–525. [Google Scholar] [CrossRef]
- Law, R.; Harvey, A.; Reay, D. A knowledge-based system for low-grade waste heat recovery in the process industries. Appl. Therm. Eng. 2016, 94, 590–599. [Google Scholar] [CrossRef] [Green Version]
- U.S. Department of Energy. Absorption Chillers for CHP Systems. Available online: https://www.energy.gov/sites/prod/files/2017/06/f35/CHP-Absorption%20Chiller-compliant.pdf (accessed on 30 April 2021).
- Peters, M.S.; Timmerhaus, K.D.; West, R.E. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw-Hill: New York, NY, USA, 2003; ISBN 0-07-239266-5. [Google Scholar]
- National Bank of Slovak Republic. Exchange Rates. 2021. Available online: https://www.nbs.sk/sk (accessed on 30 April 2021).
- Economic Indicators: Chemical Engineering Plant Cost Index 2016. 2017. Available online: https://www.scribd.com/document/352561651/CEPCI-June-2017-Issue (accessed on 30 April 2021).
- Mignard, D. Correlating the chemical engineering plant cost index with macro-economic indicators. Chem. Eng. Res. Des. 2014, 92, 285–294. [Google Scholar] [CrossRef] [Green Version]
- Loh, H.P.; Lyons, J.; White, C.W. Process Equipment Cost Estimation Final Report; National Energy Technology Laboratory, U.S. Department of Energy: Pittsburgh, PA, USA, 2002. [CrossRef] [Green Version]
- Typical Overall Heat Transfer Coefficients. Available online: http://www.engineeringpage.com/technology/thermal/transfer.html (accessed on 1 May 2021).
- Keshavarzian, S.; Verda, V.; Colombo, E.; Razmjoo, P. Fuel Saving due to pinch analysis and heat recovery in a petrochemical company. In Proceedings of the ECOS 2015—28th International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, Pau, France, 30 June–3 July 2015. [Google Scholar] [CrossRef]
- Perry, R.H.; Green, D.W.; Maloney, J.O. Process Economics. In Perry’s Chemical Engineers’ Handbook, 7th ed.; McGraw-Hill Professional: London, UK, 1997; ISBN 0-07-049841-5. [Google Scholar]
- Mach, V. EDISON Rekonstrukce a Modernizace Teplárny v Areálu SLOVNAFT, a.s. Available online: http://old.allforpower.cz/UserFiles/files/2011/mach.pdf (accessed on 28 June 2021). (In Slovak).
- Automated Monitoring System Reports 2012–2016. Available online: https://slovnaft.sk/sk/o-nas/trvalo-udrzatelny-rozvoj/spravy-a-ukazovatele/ams-protokoly/022-teplaren-fgd2/ (accessed on 28 June 2021). (In Slovak).
- Automated Monitoring System Report 2018. Available online: https://slovnaft.sk/images/slovnaft/pdf/o_nas/trvalo_udrzatelny_rozvoj/informacie_o_zivotnom_prostredi/inf_verejnosti_19_emisie.pdf (accessed on 28 June 2021). (In Slovak).
- KOMFOVENT. Heat Exchangers—Installation and Operation Guide. Available online: https://www.tzbprodukt.sk/attachments/7e8c6eee69a8544570e75f23050ad23b6b374a67/store/c6587d8f720999f250390d79f500627fbe2691cc05a94711ee2df2e5ec0a/DCF_DCW_DH_DHCW_SVK_navod.pdf (accessed on 1 April 2021). (In Slovak).
- EMBER—Daily Carbon Prices. Available online: https://ember-climate.org/data/carbon-price-viewer/ (accessed on 1 July 2021). (In Slovak).
- Espatolero, S.; Cortés, C.; Romeo, L.M. Optimization of boiler cold-end and integration with the steam cycle in supercritical units. Appl. Energy 2010, 87, 1651–1660. [Google Scholar] [CrossRef]
- Variny, M.; Jediná, D.; Kizek, J.; Illés, P.; Lukáč, L.; Janošovský, J.; Lesný, M. An Investigation of the Techno-Economic and Environmental Aspects of Process Heat Source Change in a Refinery. Processes 2019, 7, 776. [Google Scholar] [CrossRef] [Green Version]
- Campbell, P.E.; McMullan, J.T.; Williams, B.C. Concept for a competitive coal fired integrated gasification combined cycle power plant. Fuel 2000, 79, 1031–1040. [Google Scholar] [CrossRef]
- Strachan, N.; Farrell, A. Emissions from distributed vs. centralized generation: The importance of system performance. Energy Policy 2006, 34, 2677–2689. [Google Scholar] [CrossRef]
- Huber, J.; Lohmann, K.; Schmidt, M.; Weinhardt, C. Carbon efficient smart charging using forecasts of marginal emission factors. J. Clean. Prod. 2021, 284, 124766. [Google Scholar] [CrossRef]
- Zajemska, M.; Musiał, D.; Radomiak, H.; Poskart, A.; Wyleciał, T.; Urbaniak, D. Formation of Pollutants in the Process of Co-Combustion of Different Biomass Grades. Pol. J. Environ. Stud. 2014, 23, 1445–1448. [Google Scholar]
- Křůmal, K.; Mikuška, P.; Horák, J.; Hopan, F.; Krpec, K. Comparison of emissions of gaseous and particulate pollutants from the combustion of biomass and coal in modern and old-type boilers used for residential heating in the Czech Republic, Central Europe. Chemosphere 2019, 229, 51–59. [Google Scholar] [CrossRef] [PubMed]
- Medica-Viola, V.; Baressi Šegota, S.; Mrzljak, V.; Štifanić, D. Comparison of conventional and heat balance based energy analyses of steam turbine. Pomorstvo 2020, 34, 74–85. [Google Scholar] [CrossRef]
- Kwak, H. Exergetic and thermoeconomic analyses of power plants. Energy 2003, 28, 343–360. [Google Scholar] [CrossRef]
- Industrial Power Plant Modernization and Sulphur Emissions Reduction. Available online: https://www.energia.sk/teplaren-v-areali-slovnaftu-plni-ekologicke-poziadavky-eu/ (accessed on 28 June 2021). (In Slovak).
- Baressi Šegota, S.; Lorencin, I.; Anđelić, N.; Mrzljak, V.; Car, Z. Improvement of Marine Steam Turbine Conventional Exergy Analysis by Neural Network Application. J. Mar. Sci. Eng. 2020, 8, 884. [Google Scholar] [CrossRef]








| Parameter | ACH 0 | ACH 1 | ACH 2 |
|---|---|---|---|
| USRT of referential ACH [68] | 400 | 1320 | 1320 |
| Specific cost of referential ACH (2016) (USD USRT−1) [68] | 2300 | 1800 | 1800 |
| USRT of model ACH [63] | 375 | 1125 | 1350 |
| Specific cost of model ACH (2016) (USD USRT−1) | 1841 | 1534 | 2156 |
| Cost of model ACH (2016) (USD) | 808,594 | 1,725,852 | 2,485,227 |
| Exchange rate (USD EUR−1) [70] | 0.83 | ||
| CEPCI index (2016) [71] | 541.7 | ||
| CEPCI index (2020) [72] | 668.0 | ||
| Cost of model ACH (2020) (EUR) | 827,610 | 1,766,442 | 2,543,676 |
| Total cost of ACH (2020) (EUR) | 5,150,000 | ||
| Heat Exchanger/Parameter | E0 | E6 | E8 | E10 | E12 |
|---|---|---|---|---|---|
| (MW) | 1336.2 | 6392.5 | 5190.8 | 5327.4 | 4324.9 |
| (W m−2 K−1) | 100 | ||||
| (°C) | 9.8 | 30.9 | 16.0 | 45.8 | 15.3 |
| (m2) | 1362.4 | 2068.4 | 3242.9 | 1164.3 | 2826.1 |
| A with margin (m2) | 1500 | 2500 | 3500 | 1500 | 3000 |
| Cost (1998) (USD) [73] | 25,000 | 40,000 | 50,000 | 25,000 | 45,000 |
| Exchange rate (USD EUR−1) [70] | 0.83 | ||||
| CEPCI index (1998) [75] | 389.5 | ||||
| CEPCI index (2020) [72] | 668.0 | ||||
| Cost (2020) (EUR) | 35,586 | 56,938 | 71,113 | 35,586 | 64,056 |
| Total investment cost (EUR) | 264,000 | ||||
| Purchase Cost of Equipment (EUR mil.) | 5.41 (100%) | ||
|---|---|---|---|
| Direct Cost | Indirect Cost | ||
| Installation of equipment | 40% | Projecting and control | 33% |
| Measurement and regulation | 35% | Building costs | 20% |
| Pipes | 70% | Legalization costs | 4% |
| Land consolidation | 10% | Payments to contractors | 20% |
| Services | 10% | Reserves | 30% |
| Circulating capital | 10% | ||
| Total direct and indirect costs | 282% | ||
| Total investment costs (EUR mil.) | 20.7 (383%) | ||
| Emissions (t) | Year (Days of Validated AMS Operation and Data Recording) | ||||
|---|---|---|---|---|---|
| 2013 (249) | 2014 (242) | 2015 (72) | 2016 (316) | 2018 (Not Provided) | |
| CO2 | 318,256 | 347,916 | 128,889 | 517,115 | 776,743 |
| CO | 4.108 | 12.696 | 1.311 | 2.828 | 10.278 |
| NOx | 336.851 | 393.087 | 126.009 | 531.929 | 1165.025 |
| SOx | 142.791 | 226.096 | 74.696 | 444.756 | 705.554 |
| Pollutant | Average Specific Emissions in Grams per Ton of Produced CO2 |
|---|---|
| CO | 15.1 |
| NOx | 1222 |
| SOx | 763 |
| Compressor K2 | ||||||
|---|---|---|---|---|---|---|
| Model with ACH | Basic Mathematical Model | |||||
| Stream | m (t h−1) | t (°C) | P (kPa) | m (t h−1) | t (°C) | P (kPa) |
| S4 | 497.3 | 16.7 | 220 | 500 | 40.0 | 240 |
| S6 | 497.3 | 156.9 | 630 | 500 | 168.9 | 600 |
| Power input (kW) | 19,620 | 18,252 | ||||
| Compressor K3 | ||||||
|---|---|---|---|---|---|---|
| Model with ACH | Basic Mathematical Model | |||||
| Stream | m (t h−1) | t (°C) | P (kPa) | m (t h−1) | t (°C) | P (kPa) |
| S14 | 158.7 | 16.2 | 600 | 159.5 | 40.0 | 590 |
| S16 | 158.7 | 44.2 | 760 | 159.5 | 70.7 | 750 |
| Power input (kW) | 1241 | 1377 | ||||
| Flash Separators F1, F2, F3, F4 | ||||||
|---|---|---|---|---|---|---|
| Model with ACH | Basic Mathematical Model | |||||
| Stream | m (kg h−1) | t (°C) | P (kPa) | m (kg h−1) | t (°C) | P (kPa) |
| S5 (F1) | 2694.1 | 16.7 | 220 | 0 | 40 | 240 |
| S15 (F2) | 443.8 | 16.2 | 600 | 244.4 | 40 | 590 |
| S11 (F3) | 943.6 | 16.2 | 600 | 519.2 | 40 | 590 |
| S19 (F4) | 0 | - | - | 252.2 | 40 | 740 |
| Adsorber A1 | ||||||
|---|---|---|---|---|---|---|
| Model with ACH | Basic Mathematical Model | |||||
| Stream | m (t h−1) | t (°C) | P (kPa) | m (t h−1) | t (°C) | P (kPa) |
| S10 | 337.2 | 16.2 | 600 | 339 | 40 | 590 |
| S12A | 336.5 | 20.9 | 590 | 336.5 | 60.5 | 580 |
| H2O (kg h−1) | 542.9 | 2498.4 | ||||
| Qreg (kW) | 452.4 | 1952 | ||||
| Adsorber A2 | ||||||
|---|---|---|---|---|---|---|
| Model with ACH | Basic Mathematical Model | |||||
| Stream | m (t h−1) | t (°C) | P (kPa) | m (t h−1) | t (°C) | P (kPa) |
| S10 | 158.6 | 35.0 | 750 | 159.3 | 40.0 | 740 |
| S12A | 158.4 | 39.7 | 740 | 158.4 | 56.5 | 730 |
| H2O (kg h−1) | 255.1 | 886.6 | ||||
| Qreg (kW) | 212.6 | 738.8 | ||||
| Compressor K1 | ||||||
|---|---|---|---|---|---|---|
| Model with ACH | Basic Mathematical Model | |||||
| Stream | m (t h−1) | t (°C) | P (kPa) | m (t h−1) | t (°C) | P (kPa) |
| S1 | 500 | 15.5 | 90 | 500 | 25.0 | 100 |
| S2 | 500 | 159.2 | 250 | 500 | 147.9 | 250 |
| Power input (kW) | 20,297 | 17,381 | ||||
| Air Pressure Loss | 2% | 1% | ||
|---|---|---|---|---|
| Compressor | Model without ACH (MW) | Model with ACH (MW) | Model without ACH (MW) | Model with ACH (MW) |
| K1 | 17.38 | 17.26 | 17.38 | 17.05 |
| K2 | 18.23 | 18.46 | 17.78 | 17.13 |
| K3 | 1.394 | 1.273 | 1.339 | 1.222 |
| Δ power K1 (MW) | 0.120 | 0.33 | ||
| Δ power K2 (MW) | −0.230 | 0.65 | ||
| Δ power K3 (MW) | 0.121 | 0.117 | ||
| Total power savings (MW; %) | 0.011; negligible | 1.097; 3.0 | ||
| Parameter | A1 | A2 |
|---|---|---|
| Recalculated electrical power input for adsorber regeneration (model without ACH) (MW) | 2.767 | 1.167 |
| Electrical power input for adsorber regeneration (model with ACH) (MW) | 0.836 | 0.393 |
| Recalculated electrical power input savings (MW) | 1.931 | 0.773 |
| Recalculated annual (8760 h per year) electrical power savings for adsorber regeneration (MWh) | 16,916 | 6775 |
| Total recalculated annual electrical power savings for adsorbers regeneration (MWh) | 23,691 | |
| % of Air Pressure Loss | 2% | 1% | 0% |
|---|---|---|---|
| Electrical power input savings for compression (MW) | 0.011 | 1.097 | 2.183 |
| Annual electrical power savings for compression (MWh) | 96.4 | 9609.7 | 19,123.1 |
| Annual electrical power savings for adsorber regeneration (MWh) | 23,691 | ||
| Annual electrical power consumption for ACH pumps (MWh) | −200 | ||
| Total annual power savings (MWh) | 23,588 | 33,101 | 42,614 |
| Study/ Value | This Study | [86] | [54] | [57] | [31] | [83] |
|---|---|---|---|---|---|---|
| Fuel | HFO | Heating oil | Heavy oil | Heavy oil | Coal | Energy mix |
| Emission factor (t MWh−1) | 0.926 | 0.778 (min. 0.731, max. 0.857) | 0.72 | 0.802 old plant; 0.702 new plant | 0.86 conventional plant; 0.743 ultra-supercritical plant | 0.136 |
| Annual CO2 emissions decrease (Table 14, air pressure loss 1%) (t) | 30,652 | 24,197 to 28,368 | 23,833 | 23,237 to 26,574 | 24,594 to 28,467 | 4502 |
| Annual CO2 emissions decrease (Table 14, air pressure loss 2%) (t) | 21,842 | 17,243 to 20,215 | 16,983 | 16,559 to 18,918 | 17,526 to 20,286 | 3208 |
| Study/ Value | This Study | Campbell et al. [84] (Coal Power Plant) | Strachan and Farrell [85] (Coal Power Plant) | Variny et al. [83] (Electric Energy Mix of Slovenské Elektrárne, a.s.) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Pollutant | CO | SOx | NOx | CO | SOx | NOx | SOx | NOx | CO | SOx | NOx |
| Emission factor (kg MWh−1) | 0.014 | 0.707 | 1.132 | 0.07 | 5.64 | 1.7 | 0.2 | 0.459 | 0.061 | 0.392 | 0.107 |
| Annual emissions decrease (Table 14, air pressure loss 1%) (t) | 0.5 | 23.4 | 37.5 | 2.3 | 186.7 | 56.3 | 6.6 | 15.2 | 2.0 | 13.0 | 3.5 |
| Annual emissions decrease (Table 14, air pressure loss 2%) (t) | 0.3 | 16.7 | 26.7 | 1.7 | 133.0 | 40.1 | 4.7 | 10.8 | 1.4 | 9.2 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Variny, M.; Jediná, D.; Rimár, M.; Kizek, J.; Kšiňanová, M. Cutting Oxygen Production-Related Greenhouse Gas Emissions by Improved Compression Heat Management in a Cryogenic Air Separation Unit. Int. J. Environ. Res. Public Health 2021, 18, 10370. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph181910370
Variny M, Jediná D, Rimár M, Kizek J, Kšiňanová M. Cutting Oxygen Production-Related Greenhouse Gas Emissions by Improved Compression Heat Management in a Cryogenic Air Separation Unit. International Journal of Environmental Research and Public Health. 2021; 18(19):10370. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph181910370
Chicago/Turabian StyleVariny, Miroslav, Dominika Jediná, Miroslav Rimár, Ján Kizek, and Marianna Kšiňanová. 2021. "Cutting Oxygen Production-Related Greenhouse Gas Emissions by Improved Compression Heat Management in a Cryogenic Air Separation Unit" International Journal of Environmental Research and Public Health 18, no. 19: 10370. https://0-doi-org.brum.beds.ac.uk/10.3390/ijerph181910370